Anda mungkin juga menyukai
- Process Engineering Design GuideDokumen296 halamanProcess Engineering Design GuideNguyen Anh TungBelum ada peringkat
- How To Write A Plant Operating ManualDokumen3 halamanHow To Write A Plant Operating Manualsj_scribd100% (1)
- UOP PROCESS DES 10.6 Aromatics, Online Italian Encyclopedia of Hydrocarbons, Volume II, 2006, Pages 603-605.591-614 - ING3Dokumen48 halamanUOP PROCESS DES 10.6 Aromatics, Online Italian Encyclopedia of Hydrocarbons, Volume II, 2006, Pages 603-605.591-614 - ING3timBelum ada peringkat
- ds81 - Process Engineering - Design StandardDokumen51 halamands81 - Process Engineering - Design StandardNatts NatiBelum ada peringkat
- Process Specialist 4 Resume Example Company Name - Katy, TexasDokumen5 halamanProcess Specialist 4 Resume Example Company Name - Katy, Texassayed mohsen musavianBelum ada peringkat
- SRU Training ModuleDokumen161 halamanSRU Training ModuleArun Kumar PBelum ada peringkat
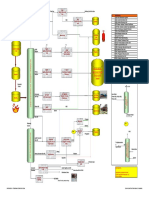
- Lpe PFD P&id Che-Mar11Dokumen8 halamanLpe PFD P&id Che-Mar11rsedmylifeBelum ada peringkat
- Dehydration ProcessesDokumen43 halamanDehydration ProcessesKatib Sultan100% (6)
- P&ID Check ListDokumen3 halamanP&ID Check Listankur2061Belum ada peringkat
- Cement Final ReportDokumen172 halamanCement Final Reportnsprasad88Belum ada peringkat
- STP-1000 Basic Engineering Design DataDokumen17 halamanSTP-1000 Basic Engineering Design Datanghiemta18100% (2)
- Cansolv Testing of Cansolv DC 201 CO2 Capture System With Simulated Natural Gas Testing 2015Dokumen28 halamanCansolv Testing of Cansolv DC 201 CO2 Capture System With Simulated Natural Gas Testing 2015arissaBelum ada peringkat
- Offsite Facilities For A Process PlantsDokumen13 halamanOffsite Facilities For A Process Plantsveerkumarp100% (1)
- 06 - Troubleshooting of Distillation Columns Using Aspen Plus - Aritra - RILDokumen19 halaman06 - Troubleshooting of Distillation Columns Using Aspen Plus - Aritra - RILCal100% (1)
- Line Sizing Philosophy Line Sizing PhilosophyDokumen21 halamanLine Sizing Philosophy Line Sizing Philosophyjenish parekhBelum ada peringkat
- Recovery Plus Operating ManualDokumen136 halamanRecovery Plus Operating Manualkishoreprithika100% (4)
- MIDREX Process-Brochure PDFDokumen12 halamanMIDREX Process-Brochure PDFJorge OsorioBelum ada peringkat
- Module 8 - Energy Performance Assessment of BoilersDokumen24 halamanModule 8 - Energy Performance Assessment of BoilersAnonymous a19X9GHZBelum ada peringkat
- Advanced Distillation Technologies: Design, Control and ApplicationsDari EverandAdvanced Distillation Technologies: Design, Control and ApplicationsBelum ada peringkat
- Basis of Design For Basic Process Engineering of OmnisulfDokumen36 halamanBasis of Design For Basic Process Engineering of OmnisulfOmar Tocmo100% (1)
- Bosch Hdi Edc15c2 Injection SystemDokumen151 halamanBosch Hdi Edc15c2 Injection SystemAleksandar Milic100% (9)
- Statistics for Process Control Engineers: A Practical ApproachDari EverandStatistics for Process Control Engineers: A Practical ApproachBelum ada peringkat
- Uop Benfield DatasheetDokumen2 halamanUop Benfield DatasheetSusan Monteza GrandezBelum ada peringkat
- Technical Bid Evaluation Sheet For Fuel Gas ScrubberDokumen3 halamanTechnical Bid Evaluation Sheet For Fuel Gas ScrubberSiva baalanBelum ada peringkat
- Unit Operations Thumb RulesDokumen9 halamanUnit Operations Thumb RuleshibhavuBelum ada peringkat
- Essay On Climate ChangeDokumen9 halamanEssay On Climate ChangeRehman Khan JatoiBelum ada peringkat
- Explanation Text 1Dokumen5 halamanExplanation Text 1haderaspatiBelum ada peringkat
- ENGINEERING DESIGN GUIDELINE-LPG Rev 01 Web PDFDokumen23 halamanENGINEERING DESIGN GUIDELINE-LPG Rev 01 Web PDFadeel_jamelBelum ada peringkat
