Anda mungkin juga menyukai
- E190 1044228-1Dokumen4 halamanE190 1044228-1mantra2010Belum ada peringkat
- Guided Bend Test For Ductility of WeldsDokumen3 halamanGuided Bend Test For Ductility of WeldsErlinawati Bintu SupiyoBelum ada peringkat
- Pocket Guide to Flanges, Fittings, and Piping DataDari EverandPocket Guide to Flanges, Fittings, and Piping DataPenilaian: 3.5 dari 5 bintang3.5/5 (22)
- E190.29610 AstmDokumen4 halamanE190.29610 AstmMassab JunaidBelum ada peringkat
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsDari EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsPenilaian: 4.5 dari 5 bintang4.5/5 (10)
- API 5L 45-th Edition: Item No SawlDokumen6 halamanAPI 5L 45-th Edition: Item No SawlRob WillestoneBelum ada peringkat
- The Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryDari EverandThe Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryBelum ada peringkat
- Bend Test ProcedureDokumen9 halamanBend Test ProcedureRavi pandeyBelum ada peringkat
- Ensayo de Doblez GuiadoDokumen4 halamanEnsayo de Doblez GuiadoJulio Alejandro GómezBelum ada peringkat
- RP 2007-18 App.BDokumen24 halamanRP 2007-18 App.BdrailotaBelum ada peringkat
- Welder Approval Requirements for Pressure EquipmentDokumen67 halamanWelder Approval Requirements for Pressure Equipmentshabbir626Belum ada peringkat
- ASTM E190 Doblamiento Guiado SoldaduraDokumen3 halamanASTM E190 Doblamiento Guiado Soldadurapatmos666Belum ada peringkat
- Mock UP Procedure Rev ADokumen6 halamanMock UP Procedure Rev AFauzan Rusmayadi Reharder100% (1)
- Aluminum Welding ProceedureDokumen14 halamanAluminum Welding ProceedureGregEverett2Belum ada peringkat
- A 770 - A770m - 86 R01 - Qtc3mc04nliwmqDokumen5 halamanA 770 - A770m - 86 R01 - Qtc3mc04nliwmqAdrian GonzalezBelum ada peringkat
- Astm E190 - 97 - Procedimiento de Doblez (Traducción)Dokumen7 halamanAstm E190 - 97 - Procedimiento de Doblez (Traducción)Ivan D100% (1)
- M-1002 Appendix W: Brazing, and Nondestructive ExaminationDokumen89 halamanM-1002 Appendix W: Brazing, and Nondestructive ExaminationCentre For Total Quality ManagementBelum ada peringkat
- A 667 - A 667M - 87 R03 Qty2ny9bnjy3tqDokumen2 halamanA 667 - A 667M - 87 R03 Qty2ny9bnjy3tqdelta lab sangliBelum ada peringkat
- Astm e 190 2014Dokumen4 halamanAstm e 190 2014Allhanna Ysabel Paz0% (1)
- ASME Code Case PautDokumen10 halamanASME Code Case PautAnonymous kIrNuhBelum ada peringkat
- Astm A578 A578m 07Dokumen3 halamanAstm A578 A578m 07Arthanari VaidyanathanBelum ada peringkat
- A 66 - 87 R95 Qty2lvjfra - PDFDokumen5 halamanA 66 - 87 R95 Qty2lvjfra - PDFfekihassanBelum ada peringkat
- PDFsam_B 428 - 09 (2013)Dokumen3 halamanPDFsam_B 428 - 09 (2013)mike.jensen0581Belum ada peringkat
- Astm A770 PDFDokumen5 halamanAstm A770 PDFCristian OtivoBelum ada peringkat
- Tube-Tubesheet Mockup Test ProcedureDokumen2 halamanTube-Tubesheet Mockup Test Procedurefizanlamin100% (9)
- Guided Bend Test For Ductility of Weld (ASTM E 190-92Dokumen4 halamanGuided Bend Test For Ductility of Weld (ASTM E 190-92adel0% (1)
- Draft Is 13098 - Tube For Pneumatic TyresDokumen10 halamanDraft Is 13098 - Tube For Pneumatic Tyrest_solanki2001Belum ada peringkat
