Anda mungkin juga menyukai
- 445 - Guide - For - Transformer - Maintenance CIGRE A2 - 34 PDFDokumen123 halaman445 - Guide - For - Transformer - Maintenance CIGRE A2 - 34 PDFJohnDoe100% (10)
- 5-9 - Autodiagnostico HYUNDAI 360Dokumen12 halaman5-9 - Autodiagnostico HYUNDAI 360Milton IngTec Tecnologia100% (1)
- Service ManualDokumen150 halamanService ManualSembeiNorimakiBelum ada peringkat
- Iaetsd-jaras-Design & Optimization of Air-Fuel Mixing DeviceDokumen7 halamanIaetsd-jaras-Design & Optimization of Air-Fuel Mixing DeviceiaetsdiaetsdBelum ada peringkat
- Article26ijaetvolumeiiissueijanuary March2011Dokumen6 halamanArticle26ijaetvolumeiiissueijanuary March2011abd elheq zeguerrouBelum ada peringkat
- Aspects of The Bioethanol Use at The Turbocharged SI Engine: Thermal Science January 2015Dokumen9 halamanAspects of The Bioethanol Use at The Turbocharged SI Engine: Thermal Science January 2015BryanBelum ada peringkat
- Modification of Diesel Engine For Electricity Production Fueled by BiogasDokumen8 halamanModification of Diesel Engine For Electricity Production Fueled by BiogasAloysius JebansonBelum ada peringkat
- A Review Paper On Green Engine: 1. Specialized HighlightsDokumen7 halamanA Review Paper On Green Engine: 1. Specialized HighlightsTESTBelum ada peringkat
- An Effect of Biodiesel On Compression Ignition Engine Vibration - A ReviewDokumen14 halamanAn Effect of Biodiesel On Compression Ignition Engine Vibration - A ReviewTJPRC PublicationsBelum ada peringkat
- Review of Fuels For Internal Combustion Engines in The Aspect of Economy, Performance, Environment and SustainabilityDokumen48 halamanReview of Fuels For Internal Combustion Engines in The Aspect of Economy, Performance, Environment and SustainabilityKalil BashaBelum ada peringkat
- Experimental Analysis of Engine Performance and Combustion Characteristics Using Dual Biodiesel BlendsDokumen7 halamanExperimental Analysis of Engine Performance and Combustion Characteristics Using Dual Biodiesel BlendsMadhurjya SaikiaBelum ada peringkat
- 3-Effect of Biofuels On The Performance and Emission Characteristics of VCR Engine PDFDokumen4 halaman3-Effect of Biofuels On The Performance and Emission Characteristics of VCR Engine PDFthillaisuresh5021Belum ada peringkat
- 6 Phase Green EngineDokumen13 halaman6 Phase Green Engineadwankarparag0% (1)
- Renewable Energy: Santosh Kumar Hotta, Niranjan Sahoo, Kaustubha MohantyDokumen13 halamanRenewable Energy: Santosh Kumar Hotta, Niranjan Sahoo, Kaustubha Mohantyluis romero morenoBelum ada peringkat
- Ijeted: A Review On Turbocharger and SuperchargerDokumen11 halamanIjeted: A Review On Turbocharger and SuperchargerSOMESH SHARMA (B15ME036)Belum ada peringkat
- Ijeted: A Review On Turbocharger and SuperchargerDokumen11 halamanIjeted: A Review On Turbocharger and SuperchargerShubhzoneBelum ada peringkat
- Seminar On Green Engine: Sumbitted To Rajendra Chauhan Krishna PurohitDokumen21 halamanSeminar On Green Engine: Sumbitted To Rajendra Chauhan Krishna Purohitanon_982692471Belum ada peringkat
- Green Engine12Dokumen22 halamanGreen Engine12Nitesh KumarBelum ada peringkat
- Performance Evaluation of A Constant Speed IC Engine On CNG, Methane Enriched PDFDokumen9 halamanPerformance Evaluation of A Constant Speed IC Engine On CNG, Methane Enriched PDFRamnarayan MeenaBelum ada peringkat
- Green EngineDokumen23 halamanGreen EngineNikhil BhureBelum ada peringkat
- Combustion - MidtermDokumen20 halamanCombustion - MidtermAdrian BundalianBelum ada peringkat