- Aspen Utilities - Refinery EngineersDokumen72 halamanAspen Utilities - Refinery EngineersUrcan GeorgianaBelum ada peringkat
- 2019jan - IECM Amine-Based CO2 Capture PDFDokumen63 halaman2019jan - IECM Amine-Based CO2 Capture PDFFunky labsBelum ada peringkat
- GR TWC1 7211 5202Dokumen97 halamanGR TWC1 7211 5202Sulist N WahyudieBelum ada peringkat
- Transportation System in The Philippines JamesDokumen32 halamanTransportation System in The Philippines JamesIsrael Sabilala Eusebio100% (2)
- Supervisory Operating Manual: UNIT NO.: 07 (Amine 2) Amine Regeneration Unit Cartagena Refinery Expansion ProjectDokumen113 halamanSupervisory Operating Manual: UNIT NO.: 07 (Amine 2) Amine Regeneration Unit Cartagena Refinery Expansion Project•It's Mari Cami•Belum ada peringkat
- Simulation of Crude Distillation Unit of Eastern Refinery Limited (ERL) Using Aspen PlusDokumen6 halamanSimulation of Crude Distillation Unit of Eastern Refinery Limited (ERL) Using Aspen PlusAndre BasantesBelum ada peringkat
- Process EngineerDokumen3 halamanProcess EngineerJowy DeaunaBelum ada peringkat
- 14-502-EP-RP-002 Rev-2 (Simulation Modeling Report) PDFDokumen65 halaman14-502-EP-RP-002 Rev-2 (Simulation Modeling Report) PDFengr anharBelum ada peringkat
- CHE Article - Best Practices - How To Prepare A Process Design BasisDokumen6 halamanCHE Article - Best Practices - How To Prepare A Process Design BasismatheusdarbiBelum ada peringkat
- Petroleum Refinery EngineeringDokumen9 halamanPetroleum Refinery EngineeringMahtab SajnaniBelum ada peringkat
- Shahdol-Phulpur Gas Pipeline ProjectDokumen50 halamanShahdol-Phulpur Gas Pipeline Projectanub0025Belum ada peringkat
- 04454H45-14-DB-0001 Rev0Dokumen9 halaman04454H45-14-DB-0001 Rev0garciahoBelum ada peringkat
- Pump SizeDokumen9 halamanPump SizedkumarBelum ada peringkat
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentDari EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentBelum ada peringkat
- Natural Gas FractionationDokumen28 halamanNatural Gas Fractionationmohamed100% (1)
- GNFC ITB Ammonia-Urea Part-1 of 6Dokumen250 halamanGNFC ITB Ammonia-Urea Part-1 of 6keyur1109100% (1)
- Mol Sieve LoadingDokumen11 halamanMol Sieve Loadingmostafa_1000Belum ada peringkat
- DYNSIM Best Practices 2 - Distillation ColumnDokumen26 halamanDYNSIM Best Practices 2 - Distillation ColumnJorge Luis HernándezBelum ada peringkat
- Design Basis of Aromatics Complex PDFDokumen14 halamanDesign Basis of Aromatics Complex PDFminh nguyen100% (1)
- Hydroprocessing for Clean Energy: Design, Operation, and OptimizationDari EverandHydroprocessing for Clean Energy: Design, Operation, and OptimizationBelum ada peringkat
- Dcs Check-Out and Operator Training With Hysys DynamicsDokumen28 halamanDcs Check-Out and Operator Training With Hysys DynamicsMiguel Angel Medina CastellanosBelum ada peringkat
- Packing Selection Guide For Packed ColumnsDokumen44 halamanPacking Selection Guide For Packed ColumnsZain Ul AbideenBelum ada peringkat
- A Guide of Refinery ProcessDokumen1 halamanA Guide of Refinery ProcessSubramani DuraikannuBelum ada peringkat
- 11-3085 Energy Analyzer Jump StartDokumen26 halaman11-3085 Energy Analyzer Jump StartOmesh BoroleBelum ada peringkat
- Rate Based MDEA ModelDokumen24 halamanRate Based MDEA ModelDebrudra MitraBelum ada peringkat
- E-Waste ManagementDokumen18 halamanE-Waste ManagementAnkur PandeyBelum ada peringkat
- HTZ-51 Absorbent For Low Sulfur ConcentrationsDokumen2 halamanHTZ-51 Absorbent For Low Sulfur ConcentrationsSTREAMLINE STREAM100% (1)
- Amine, SWS, SRU Training Course OutlineDokumen1 halamanAmine, SWS, SRU Training Course Outlineusman_hafeez86Belum ada peringkat
