Anda mungkin juga menyukai
- Latest Updates On Visa and Stay Permits Service in The New NormalDokumen7 halamanLatest Updates On Visa and Stay Permits Service in The New NormalSIVARAMANJAGANATHANBelum ada peringkat
- 5mm 5mm Grill - Google SearchDokumen1 halaman5mm 5mm Grill - Google SearchSIVARAMANJAGANATHANBelum ada peringkat
- Esx-Lt: Application ExamplesDokumen3 halamanEsx-Lt: Application ExamplesSIVARAMANJAGANATHANBelum ada peringkat
- Stamford-As440-Voltage Regulator PDFDokumen4 halamanStamford-As440-Voltage Regulator PDFPablo Gaspar D'Agostini Amengual100% (2)
- ACFrOgA5Xk3doyEu0R BblKbHoEhcyalPcKrE15XRyAdhgiw6Fd4a34RHchWB 6mey TWHzb7Oex7 Ti0c6yfVqujPQV8ZDZq3ZUITpdE K2lsl839iKK6 PVsCVc4Dokumen2 halamanACFrOgA5Xk3doyEu0R BblKbHoEhcyalPcKrE15XRyAdhgiw6Fd4a34RHchWB 6mey TWHzb7Oex7 Ti0c6yfVqujPQV8ZDZq3ZUITpdE K2lsl839iKK6 PVsCVc4SIVARAMANJAGANATHANBelum ada peringkat
- Proportional Valve Controller-PCB Only-: Electronic ControlsDokumen2 halamanProportional Valve Controller-PCB Only-: Electronic ControlsSIVARAMANJAGANATHANBelum ada peringkat
- Esx-3Xl: Flexibility / ScalabilityDokumen4 halamanEsx-3Xl: Flexibility / ScalabilitySIVARAMANJAGANATHANBelum ada peringkat
- 20120104-142903351-0208-English SOIL PARAMETERDokumen2 halaman20120104-142903351-0208-English SOIL PARAMETERSIVARAMANJAGANATHANBelum ada peringkat
- Cell Phone Allowance ProcedureDokumen4 halamanCell Phone Allowance ProcedureSIVARAMANJAGANATHAN100% (1)
- Here: Muller Big Blue Welder Repair Manual PDFDokumen5 halamanHere: Muller Big Blue Welder Repair Manual PDFSIVARAMANJAGANATHAN0% (2)
- Model J-352-LS: SpecificationsDokumen2 halamanModel J-352-LS: SpecificationsjiaozhongxingBelum ada peringkat
- Mahogany Collection ContractDokumen2 halamanMahogany Collection ContractSIVARAMANJAGANATHANBelum ada peringkat
- Proportional Valve Controller-PCB Only-: Electronic ControlsDokumen2 halamanProportional Valve Controller-PCB Only-: Electronic ControlsSIVARAMANJAGANATHANBelum ada peringkat
- OMRON Corporation PLC SYSMAC C Series ConnectionDokumen5 halamanOMRON Corporation PLC SYSMAC C Series ConnectionSIVARAMANJAGANATHANBelum ada peringkat
- High Pressure Grease Pumps for Long Distance DistributionDokumen4 halamanHigh Pressure Grease Pumps for Long Distance DistributionSIVARAMANJAGANATHANBelum ada peringkat
- High Pressure Grease Pumps for Long Distance DistributionDokumen4 halamanHigh Pressure Grease Pumps for Long Distance DistributionSIVARAMANJAGANATHANBelum ada peringkat
- Air Operated Barrel Pump: Model 93755Dokumen9 halamanAir Operated Barrel Pump: Model 93755SIVARAMANJAGANATHANBelum ada peringkat
- Technical Data Book PDFDokumen79 halamanTechnical Data Book PDFRuth Santos NaranjoBelum ada peringkat
- Concrete Pump Specs: SW40 PM55 PM70 TypeDokumen1 halamanConcrete Pump Specs: SW40 PM55 PM70 TypeSIVARAMANJAGANATHANBelum ada peringkat
- Pump Output1Dokumen2 halamanPump Output1mohamed salemBelum ada peringkat
- MITSUBISHI Engines: Engineered Control SolutionsDokumen4 halamanMITSUBISHI Engines: Engineered Control SolutionsSIVARAMANJAGANATHANBelum ada peringkat
- Arduino Uno Rev 3Dokumen4 halamanArduino Uno Rev 3Joan Perez PerezBelum ada peringkat
- Img 20121220 0001Dokumen1 halamanImg 20121220 0001SIVARAMANJAGANATHANBelum ada peringkat
- Stamford-As440-Voltage Regulator PDFDokumen4 halamanStamford-As440-Voltage Regulator PDFPablo Gaspar D'Agostini Amengual100% (2)
- 433Mhz Uhf Ask Data Transmitter and Receiver: Egrf-433A1Dokumen12 halaman433Mhz Uhf Ask Data Transmitter and Receiver: Egrf-433A1SIVARAMANJAGANATHANBelum ada peringkat
- OMRON Corporation PLC SYSMAC C Series ConnectionDokumen5 halamanOMRON Corporation PLC SYSMAC C Series ConnectionSIVARAMANJAGANATHANBelum ada peringkat
- Stationary Concrete Pump BSA 1407 D: Output Up To 71 M /H Delivery Pressure Up To 106 BarDokumen1 halamanStationary Concrete Pump BSA 1407 D: Output Up To 71 M /H Delivery Pressure Up To 106 BarJing AytonaBelum ada peringkat