- Bs 1881-117 Concrete Dtermination of Tensile Splitting STRDokumen12 halamanBs 1881-117 Concrete Dtermination of Tensile Splitting STRhajimak100% (1)
- Comparing Bond Strength of Steel Reinforcing Bars To Concrete Using Beam-End SpecimensDokumen4 halamanComparing Bond Strength of Steel Reinforcing Bars To Concrete Using Beam-End SpecimensJosé Ramón Gutierrez100% (1)
- BS 1881 Part 117 83 Spli Tensile StrengthDokumen10 halamanBS 1881 Part 117 83 Spli Tensile Strengthrajeshji_000Belum ada peringkat
- Pipeline welding practices guideDokumen14 halamanPipeline welding practices guideYersin Hernandez AldanBelum ada peringkat
- B31Code Cases IterpretationDokumen12 halamanB31Code Cases IterpretationayoungaBelum ada peringkat
- E290 PDFDokumen7 halamanE290 PDFZamir Danilo Morera ForeroBelum ada peringkat
- Rooler Steel chapter-2-material-2023-JAN-5Dokumen21 halamanRooler Steel chapter-2-material-2023-JAN-5viyfBelum ada peringkat
- Part2 Notice 1Dokumen21 halamanPart2 Notice 1Danem Halas100% (1)
- Astm A748 PDFDokumen2 halamanAstm A748 PDFCristian OtivoBelum ada peringkat
- Ur W28rev2Dokumen25 halamanUr W28rev2Karla JTBelum ada peringkat
- C779C779MDokumen6 halamanC779C779MJorge Luis ArévaloBelum ada peringkat
- Astm A 388 PDFDokumen9 halamanAstm A 388 PDFVarun DevBelum ada peringkat
- b 557m - 02 عينة الشد المستطيلةDokumen19 halamanb 557m - 02 عينة الشد المستطيلةMohamad Marwan HamwiBelum ada peringkat
- Procedure For Welder QualificationDokumen28 halamanProcedure For Welder Qualificationjagannath100% (1)
- Through-Thickness Tension Testing of Steel Plates For Special ApplicationsDokumen5 halamanThrough-Thickness Tension Testing of Steel Plates For Special ApplicationsDarwin DarmawanBelum ada peringkat
- Is 2328 1995 Flattening TestingDokumen5 halamanIs 2328 1995 Flattening Testinghhr2412Belum ada peringkat
- Piping CBT Latest Notes 27 Feb 2024Dokumen26 halamanPiping CBT Latest Notes 27 Feb 2024AMALENDU PAULBelum ada peringkat
- D 4543 - 85 R91 - (Ingles)Dokumen7 halamanD 4543 - 85 R91 - (Ingles)FrancisBelum ada peringkat
- Contentcode 4Dokumen4 halamanContentcode 4mohamed ahmedBelum ada peringkat
- B 565 - 94 R00 - Qju2ns05nfiwmaDokumen3 halamanB 565 - 94 R00 - Qju2ns05nfiwmamalika_00Belum ada peringkat
- ASTM E290 - Bend Testing of Material For Ductility1Dokumen10 halamanASTM E290 - Bend Testing of Material For Ductility1paraboloid44100% (1)
- Rigidity of Polyolefin Film and Sheeting: Standard Test Method ForDokumen6 halamanRigidity of Polyolefin Film and Sheeting: Standard Test Method ForsusanaBelum ada peringkat
- C 803 - C 803M - 97 Qzgwmy9dodazts1sruqDokumen6 halamanC 803 - C 803M - 97 Qzgwmy9dodazts1sruqTemur LomidzeBelum ada peringkat
- E 519 - 02 - Rtuxoq - PDFDokumen5 halamanE 519 - 02 - Rtuxoq - PDFLipikaBelum ada peringkat
- Charpy V-Notch BkiDokumen3 halamanCharpy V-Notch BkiCipto LimbongBelum ada peringkat
- 257 Fema353 ErrataListDokumen4 halaman257 Fema353 ErrataListjoseBelum ada peringkat
- 5504Dokumen10 halaman5504hhr2412Belum ada peringkat
- MEDC13 (4938) P3 - Specification For First Aid Hose-Reel For Fire FightingDokumen6 halamanMEDC13 (4938) P3 - Specification For First Aid Hose-Reel For Fire FightingKg Chit ZawBelum ada peringkat
