Anda mungkin juga menyukai
- 103 Table Saw Accessory SystemDokumen52 halaman103 Table Saw Accessory SystemLic. Luis Calderón Pérez100% (1)
- CSWIP Welding Inspection Notes and QuestionsDokumen133 halamanCSWIP Welding Inspection Notes and Questionslram70100% (20)
- S6 - Manufacturing Engineering Design Stamping PDFDokumen27 halamanS6 - Manufacturing Engineering Design Stamping PDFbrighton chapfuwaBelum ada peringkat
- Newnes Workshop Engineer's Pocket BookDari EverandNewnes Workshop Engineer's Pocket BookPenilaian: 4.5 dari 5 bintang4.5/5 (2)
- Engineering Drawing from the Beginning: The Commonwealth and International Library: Mechanical Engineering DivisionDari EverandEngineering Drawing from the Beginning: The Commonwealth and International Library: Mechanical Engineering DivisionPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- Welding InspectionDokumen145 halamanWelding InspectionMakhfud Edy100% (4)
- Carpentry and Framing Inspection Notes: Up to CodeDari EverandCarpentry and Framing Inspection Notes: Up to CodePenilaian: 5 dari 5 bintang5/5 (1)
- ConcreteRebar101 - University (Compatibility Mode)Dokumen105 halamanConcreteRebar101 - University (Compatibility Mode)Ronald Kahora100% (1)
- Estimator's General Construction Manhour ManualDari EverandEstimator's General Construction Manhour ManualPenilaian: 4.5 dari 5 bintang4.5/5 (20)
- Pocket Guide to Flanges, Fittings, and Piping DataDari EverandPocket Guide to Flanges, Fittings, and Piping DataPenilaian: 3.5 dari 5 bintang3.5/5 (22)
- API Flange Bolt Wrenches, Hammer Wrenches For Wellheads and BOPs, Size Chart, SDokumen2 halamanAPI Flange Bolt Wrenches, Hammer Wrenches For Wellheads and BOPs, Size Chart, Samir aminuddin100% (3)
- Foseco Non-Ferrous Foundryman's HandbookDari EverandFoseco Non-Ferrous Foundryman's HandbookPenilaian: 4.5 dari 5 bintang4.5/5 (2)
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantDari EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantPenilaian: 3.5 dari 5 bintang3.5/5 (3)
- CRSI Tech - Note - ETN B 1 15 PDFDokumen6 halamanCRSI Tech - Note - ETN B 1 15 PDFrickhuezoBelum ada peringkat
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesDari EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesBelum ada peringkat
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersDari EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersPenilaian: 3.5 dari 5 bintang3.5/5 (2)
- High-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesDari EverandHigh-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesBelum ada peringkat
- Brittle Fracture in Steel StructuresDari EverandBrittle Fracture in Steel StructuresG.M. BoydBelum ada peringkat
- How to Build a Global Model Earthship Operation II: Concrete WorkDari EverandHow to Build a Global Model Earthship Operation II: Concrete WorkBelum ada peringkat
- Welding - Inspection (TWI BOOK)Dokumen134 halamanWelding - Inspection (TWI BOOK)Iyappan BaluBelum ada peringkat
- Weld Defects TWIDokumen96 halamanWeld Defects TWISabir Shabbir100% (7)
- Lead Smelting and Refining, With Some Notes on Lead MiningDari EverandLead Smelting and Refining, With Some Notes on Lead MiningBelum ada peringkat
- GENOS-en CNC OKUMA PDFDokumen13 halamanGENOS-en CNC OKUMA PDFjuanchocazon78Belum ada peringkat
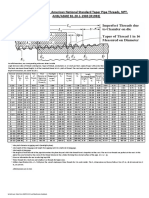
- NPT Thread Dimensions PDFDokumen1 halamanNPT Thread Dimensions PDFRamnandan MahtoBelum ada peringkat
- Defects in Stainless SteelDokumen31 halamanDefects in Stainless SteelPrabhakar Kattula80% (5)
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesDari EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesBelum ada peringkat
- Electrical Distribution in Papermills: Monographs on Paper and Board MakingDari EverandElectrical Distribution in Papermills: Monographs on Paper and Board MakingPenilaian: 2 dari 5 bintang2/5 (1)
