Anda mungkin juga menyukai
- Phy Mock SolDokumen17 halamanPhy Mock SolA PersonBelum ada peringkat
- 9FA Failures in DabholDokumen10 halaman9FA Failures in Dabholsenthil031277100% (3)
- GEA31503e PGP Product E-Catalog 2015 R10Dokumen47 halamanGEA31503e PGP Product E-Catalog 2015 R10juagamsar100% (1)
- ANS145 - Beef Cattle ProductionDokumen52 halamanANS145 - Beef Cattle ProductionEgie BulawinBelum ada peringkat
- Process Industry Practices Insulation: PIP INEG2000 Guidelines For Use of Insulation PracticesDokumen15 halamanProcess Industry Practices Insulation: PIP INEG2000 Guidelines For Use of Insulation PracticesZubair RaoofBelum ada peringkat
- Technical Information Letter: Ge Power TIL 2445 Product ServiceDokumen4 halamanTechnical Information Letter: Ge Power TIL 2445 Product ServiceMinhajur Rahman100% (1)
- H GP SpecificationsDokumen5 halamanH GP Specificationszss84Belum ada peringkat
- Flashback Mechanisms in Lean Premixed Gas Turbine CombustionDari EverandFlashback Mechanisms in Lean Premixed Gas Turbine CombustionBelum ada peringkat
- Comp Amp Turbine COURS 9001EDokumen27 halamanComp Amp Turbine COURS 9001Enabil160874100% (1)
- APA DOC No. 2014 PDFDokumen67 halamanAPA DOC No. 2014 PDFThanapaet RittirutBelum ada peringkat
- Service Experiences With The World Record Gas Turbine SGT-8000HDokumen16 halamanService Experiences With The World Record Gas Turbine SGT-8000HabelsgBelum ada peringkat
- P66 M10 CAT B Forms and Docs 04 10Dokumen68 halamanP66 M10 CAT B Forms and Docs 04 10VinayBelum ada peringkat
- MS6001FADokumen14 halamanMS6001FAsureshkumar908Belum ada peringkat
- Siemens Gas Turbine Product Range Comparison 0-130 MW: For Siemens Internal Use OnlyDokumen2 halamanSiemens Gas Turbine Product Range Comparison 0-130 MW: For Siemens Internal Use Onlythunder0% (1)
- Usn LM2500 Asme Paper GT2010-22811 61410 JalDokumen7 halamanUsn LM2500 Asme Paper GT2010-22811 61410 Jalferrerick0% (1)
- SBLM2500 Ind 217Dokumen5 halamanSBLM2500 Ind 217Daniil SerovBelum ada peringkat
- 04 - Dry Low NOxDokumen15 halaman04 - Dry Low NOxdenmas90Belum ada peringkat
- Ge Mid Idm 6000 1.Lm6000 PerformanceDokumen10 halamanGe Mid Idm 6000 1.Lm6000 PerformanceChristopher HamptonBelum ada peringkat
- GearboxDokumen16 halamanGearboxMehul zareBelum ada peringkat
- TIL 1304 3 - 9th Stage Stator Casing Hook Fit CrackingDokumen4 halamanTIL 1304 3 - 9th Stage Stator Casing Hook Fit CrackinghernangBelum ada peringkat
- GE MS6001B - EmissionDokumen33 halamanGE MS6001B - EmissionMohamad AfifBelum ada peringkat
- GT Gas Fuel and Air FlowDokumen38 halamanGT Gas Fuel and Air FlowhinaBelum ada peringkat
- VerificationManual en PDFDokumen621 halamanVerificationManual en PDFurdanetanpBelum ada peringkat
- Thermal Peaking PDFDokumen26 halamanThermal Peaking PDFkhozaqiBelum ada peringkat
- Ger 3571h Perf Reliability Improvements HDGTDokumen50 halamanGer 3571h Perf Reliability Improvements HDGTmersiumBelum ada peringkat
- Til 1539Dokumen13 halamanTil 1539Michael JordanBelum ada peringkat