- Bending Strength of Steel Bracket and Splice PlatesDokumen10 halamanBending Strength of Steel Bracket and Splice PlatesgorgonoidemarcoBelum ada peringkat
- B769Dokumen4 halamanB769wpwmhatBelum ada peringkat
- B31.3 Case 178Dokumen11 halamanB31.3 Case 178fileseekerBelum ada peringkat
- Fema 354Dokumen31 halamanFema 354JUAN FELIPE GAVIRIA MOSQUERABelum ada peringkat
- Seismic Evaluation Upgrade Criteria for Steel Moment FramesDokumen2 halamanSeismic Evaluation Upgrade Criteria for Steel Moment FramesRicardoBelum ada peringkat
- Fema 310Dokumen288 halamanFema 310Sabbir SiddiqueBelum ada peringkat
- 351 AppaDokumen18 halaman351 AppaRicardoBelum ada peringkat
- Seismic Upgrade: 5.1 ScopeDokumen14 halamanSeismic Upgrade: 5.1 ScopeRicardoBelum ada peringkat
- FEMA 451 - NEHRP Design Examples 2006Dokumen860 halamanFEMA 451 - NEHRP Design Examples 2006Halleith1875100% (5)
- Recommended Seismic Evaluation and Upgrade Criteria For Existing Welded FEMA-351 Steel Moment-Frame BuildingsDokumen10 halamanRecommended Seismic Evaluation and Upgrade Criteria For Existing Welded FEMA-351 Steel Moment-Frame BuildingsRicardoBelum ada peringkat
- SAC Phase Project Participants: FEMA Project Officer FEMA Technical AdvisorDokumen12 halamanSAC Phase Project Participants: FEMA Project Officer FEMA Technical AdvisorRicardoBelum ada peringkat
- FEMA 451 - NEHRP Design Examples 2006Dokumen860 halamanFEMA 451 - NEHRP Design Examples 2006Halleith1875100% (5)
- 351 CH 6Dokumen63 halaman351 CH 6RicardoBelum ada peringkat
- Loss Estimation: 4.1 ScopeDokumen14 halamanLoss Estimation: 4.1 ScopeRicardoBelum ada peringkat
- Seismic Evaluation Upgrade Criteria for Steel Moment FramesDokumen2 halamanSeismic Evaluation Upgrade Criteria for Steel Moment FramesRicardoBelum ada peringkat
- Fema 547Dokumen571 halamanFema 547Stefan Stefanov100% (1)
- Fema 355 DDokumen305 halamanFema 355 DMario Acosta MBelum ada peringkat
- FEMA 451 Compl - Struct Analysis Performance-BasedDokumen85 halamanFEMA 451 Compl - Struct Analysis Performance-BasedGeorge Sanches100% (2)
- FEMA355CDokumen344 halamanFEMA355Candres_victor01100% (1)
- 351 AppaDokumen18 halaman351 AppaRicardoBelum ada peringkat
- FEMA 451 - NEHRP Design Examples 2006Dokumen860 halamanFEMA 451 - NEHRP Design Examples 2006Halleith1875100% (5)
- Fema 354Dokumen31 halamanFema 354JUAN FELIPE GAVIRIA MOSQUERABelum ada peringkat
- Atc 40Dokumen346 halamanAtc 40AZ31486% (7)
- 351 CH 6Dokumen63 halaman351 CH 6RicardoBelum ada peringkat
- B. Detailed Procedures For Loss EstimationDokumen25 halamanB. Detailed Procedures For Loss EstimationRicardoBelum ada peringkat
- AppbDokumen18 halamanAppbErlyEnriquezBelum ada peringkat
- Fema 547Dokumen571 halamanFema 547Stefan Stefanov100% (1)
- Appendix A. Weld Metal / Welding Procedure Specification Toughness Verification TestDokumen2 halamanAppendix A. Weld Metal / Welding Procedure Specification Toughness Verification TestRicardoBelum ada peringkat
- FEMA 273 Seismic Rehabilitation Guidelines XiiiDokumen10 halamanFEMA 273 Seismic Rehabilitation Guidelines XiiiRicardoBelum ada peringkat
- FemaDokumen2 halamanFemaLaurentiu EanaBelum ada peringkat
- Fema 172 PDFDokumen208 halamanFema 172 PDFRicardo100% (1)
- Fema 154Dokumen155 halamanFema 154RicardoBelum ada peringkat