- Durability of A Small Agricultural Engine On Biogas/Diesel Dual Fuel OperationDokumen11 halamanDurability of A Small Agricultural Engine On Biogas/Diesel Dual Fuel OperationRickson Viahul Rayan CBelum ada peringkat
- Liquified Petroleum Gas EngineDokumen40 halamanLiquified Petroleum Gas EngineSheena BejasaBelum ada peringkat
- Gasifier Engine SystemDokumen7 halamanGasifier Engine SystemRajkumar MeenaBelum ada peringkat
- Green Engine 2 PDFDokumen7 halamanGreen Engine 2 PDFharivardhanBelum ada peringkat
- Full Paper Template by KPI USUDokumen5 halamanFull Paper Template by KPI USUHendrik V SihombingBelum ada peringkat
- Term PaperDokumen7 halamanTerm PaperAman Goyal (B19ME004)Belum ada peringkat
- Effects of Methane Concentration On The Performance and Emissions of A Small CI Engine Run On Dual-Fuel (Diesel-Biogas)Dokumen5 halamanEffects of Methane Concentration On The Performance and Emissions of A Small CI Engine Run On Dual-Fuel (Diesel-Biogas)Ro EmeraldBelum ada peringkat
- Green EngneDokumen14 halamanGreen EngneRishav Thakur100% (1)
- Performance of A Compression Ignition Engine Four Strokes Four Cylinders On Dual Fuel (Diesel - LPG)Dokumen8 halamanPerformance of A Compression Ignition Engine Four Strokes Four Cylinders On Dual Fuel (Diesel - LPG)Nazaruddin SinagaBelum ada peringkat
- Green Engine: Presented BY: Akshay Kumar 1203240019Dokumen19 halamanGreen Engine: Presented BY: Akshay Kumar 1203240019Mukhil RajasekaranBelum ada peringkat
- Hydrogen Generator Booster PDFDokumen61 halamanHydrogen Generator Booster PDFbabu100% (2)
- Analysis of Producer Gas Carburetor For Different Air-Fuel Ratios Using CFDDokumen5 halamanAnalysis of Producer Gas Carburetor For Different Air-Fuel Ratios Using CFDInternational Journal of Research in Engineering and TechnologyBelum ada peringkat
- Egrproject 08 06 10Dokumen53 halamanEgrproject 08 06 10mubeenahmed07Belum ada peringkat
- Performance Evaluation of Internal Combustion Engine With Hydrogen Addition in FuelDokumen6 halamanPerformance Evaluation of Internal Combustion Engine With Hydrogen Addition in FuelNam stareBelum ada peringkat
- A Review On Effect of Inlet Air Swirl Using Blending of Biodiesel and Urea On Diesel Engine Performance and Reduction of NOxDokumen6 halamanA Review On Effect of Inlet Air Swirl Using Blending of Biodiesel and Urea On Diesel Engine Performance and Reduction of NOxIJAMTESBelum ada peringkat
- 8 AnapproachofexperimentalstudyonHCCIengine PDFDokumen26 halaman8 AnapproachofexperimentalstudyonHCCIengine PDFHuy Trần quangBelum ada peringkat
- Final AniketDokumen18 halamanFinal AniketAniket BhaisareBelum ada peringkat
- Performance and Emission Characteristics of A Supercharged Direct Injection Diesel Engine Using Rice Bran OilDokumen1 halamanPerformance and Emission Characteristics of A Supercharged Direct Injection Diesel Engine Using Rice Bran Oilmukund misBelum ada peringkat
- Green Engine PPT 2Dokumen23 halamanGreen Engine PPT 2asra tabassumBelum ada peringkat
- 4 Hydrogen GeneratorDokumen8 halaman4 Hydrogen GeneratorsathishBelum ada peringkat
- Green EngineDokumen15 halamanGreen Enginegagansingh8144Belum ada peringkat
- Experimental Investigations On A Four Stoke Diesel Engine Operated by Karanja Bio Diesel Blended With DieselDokumen5 halamanExperimental Investigations On A Four Stoke Diesel Engine Operated by Karanja Bio Diesel Blended With DieselInternational Journal of Application or Innovation in Engineering & ManagementBelum ada peringkat