- The Rose Process: Tayseer Abdel-Halim and Raymond FloydDokumen14 halamanThe Rose Process: Tayseer Abdel-Halim and Raymond FloydBharavi K SBelum ada peringkat
- Unit 3 Steam GenerationDokumen30 halamanUnit 3 Steam GenerationkhalimnBelum ada peringkat
- Final Manual Vivek PDFDokumen623 halamanFinal Manual Vivek PDFAnonymous qT80dF24dBelum ada peringkat
- 2008 Morikawa TEC IFA ACES21 Advanced Urea Production Technology - 2Dokumen15 halaman2008 Morikawa TEC IFA ACES21 Advanced Urea Production Technology - 2MubasharBelum ada peringkat
- 4 SPE-77495-Increasing Separation Capacity With New and Proven TechnologiesDokumen6 halaman4 SPE-77495-Increasing Separation Capacity With New and Proven TechnologiesDavid VMBelum ada peringkat
- Att2 Baretti InternalsDokumen36 halamanAtt2 Baretti InternalsAli MetinBelum ada peringkat
- Engineering 003-Civil Structural Design Criteria On ShoreDokumen22 halamanEngineering 003-Civil Structural Design Criteria On Shoremarin cristian100% (1)
- SPE-108181 Transient Analysis-Hysys Dynamics and OLGADokumen11 halamanSPE-108181 Transient Analysis-Hysys Dynamics and OLGAWilfred Enock100% (1)
- Appendix A - DATASHEET - BilectricDokumen11 halamanAppendix A - DATASHEET - BilectricChakravarthy BharathBelum ada peringkat
- NO. Document No. Title of Document / DrawingDokumen15 halamanNO. Document No. Title of Document / DrawingRajBelum ada peringkat
- Amine Sample Analysis ResultsDokumen2 halamanAmine Sample Analysis ResultsAbu WildanBelum ada peringkat
- Insights into Chemical Engineering: Selected Papers of P.V. DanckwertsDari EverandInsights into Chemical Engineering: Selected Papers of P.V. DanckwertsBelum ada peringkat
- Great Helpful Information About Australia News and Awards.Dokumen1 halamanGreat Helpful Information About Australia News and Awards.shabbirBelum ada peringkat
- List of Mechanical Supervisor 2Dokumen14 halamanList of Mechanical Supervisor 2shabbirBelum ada peringkat
- Advt No 9-2017 FinalDokumen1 halamanAdvt No 9-2017 FinalsajjaduetBelum ada peringkat
- Fair Combined Ad No.09-2017Dokumen39 halamanFair Combined Ad No.09-2017Zain Ul AbedinBelum ada peringkat
- Australia Awards PakistanEmploymentLetterTemplateDokumen2 halamanAustralia Awards PakistanEmploymentLetterTemplateshabbirBelum ada peringkat
- Guidelines For International Admission (Spring Semester 2020)Dokumen31 halamanGuidelines For International Admission (Spring Semester 2020)Dumora FatmaBelum ada peringkat
- Australia Awards PakistanEmploymentLetterTemplateDokumen2 halamanAustralia Awards PakistanEmploymentLetterTemplateshabbirBelum ada peringkat
- Long Run Policy Analysis DocumentDokumen43 halamanLong Run Policy Analysis DocumentshabbirBelum ada peringkat
- Adhoc ModelPapersDokumen20 halamanAdhoc ModelPapers12343567890Belum ada peringkat
- 152 Top Thermodynamics Mechanical Engineering Mcqs With AnswersDokumen25 halaman152 Top Thermodynamics Mechanical Engineering Mcqs With AnswersshabbirBelum ada peringkat
- 152 Top Thermodynamics Mechanical Engineering Mcqs With AnswersDokumen25 halaman152 Top Thermodynamics Mechanical Engineering Mcqs With AnswersshabbirBelum ada peringkat
- NTS Sample Past Papers LDA Assistant Director Mechanical Engineer SubjectDokumen1 halamanNTS Sample Past Papers LDA Assistant Director Mechanical Engineer SubjectshabbirBelum ada peringkat
- Natural Resource HartwickDokumen16 halamanNatural Resource HartwickshabbirBelum ada peringkat
- Green National Accountin Why and How-AhseimDokumen33 halamanGreen National Accountin Why and How-AhseimshabbirBelum ada peringkat
- Nts McqsDokumen4 halamanNts McqsMudasarS78% (9)
- Role of Economics in Analyzing The Environment and Sustainable DevelopmentDokumen25 halamanRole of Economics in Analyzing The Environment and Sustainable DevelopmentshabbirBelum ada peringkat