- Limitations of Machining Hard Materials On Conventional Milling MachinesDokumen6 halamanLimitations of Machining Hard Materials On Conventional Milling MachinesKishanSavaliyaBelum ada peringkat
- ME8351-Manufacturing Technology-IDokumen12 halamanME8351-Manufacturing Technology-IShrinath MPCBBelum ada peringkat
- Design Considerations With Powder MetallurgyDokumen15 halamanDesign Considerations With Powder MetallurgyTagaytayan MaritesBelum ada peringkat
- SPMEDokumen12 halamanSPMEPhotos BackupBelum ada peringkat
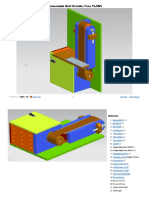
- Homemade Belt Grinder Free PLANS: Mazay DIY 3D Model Video TutorialDokumen35 halamanHomemade Belt Grinder Free PLANS: Mazay DIY 3D Model Video TutorialnorbertoBelum ada peringkat
- Lathe Machine ReportDokumen10 halamanLathe Machine ReportSyahirahBelum ada peringkat
- Hydril Annular BOP GK 11 - MaintenanceDokumen6 halamanHydril Annular BOP GK 11 - MaintenanceemilianoBelum ada peringkat
- Heat Treating SpecialtiesDokumen4 halamanHeat Treating SpecialtiesYe Wint ThuBelum ada peringkat
- Technician Personal ToolsDokumen6 halamanTechnician Personal ToolsReuben James CalanzaBelum ada peringkat
- Mechanical Zinc Plating & Galvanizing GuideDokumen11 halamanMechanical Zinc Plating & Galvanizing GuideMehman NasibovBelum ada peringkat
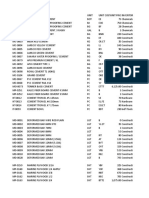
- Construction Supplies InventoryDokumen14 halamanConstruction Supplies InventoryAlbert Jay Oring TuicoBelum ada peringkat
- Carpentary LabDokumen8 halamanCarpentary LabArun kumar rouniyarBelum ada peringkat
- ANSI-AGMA 2004-B89-Gear Materials and Heat Treatment ManualDokumen79 halamanANSI-AGMA 2004-B89-Gear Materials and Heat Treatment ManualMarcelo Crestani100% (3)
- M Etric Threads: Max L Product InternaDokumen2 halamanM Etric Threads: Max L Product InternajimboBelum ada peringkat
- Parts CatalogDokumen30 halamanParts CatalogAlexander OvchinnikovBelum ada peringkat
- Coating Release Report (Pipe Line) : Wara Pressure Maintenance ProjectDokumen60 halamanCoating Release Report (Pipe Line) : Wara Pressure Maintenance ProjectVimin PrakashBelum ada peringkat
- Cable Ladder LeafletDokumen8 halamanCable Ladder LeafletMohsan AbbasBelum ada peringkat
- Angle Drill Press ViceDokumen38 halamanAngle Drill Press ViceKeith Wesley100% (1)
- Request for Steel Structure InspectionDokumen4 halamanRequest for Steel Structure InspectionEngr Saeed AnwarBelum ada peringkat
- Irs T 46-1996Dokumen25 halamanIrs T 46-1996vpmohammedBelum ada peringkat
- Arc Welding ReportDokumen14 halamanArc Welding ReportAkmal HazimBelum ada peringkat
- Aws Bookstore. Aws d1.8 - d1Dokumen2 halamanAws Bookstore. Aws d1.8 - d1Caesar JJBelum ada peringkat
- Pattern MakingDokumen11 halamanPattern MakingPATEL RAHUL100% (1)
- Stainless Steel Surface Finishes - 135Dokumen6 halamanStainless Steel Surface Finishes - 135Ravindra BarangeBelum ada peringkat
- Manufacturing copper alloys by continuous castingDokumen7 halamanManufacturing copper alloys by continuous castingNut AssanaiBelum ada peringkat
- A Report On Industrial Visit at Nandratan Foundry Engineering Works-SarigamDokumen8 halamanA Report On Industrial Visit at Nandratan Foundry Engineering Works-SarigamNiket SurawaseBelum ada peringkat