- Hydrostatic and Hydro-Testing in the Oil and Gas FieldDari EverandHydrostatic and Hydro-Testing in the Oil and Gas FieldPenilaian: 3 dari 5 bintang3/5 (2)
- JJ104 Workshop Technology TEST 1Dokumen7 halamanJJ104 Workshop Technology TEST 1Ah TiangBelum ada peringkat
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Dari EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Penilaian: 5 dari 5 bintang5/5 (1)
- Visual Inspection of Steel Pipes PlatesDokumen72 halamanVisual Inspection of Steel Pipes PlatesLiam Choon SengBelum ada peringkat
- The Foseco Foundryman's Handbook: Facts, Figures and FormulaeDari EverandThe Foseco Foundryman's Handbook: Facts, Figures and FormulaeT.A. BurnsPenilaian: 3 dari 5 bintang3/5 (2)
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingDari EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghBelum ada peringkat
- Welding Inspection - SteelDokumen154 halamanWelding Inspection - SteelRaj AryanBelum ada peringkat
- Rock Grouting and Diaphragm Wall ConstructionDari EverandRock Grouting and Diaphragm Wall ConstructionPenilaian: 5 dari 5 bintang5/5 (1)
- Crane WayDokumen80 halamanCrane WayNAPSTELECTROBelum ada peringkat
- Methods of Working Coal and Metal Mines: Planning and OperationsDari EverandMethods of Working Coal and Metal Mines: Planning and OperationsPenilaian: 3 dari 5 bintang3/5 (2)
- ENLOZADODokumen8 halamanENLOZADOAndresNicolasBouvierBelum ada peringkat
- Corrosion: Corrosion ControlDari EverandCorrosion: Corrosion ControlL L ShreirPenilaian: 5 dari 5 bintang5/5 (1)
- Industrial Tribology: The Practical Aspects of Friction, Lubrication and WearDari EverandIndustrial Tribology: The Practical Aspects of Friction, Lubrication and WearBelum ada peringkat
- Billet Defects: Off-Corner Formation, Prevention and EvolutionDokumen15 halamanBillet Defects: Off-Corner Formation, Prevention and Evolutionamit gajbhiyeBelum ada peringkat
- Wire Rod Surface DefectsDokumen11 halamanWire Rod Surface DefectsNicolas ValleBelum ada peringkat
- Minimisation of Slag Entrapment and Cold Drops in Sidetur BilletsDokumen11 halamanMinimisation of Slag Entrapment and Cold Drops in Sidetur Billetsjcordon-2Belum ada peringkat
- CSWIP 3 1 Welding Inspection NotesDokumen102 halamanCSWIP 3 1 Welding Inspection NotesPavan KallempudiBelum ada peringkat
- Billet Defects: Pin-Hole and Blow-Hole Formation, Prevention and EvolutionDokumen12 halamanBillet Defects: Pin-Hole and Blow-Hole Formation, Prevention and EvolutionafzalBelum ada peringkat
- NOR Sucker Rod Failure Analysis BR 0322Dokumen24 halamanNOR Sucker Rod Failure Analysis BR 0322Pedro GilBelum ada peringkat
- Z Welding Inspection Notes and QuestionsDokumen141 halamanZ Welding Inspection Notes and Questionsattalah.djaafar19887Belum ada peringkat
- Leo Workshop: JSW Steels Ltd. Vijayanagara WorksDokumen16 halamanLeo Workshop: JSW Steels Ltd. Vijayanagara WorksBinod Kumar PadhiBelum ada peringkat
- Advances in Ceramic Armor XIDari EverandAdvances in Ceramic Armor XIJerry C. LaSalviaBelum ada peringkat
- Modern Glass CharacterizationDari EverandModern Glass CharacterizationMario AffatigatoBelum ada peringkat
- Separación de Rodos en LaminaciónDokumen13 halamanSeparación de Rodos en LaminaciónrickhuezoBelum ada peringkat
- Grade80FinalReport NCStateDokumen114 halamanGrade80FinalReport NCStaterickhuezoBelum ada peringkat
- Hpsm14007fu1 PDFDokumen13 halamanHpsm14007fu1 PDFrickhuezoBelum ada peringkat
- Fabrication and Site Handling of Reinforcing BarsDokumen9 halamanFabrication and Site Handling of Reinforcing BarsTiago Lamy SilvaBelum ada peringkat
- Curso de MetrologiaDokumen10 halamanCurso de MetrologiarickhuezoBelum ada peringkat
- Bundle Handling Magnets Catalog1Dokumen4 halamanBundle Handling Magnets Catalog1rickhuezoBelum ada peringkat
- 8a 4 Yield Tensile RatioDokumen13 halaman8a 4 Yield Tensile RatiorickhuezoBelum ada peringkat