- T48 SpreadDokumen1 halamanT48 SpreadKarim MuhammedBelum ada peringkat
- SAC and DLE PDFDokumen29 halamanSAC and DLE PDFMehulkumar PatelBelum ada peringkat
- Psib 20150212Dokumen10 halamanPsib 20150212Léandre Ettekri NdriBelum ada peringkat
- Smple Cycle Thermodynamics OverviewDokumen31 halamanSmple Cycle Thermodynamics OverviewONURBelum ada peringkat
- List of Illustrations: Lm6000 PD Gek 105061 Ge Industrial Aeroderivative Gas TurbinesDokumen4 halamanList of Illustrations: Lm6000 PD Gek 105061 Ge Industrial Aeroderivative Gas TurbinesJHONNATTAN RODRIGUEZBelum ada peringkat
- 1 151125221535 Lva1 App6892Dokumen40 halaman1 151125221535 Lva1 App6892Darmawan PutrantoBelum ada peringkat
- DLN1+ Combustion Upgrade Solution: Fact SheetDokumen1 halamanDLN1+ Combustion Upgrade Solution: Fact SheetAhmad Riaz KhanBelum ada peringkat
- Sb-Lm2500-Ind-303 R1Dokumen11 halamanSb-Lm2500-Ind-303 R1Daniil SerovBelum ada peringkat
- Pivot Arm Turning GearDokumen24 halamanPivot Arm Turning Gearoom_tgw100% (1)
- LM TM2500 Upgrade Solutions PDFDokumen2 halamanLM TM2500 Upgrade Solutions PDFLibyanManBelum ada peringkat
- Siemens Technical Paper Gas Turbine ModernizationDokumen14 halamanSiemens Technical Paper Gas Turbine ModernizationAldiarso UtomoBelum ada peringkat
- MHPS Jac GTDokumen7 halamanMHPS Jac GTkp pkBelum ada peringkat
- Proven Upgrade SGT5-4000FDokumen9 halamanProven Upgrade SGT5-4000FThanapaet Rittirut100% (1)
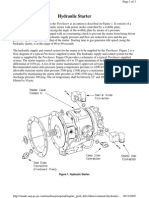
- Figure 1. Hydraulic StarterDokumen3 halamanFigure 1. Hydraulic StarterDenis JimenezBelum ada peringkat
- Precalciner Systems Cement IndustryDokumen22 halamanPrecalciner Systems Cement IndustryfaheemqcBelum ada peringkat
- DLN 2.0+ Fuel NozzleDokumen1 halamanDLN 2.0+ Fuel NozzleWedneslao LopezBelum ada peringkat
- Factsheet Industrial Trent 60 Us LowresDokumen2 halamanFactsheet Industrial Trent 60 Us LowresAsri GaniBelum ada peringkat
- Proven Solutions GE-EvuletDokumen48 halamanProven Solutions GE-EvuletmohamedhasBelum ada peringkat
- EEI 7FA Supplement r1 2octDokumen42 halamanEEI 7FA Supplement r1 2octkshalawi0% (1)
- MS5002E NewDokumen8 halamanMS5002E Newecs71100% (2)
- Vol 01Dokumen153 halamanVol 01chandrasingh4564Belum ada peringkat
- Alstom Gas-Turbines-Technical-Performance PDFDokumen2 halamanAlstom Gas-Turbines-Technical-Performance PDFPoull SteeadyBelum ada peringkat
- Detailed Hot Section Mapping of Siemens SGT 600 PDFDokumen19 halamanDetailed Hot Section Mapping of Siemens SGT 600 PDFfrdnBelum ada peringkat
- Gas Turb CatDokumen31 halamanGas Turb CatPablo Gutierrez100% (1)
- 10.1115 1.3240303Dokumen6 halaman10.1115 1.3240303ali a100% (1)
- Equipment Definition: Component LiteratureDokumen5 halamanEquipment Definition: Component LiteratureAbbas AkbarBelum ada peringkat
- Fast, Efficient and Flexible Smart Maintenance Approach: The Compact ValueDokumen2 halamanFast, Efficient and Flexible Smart Maintenance Approach: The Compact ValueIvana SpanovicBelum ada peringkat