- Kil Gu-Un Series UnionsDokumen2 halamanKil Gu-Un Series UnionsNoe AlvarezBelum ada peringkat
- EN3B SteelDokumen3 halamanEN3B Steelfirebolt_hari2006Belum ada peringkat
- En 29692Dokumen17 halamanEn 29692bradu09100% (1)
- Drilling Speeds and FeedsDokumen1 halamanDrilling Speeds and FeedsLe Hoang HiepBelum ada peringkat
- To Engineer Is Human: The Role of Failure in Successful DesignDari EverandTo Engineer Is Human: The Role of Failure in Successful DesignPenilaian: 4 dari 5 bintang4/5 (137)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationDari EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationPenilaian: 4 dari 5 bintang4/5 (18)
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetDari EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetPenilaian: 4.5 dari 5 bintang4.5/5 (10)
- Summary of Neil Postman's Amusing Ourselves to DeathDari EverandSummary of Neil Postman's Amusing Ourselves to DeathPenilaian: 4 dari 5 bintang4/5 (2)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansDari EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansPenilaian: 4.5 dari 5 bintang4.5/5 (21)
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeDari EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgePenilaian: 4.5 dari 5 bintang4.5/5 (59)
- Matrix Methods of Structural AnalysisDari EverandMatrix Methods of Structural AnalysisPenilaian: 4.5 dari 5 bintang4.5/5 (8)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansDari EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansBelum ada peringkat
- Methodology for Estimating Carbon Footprint of Road Projects: Case Study: IndiaDari EverandMethodology for Estimating Carbon Footprint of Road Projects: Case Study: IndiaBelum ada peringkat
- The Cyanide Canary: A True Story of InjusticeDari EverandThe Cyanide Canary: A True Story of InjusticePenilaian: 4 dari 5 bintang4/5 (51)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionDari EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionPenilaian: 3 dari 5 bintang3/5 (1)
- Climate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingDari EverandClimate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingBelum ada peringkat
- AutoCAD Civil 3D - Roads Design: 2Dari EverandAutoCAD Civil 3D - Roads Design: 2Penilaian: 3.5 dari 5 bintang3.5/5 (2)
- Shallow Foundations: Discussions and Problem SolvingDari EverandShallow Foundations: Discussions and Problem SolvingPenilaian: 5 dari 5 bintang5/5 (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Cable Supported Bridges: Concept and DesignDari EverandCable Supported Bridges: Concept and DesignPenilaian: 5 dari 5 bintang5/5 (1)
- Transportation Engineering: Theory, Practice, and ModelingDari EverandTransportation Engineering: Theory, Practice, and ModelingBelum ada peringkat
- Composite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsDari EverandComposite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsBelum ada peringkat
- Field Book for Quality Control in Earthwork Operations: Project Construction Management BookDari EverandField Book for Quality Control in Earthwork Operations: Project Construction Management BookBelum ada peringkat