- Norma China de Palanquillas de Acero PDFDokumen5 halamanNorma China de Palanquillas de Acero PDFrickhuezoBelum ada peringkat
- Field Alignment of Bars - CTN-G-1-14 PDFDokumen12 halamanField Alignment of Bars - CTN-G-1-14 PDFrickhuezoBelum ada peringkat
- S SpecimenPreparationEquipmentDokumen12 halamanS SpecimenPreparationEquipmentrickhuezoBelum ada peringkat
- Extensometros LVDTDokumen2 halamanExtensometros LVDTrickhuezoBelum ada peringkat
- M SoftwareforBuildingMaterialsTestingDokumen26 halamanM SoftwareforBuildingMaterialsTestingrickhuezoBelum ada peringkat
- Defects 2 PDFDokumen37 halamanDefects 2 PDFFongJeremyBelum ada peringkat
- Testing Engineers - Case StudiesDokumen5 halamanTesting Engineers - Case StudiesrickhuezoBelum ada peringkat
- Rebar CalidadDokumen12 halamanRebar CalidadrickhuezoBelum ada peringkat
- Backhoe SpecificationsDokumen2 halamanBackhoe SpecificationsrickhuezoBelum ada peringkat
- Examples of Uncertainty PDFDokumen8 halamanExamples of Uncertainty PDFrickhuezoBelum ada peringkat
- Muffle FurnaceDokumen31 halamanMuffle FurnaceVignesh NayakBelum ada peringkat
- SHOT Peening EquipmentsDokumen9 halamanSHOT Peening EquipmentssomujazBelum ada peringkat
- New England Foundry: Molding CastinDokumen1 halamanNew England Foundry: Molding CastinCoffe ShirinBelum ada peringkat
- Pipes b16.25 PDFDokumen11 halamanPipes b16.25 PDFAsep DarojatBelum ada peringkat
- Vertex Vk-4 Vertex K-Type Milling Vice 100mm Jaw Width: Product BrochureDokumen3 halamanVertex Vk-4 Vertex K-Type Milling Vice 100mm Jaw Width: Product BrochureMarcoGuidolinoBelum ada peringkat
- Engraving Tools Catalog: Quality Cutting Tools and Resharpening Service For The Engraving and Sign Making IndustriesDokumen8 halamanEngraving Tools Catalog: Quality Cutting Tools and Resharpening Service For The Engraving and Sign Making IndustriesCristian FuentesBelum ada peringkat
- G-Code For CNC MachineDokumen13 halamanG-Code For CNC MachinezokiplusBelum ada peringkat
- 1.1 - Customer: FMC: P 6471589-0 1 Stage Carrier: N07210501Dokumen3 halaman1.1 - Customer: FMC: P 6471589-0 1 Stage Carrier: N07210501Andras StegerBelum ada peringkat
- Pressure Die PPT InPDFDokumen84 halamanPressure Die PPT InPDFSree RamichettyBelum ada peringkat
- Cadenas Forjadas 4B PDFDokumen5 halamanCadenas Forjadas 4B PDFCésar VásquezBelum ada peringkat
- Module 2 Part 1 QTR 1 1Dokumen17 halamanModule 2 Part 1 QTR 1 1harlanecarlsBelum ada peringkat
- Conventional Milling vs. Climb MillingDokumen1 halamanConventional Milling vs. Climb MillingNisar HussainBelum ada peringkat
- Kendo ToolsDokumen16 halamanKendo ToolsMartin SwartBelum ada peringkat
- Advanced Machining ProcessDokumen25 halamanAdvanced Machining Process01fe16bme163Belum ada peringkat
- Thread MillsDokumen36 halamanThread MillsEdgar VasquezBelum ada peringkat
- Lead CNC Assembly Instructions v1.0 01 2019Dokumen27 halamanLead CNC Assembly Instructions v1.0 01 2019Bonnelly Peralta AlmanzarBelum ada peringkat
- G Code WikiDokumen19 halamanG Code WikiShaukat Ali ShahBelum ada peringkat
- Tech D (155-186)Dokumen32 halamanTech D (155-186)Alejandro CouceiroBelum ada peringkat
- Fabrication Jansen Profile system-VMDokumen98 halamanFabrication Jansen Profile system-VMSimon KennyBelum ada peringkat
- Introduction To Metal Forming: by Prof. Jigar V. Patel U V Patel College of Engineering, KhervaDokumen22 halamanIntroduction To Metal Forming: by Prof. Jigar V. Patel U V Patel College of Engineering, KhervaNishithBelum ada peringkat
- Tool Room Lathe MachineDokumen4 halamanTool Room Lathe Machinearyariqtariq704100% (1)
- Sand CastingDokumen81 halamanSand Castingkumarrohit91100% (2)
- Company Profil CV - Citra Harapan Jaya All CustomerDokumen6 halamanCompany Profil CV - Citra Harapan Jaya All Customersutrisno00Belum ada peringkat
- MM5640: Sheet Metal FormingDokumen1 halamanMM5640: Sheet Metal FormingKrunal MoreyBelum ada peringkat