- Synthesis and Performance Analysis of Acetylene For Dual Fuel Mode Using S.I EngineDokumen6 halamanSynthesis and Performance Analysis of Acetylene For Dual Fuel Mode Using S.I EngineMARVEL STUDIOSBelum ada peringkat
- Research Paper Evaluation of Performance of Diesel Engine With BiodieselDokumen3 halamanResearch Paper Evaluation of Performance of Diesel Engine With Biodieselsmkmigas bmrBelum ada peringkat
- The Green Engine Syamu NewDokumen12 halamanThe Green Engine Syamu NewnisamuknhBelum ada peringkat
- A Conversion of Petrol Generator To Enable The Use of Liquiefied Petroleum Gas (Propane)Dokumen7 halamanA Conversion of Petrol Generator To Enable The Use of Liquiefied Petroleum Gas (Propane)MaxBelum ada peringkat
- Baha Paper 2016Dokumen6 halamanBaha Paper 2016Ftwi Yohaness HagosBelum ada peringkat
- Experimental Research On Biogas Utilization in CI Engines Using Biodiesel Diesel BlendsDokumen13 halamanExperimental Research On Biogas Utilization in CI Engines Using Biodiesel Diesel BlendsIJRASETPublicationsBelum ada peringkat
- Green Engine System: Bachelor of TechnologyDokumen12 halamanGreen Engine System: Bachelor of Technologymadhu kotlaBelum ada peringkat
- Hydrogen As An Alternate Fuel For IDokumen7 halamanHydrogen As An Alternate Fuel For IManish Kumar100% (1)
- Googd3-The Effects of Fuel Injection Pressure On Combustion and Emission Characteristics of A Diesel Engine Using Frying Oil Methyl EsterDokumen18 halamanGoogd3-The Effects of Fuel Injection Pressure On Combustion and Emission Characteristics of A Diesel Engine Using Frying Oil Methyl EsterBalaji BhukyaBelum ada peringkat
- Performance Analysis of A Four Stroke Multi - Cylinder Spark Ignition Engine Powered by A Hydroxy Gas BoosterDokumen6 halamanPerformance Analysis of A Four Stroke Multi - Cylinder Spark Ignition Engine Powered by A Hydroxy Gas BoosterNam stareBelum ada peringkat
- Performance, Emission Chars BiodieselDokumen10 halamanPerformance, Emission Chars BiodieselBragadish BragsBelum ada peringkat
- Performance Comparison of 4-Stroke Multi-Cylinder CI-Engine Using Neem Biodiesel and Diesel As FuelDokumen7 halamanPerformance Comparison of 4-Stroke Multi-Cylinder CI-Engine Using Neem Biodiesel and Diesel As FuelnityamBelum ada peringkat
- Performance Analysis On 4-S Si Engine Fueled With HHO Gas and LPGDokumen7 halamanPerformance Analysis On 4-S Si Engine Fueled With HHO Gas and LPGCornel BordeiBelum ada peringkat
- APTE 6510 Engine Fuel and EmissionsDokumen12 halamanAPTE 6510 Engine Fuel and EmissionsJohn Gary WalfordBelum ada peringkat
- BiodieselpaperDokumen7 halamanBiodieselpaperSurahmanBelum ada peringkat
- Performance and Emission Characteristics of A Turbocharged Si Engine Using Petrol-Ethanol FuelDokumen8 halamanPerformance and Emission Characteristics of A Turbocharged Si Engine Using Petrol-Ethanol FuelTJPRC PublicationsBelum ada peringkat
- Fuel InjectionDokumen262 halamanFuel InjectionZaid Tariq AlabiryBelum ada peringkat
- Fabrication of Air Brake System Using Engine Exhaust GasDokumen3 halamanFabrication of Air Brake System Using Engine Exhaust GasKamran ImtiyazBelum ada peringkat
- Comparison of Diesel and Petrol EnginesDari EverandComparison of Diesel and Petrol EnginesPenilaian: 2.5 dari 5 bintang2.5/5 (3)
- Advancement in Oxygenated Fuels for Sustainable Development: Feedstocks and Precursors for Catalysts SynthesisDari EverandAdvancement in Oxygenated Fuels for Sustainable Development: Feedstocks and Precursors for Catalysts SynthesisBelum ada peringkat