- Antenna & Cable Applications Radio Data Modem: Agriculture Security Communications MuseumsDokumen1 halamanAntenna & Cable Applications Radio Data Modem: Agriculture Security Communications MuseumsSIVARAMANJAGANATHANBelum ada peringkat
- Raw Cashew Moisture Tester: Operating ManualDokumen24 halamanRaw Cashew Moisture Tester: Operating ManualSIVARAMANJAGANATHANBelum ada peringkat
- DT820Dokumen4 halamanDT820Kevin Alexandro Ocampo Rosillo75% (4)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- lg55ld520 SM PDFDokumen71 halamanlg55ld520 SM PDFDan Prewitt100% (1)
- Single Girder Overheade Crane Operation ManualDokumen51 halamanSingle Girder Overheade Crane Operation ManualHamdy Ahmed HassanBelum ada peringkat
- Ford Pin DVDokumen17 halamanFord Pin DVjtfjtf100% (1)
- 100 AgmDokumen6 halaman100 AgmDragos StoianBelum ada peringkat
- Precision Temperature & Humidity Sensor ES31-TH-01Dokumen4 halamanPrecision Temperature & Humidity Sensor ES31-TH-01duyphuocBelum ada peringkat
- DX200 Operating Manual RohsDokumen40 halamanDX200 Operating Manual RohsAnders MolundBelum ada peringkat
- REFUsol-48K UL EN Frankensolar PDFDokumen72 halamanREFUsol-48K UL EN Frankensolar PDFDaniel MuratallaBelum ada peringkat
- Iec62271-111 (Ed1 0) en PDFDokumen8 halamanIec62271-111 (Ed1 0) en PDFAle0% (1)
- Installation and user guide for PLATINUM invertersDokumen90 halamanInstallation and user guide for PLATINUM invertersElyes MbarekBelum ada peringkat
- 6th Sem - 4 - Electrical Engineering PDFDokumen37 halaman6th Sem - 4 - Electrical Engineering PDFdgangopadhyay3064Belum ada peringkat
- Frenic-Ehvac (F2e) User - S ManualDokumen631 halamanFrenic-Ehvac (F2e) User - S ManualkarunBelum ada peringkat
- DInverter B To Commander SEDokumen18 halamanDInverter B To Commander SESani PoulouBelum ada peringkat
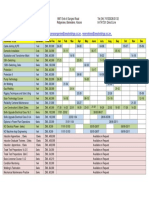
- Technical Training Calendar 20220122Dokumen1 halamanTechnical Training Calendar 20220122Lawson Shumirai Sango100% (1)
- Datasheet M 2000ia 2300Dokumen1 halamanDatasheet M 2000ia 2300carlosdr.05.09.1993Belum ada peringkat
- SVC STATCOM Wind FirmDokumen8 halamanSVC STATCOM Wind FirmFAIYAJ limonBelum ada peringkat
- DSX PDFDokumen76 halamanDSX PDFkat1014Belum ada peringkat
- Bandwidth Enhancement of Microstrip Patch Antenna For 5.8 GHZ by Optimized Feed OffsetDokumen4 halamanBandwidth Enhancement of Microstrip Patch Antenna For 5.8 GHZ by Optimized Feed OffsetbhawnaBelum ada peringkat
- Partial Discharge Theory and Applications To Electrical SystemsDokumen15 halamanPartial Discharge Theory and Applications To Electrical Systemsreza515heiBelum ada peringkat
- Interface Lab ReportDokumen8 halamanInterface Lab ReportSharfuddin ZishanBelum ada peringkat
- IC A110 BrochureDokumen2 halamanIC A110 BrochureChrome PicassoBelum ada peringkat
- Electric Potential in A Uniform Electric Field: PhysicsDokumen1 halamanElectric Potential in A Uniform Electric Field: PhysicsHermanBelum ada peringkat
- Small Signal Transistors TO-39 CaseDokumen1 halamanSmall Signal Transistors TO-39 CasePetr ggaBelum ada peringkat
- Pspice TutorialDokumen25 halamanPspice Tutorialamar7716dumBelum ada peringkat
- Differential Pressure Switches For Gas, Air, Flue and Exhaust Gases GGW A4 GGW A4-U GGW A4/2 GGW A4-U/2Dokumen6 halamanDifferential Pressure Switches For Gas, Air, Flue and Exhaust Gases GGW A4 GGW A4-U GGW A4/2 GGW A4-U/2chao wangBelum ada peringkat
- PS 981 - PH 982 PDFDokumen12 halamanPS 981 - PH 982 PDFmiveyBelum ada peringkat
- Motor Management and Control Devices Simocode ProDokumen1 halamanMotor Management and Control Devices Simocode ProArief RakhmadBelum ada peringkat
- Quality Replacement Parts CatalogDokumen69 halamanQuality Replacement Parts CatalogluismdmjBelum ada peringkat
- Sanyu SY2000 English ManualDokumen37 halamanSanyu SY2000 English Manualhv1793 VBelum ada peringkat
- TB6500 ManualDokumen11 halamanTB6500 ManualEnrique BautistaBelum ada peringkat