- A15 DifferentMechanismsinFormationDokumen11 halamanA15 DifferentMechanismsinFormationshabbirBelum ada peringkat
- NTS General KnowlegdeDokumen5 halamanNTS General KnowlegdeAmmara Hussain100% (4)
- Ogdcl CWDokumen3 halamanOgdcl CWshabbirBelum ada peringkat
- PaperDokumen1 halamanPaperJunaid KhanBelum ada peringkat
- NTS Sample Past Papers Legal Department English NewDokumen1 halamanNTS Sample Past Papers Legal Department English NewshabbirBelum ada peringkat
- Calculating Your Carbon FootprintDokumen4 halamanCalculating Your Carbon FootprintJohn OoBelum ada peringkat
- Standard Performance Topcoat Cat Yellow AerosolDokumen16 halamanStandard Performance Topcoat Cat Yellow AerosolKelvinBelum ada peringkat
- Combustion Characteristics of Low Grade Coal And: Principal Research ResultsDokumen2 halamanCombustion Characteristics of Low Grade Coal And: Principal Research ResultsKUNALJAYBelum ada peringkat
- (First Semester, AY 2021-2022) : GE-ES Environmental ScienceDokumen5 halaman(First Semester, AY 2021-2022) : GE-ES Environmental Sciencerei biatchBelum ada peringkat
- Is Recycling Worth ItDokumen21 halamanIs Recycling Worth Itapi-252236011100% (1)
- Envinronmental Ecology Handout-2 by Mrs. Vaishali Anand PDFDokumen6 halamanEnvinronmental Ecology Handout-2 by Mrs. Vaishali Anand PDFArti BaliyanBelum ada peringkat
- RGB Article ASHRAE 62.1-Using The Ventilation Rate Procedure 0813 00Dokumen3 halamanRGB Article ASHRAE 62.1-Using The Ventilation Rate Procedure 0813 00Grace Tessa Myra GunsalamBelum ada peringkat
- Non-Technical Summary Kryvyi Rih Industrial Gases Complex, Kryvyi Rih, UkraineDokumen8 halamanNon-Technical Summary Kryvyi Rih Industrial Gases Complex, Kryvyi Rih, UkraineAufklarungBelum ada peringkat
- BS5228-1 1997Dokumen81 halamanBS5228-1 1997Kirk75% (4)
- 03.31.2014 Second Inquiry On EPA TRI ReportDokumen2 halaman03.31.2014 Second Inquiry On EPA TRI ReportGASPgroupBelum ada peringkat
- Introduction To Inviromental Control in Refining IndustryDokumen34 halamanIntroduction To Inviromental Control in Refining IndustryAmer ShaierBelum ada peringkat
- Ficha Técnica: Hazelnut PralineDokumen3 halamanFicha Técnica: Hazelnut PralineRodrigo KawamuraBelum ada peringkat
- Oberon F737 SDS 1673320560880157Dokumen6 halamanOberon F737 SDS 1673320560880157Cosmic TitusBelum ada peringkat
- XL 740htDokumen6 halamanXL 740htramsi17Belum ada peringkat
- English Oral PresentationDokumen29 halamanEnglish Oral Presentationapi-291990968Belum ada peringkat
- Maria Montessori Central School: Integrated Project For EnglishDokumen24 halamanMaria Montessori Central School: Integrated Project For EnglishAshwin NairBelum ada peringkat
- A Pro-Health Cookstove Strategy To Advance Energy, Social and Ecological JusticeDokumen4 halamanA Pro-Health Cookstove Strategy To Advance Energy, Social and Ecological JusticeAme Tzun-LeeBelum ada peringkat
- Scrubbing of HCL Gas From Synthesis Gas in A Multistage Dual-Flow Sieve Plate Wet Scrubber by Alkaline SolutionDokumen7 halamanScrubbing of HCL Gas From Synthesis Gas in A Multistage Dual-Flow Sieve Plate Wet Scrubber by Alkaline SolutionHotib PerwiraBelum ada peringkat
- Project 2 - A Survey of Vehicle Owners About Their Awareness Regarding PUC"Dokumen7 halamanProject 2 - A Survey of Vehicle Owners About Their Awareness Regarding PUC"Ujjval Nagota100% (5)
- Nitric Acid 2000Dokumen10 halamanNitric Acid 2000harikeshrl5477Belum ada peringkat
- Opportunities To Reduce Vehicle Emissions in IndonesiaDokumen18 halamanOpportunities To Reduce Vehicle Emissions in IndonesiaRyan HofmannBelum ada peringkat
- Standards For Coal MinesDokumen3 halamanStandards For Coal MinesRifaiBelum ada peringkat