- User Guide For Adjustable Delay Timer Relay 12V & 24V 10ADokumen2 halamanUser Guide For Adjustable Delay Timer Relay 12V & 24V 10AThai TaBelum ada peringkat
- 15 Switching Dissipation and Power LossesDokumen28 halaman15 Switching Dissipation and Power LossesSwifty SpotBelum ada peringkat
- CIE IGCSE Mock Exam Topics 1 To 5, 9, 10Dokumen6 halamanCIE IGCSE Mock Exam Topics 1 To 5, 9, 10Jenkins CK TsangBelum ada peringkat
- Ventilator-Centrifugal-CBD-Sodeca 575 Lei 1570mchDokumen5 halamanVentilator-Centrifugal-CBD-Sodeca 575 Lei 1570mchSilviu-Ionut DumitracheBelum ada peringkat
- Topic 7.3 - The Structure of MatterDokumen57 halamanTopic 7.3 - The Structure of MatterPaul Amezquita100% (2)
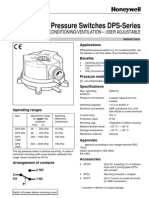
- Honeywell Diff P Switch DPSDokumen2 halamanHoneywell Diff P Switch DPSFrinaru CiprianBelum ada peringkat
- Swap Magic Code R ManualDokumen3 halamanSwap Magic Code R ManualkorrakorraBelum ada peringkat
- Drunken Drive Protection SystemDokumen5 halamanDrunken Drive Protection SystemIJIERT-International Journal of Innovations in Engineering Research and TechnologyBelum ada peringkat
- Variador Altivar 11 Telemecanique EspañolDokumen212 halamanVariador Altivar 11 Telemecanique EspañolFelipe Andres Troncoso Reyes75% (4)
- Manual Motor Starter MS132: Data SheetDokumen12 halamanManual Motor Starter MS132: Data SheetHELLOGREGBelum ada peringkat
- Use of E-Plastic Waste in Bituminous PavementsDokumen9 halamanUse of E-Plastic Waste in Bituminous PavementsmalesevacBelum ada peringkat
- Xerox - COD BOD TSS PHDokumen3 halamanXerox - COD BOD TSS PHmukesh k2Belum ada peringkat
- Proposed Curriculum Full Draft PDFDokumen251 halamanProposed Curriculum Full Draft PDFAadi BurlagaddaBelum ada peringkat
- D&I of GPU Based Image Processing On CASE ClusterDokumen28 halamanD&I of GPU Based Image Processing On CASE ClusterKRBelum ada peringkat
- Lab #3: Advanced Assembly Programming & Adding SRAMDokumen2 halamanLab #3: Advanced Assembly Programming & Adding SRAMRosemond FabienBelum ada peringkat
- Sample Paper For Industrial Automation and ControlDokumen3 halamanSample Paper For Industrial Automation and ControlMatthew SibandaBelum ada peringkat
- The Process of Measurement: An Overview: Mechanical Measurements.1 Measurand. Measurand ResultDokumen13 halamanThe Process of Measurement: An Overview: Mechanical Measurements.1 Measurand. Measurand ResultFelipe MoreraBelum ada peringkat
- ABPROG User's ManualDokumen35 halamanABPROG User's ManualMiguel VegaBelum ada peringkat
- DRV134 PDFDokumen20 halamanDRV134 PDFLesseigne Marie-ClaireBelum ada peringkat
- FHM Magazine July 06 PDFDokumen1 halamanFHM Magazine July 06 PDFLynnBelum ada peringkat
- Z97 GD65 E7845v1.1 PDFDokumen116 halamanZ97 GD65 E7845v1.1 PDFfarazBelum ada peringkat
- Review of Pole Placement & Pole Zero Cancellation Method For Tuning PID Controller of A Digital Excitation Control SystemDokumen10 halamanReview of Pole Placement & Pole Zero Cancellation Method For Tuning PID Controller of A Digital Excitation Control SystemIJSTEBelum ada peringkat
- Av Gad Av 2008 Dublo, Av 2016 DubloDokumen60 halamanAv Gad Av 2008 Dublo, Av 2016 DubloPeraDetlicBelum ada peringkat
- CPE400 Lab8 ARCONADO DEVELLES 2 PDFDokumen10 halamanCPE400 Lab8 ARCONADO DEVELLES 2 PDFKimBelum ada peringkat
- Vector XCP Basics enDokumen3 halamanVector XCP Basics enthoroftedalBelum ada peringkat
- EATON - LZM Catalogue (GERMANY)Dokumen119 halamanEATON - LZM Catalogue (GERMANY)Tom GewinnBelum ada peringkat
- Kawai CN34 Owner's ManualDokumen132 halamanKawai CN34 Owner's ManualFlorin AlexeBelum ada peringkat