- Customer Course CatalogDokumen119 halamanCustomer Course CatalogNguyễn Vạn ThắngBelum ada peringkat
- 9FA Enhancement Brochure - GEA17570Dokumen8 halaman9FA Enhancement Brochure - GEA17570Peter_Phee_341Belum ada peringkat
- GTX100 - ABB's New 43-MW Advanced Gas Turbine: The ABB Review Web SiteDokumen1 halamanGTX100 - ABB's New 43-MW Advanced Gas Turbine: The ABB Review Web SiteMohammad BahreiniBelum ada peringkat
- Gt13e2 Gas Turbine 2012 UpgradeDokumen2 halamanGt13e2 Gas Turbine 2012 UpgradeJJ100% (1)
- Gt13e2 Gas Turbine PosterDokumen1 halamanGt13e2 Gas Turbine PosterHeri SetyantoBelum ada peringkat
- 7FAAirfoils 50HzDokumen2 halaman7FAAirfoils 50Hzgassem208920Belum ada peringkat
- MHPS GT F ClassDokumen9 halamanMHPS GT F Classkp pkBelum ada peringkat
- 7FA Upgrade Combustion HardwareDokumen2 halaman7FA Upgrade Combustion Hardwaresauerbach1Belum ada peringkat
- Siemens Technical Paper Fuel Flexibility SGT 400Dokumen11 halamanSiemens Technical Paper Fuel Flexibility SGT 400Hicham BenkhalifaBelum ada peringkat
- Prevent NOx Formation in Gas TurbineDokumen20 halamanPrevent NOx Formation in Gas TurbineThái Mai ĐìnhBelum ada peringkat
- TopsoeDokumen5 halamanTopsoelaiping_lumBelum ada peringkat
- STOC03 (Emissions)Dokumen20 halamanSTOC03 (Emissions)tungluongBelum ada peringkat
- SKF Shaft Alignment Tool TKSA 41Dokumen2 halamanSKF Shaft Alignment Tool TKSA 41Dwiki RamadhaniBelum ada peringkat
- How To Be A Better StudentDokumen2 halamanHow To Be A Better Studentct fatima100% (1)
- Steel Price Index PresentationDokumen12 halamanSteel Price Index PresentationAnuj SinghBelum ada peringkat
- BA 4722 Marketing Strategy SyllabusDokumen6 halamanBA 4722 Marketing Strategy SyllabusSri GunawanBelum ada peringkat
- PronounsDokumen6 halamanPronounsHải Dương LêBelum ada peringkat
- Assembly InstructionsDokumen4 halamanAssembly InstructionsAghzuiBelum ada peringkat
- Sickle Cell DiseaseDokumen10 halamanSickle Cell DiseaseBrooke2014Belum ada peringkat
- Course DescriptionDokumen54 halamanCourse DescriptionMesafint lisanuBelum ada peringkat
- ArrowrootDokumen8 halamanArrowrootSevi CameroBelum ada peringkat
- Beer Pilkhani DistilleryDokumen44 halamanBeer Pilkhani DistillerySunil Vicky VohraBelum ada peringkat
- ProspDokumen146 halamanProspRajdeep BharatiBelum ada peringkat
- SahanaDokumen1 halamanSahanamurthyarun1993Belum ada peringkat
- Ariba Collaborative Sourcing ProfessionalDokumen2 halamanAriba Collaborative Sourcing Professionalericofx530Belum ada peringkat
- Ankle Injury EvaluationDokumen7 halamanAnkle Injury EvaluationManiDeep ReddyBelum ada peringkat
- Modified Airdrop System Poster - CompressedDokumen1 halamanModified Airdrop System Poster - CompressedThiam HokBelum ada peringkat
- Transposable Elements - Annotated - 2020Dokumen39 halamanTransposable Elements - Annotated - 2020Monisha vBelum ada peringkat
- AppcDokumen71 halamanAppcTomy lee youngBelum ada peringkat
- Risk Analysis and Assessment Methodologies in Work SitesDokumen49 halamanRisk Analysis and Assessment Methodologies in Work SitesNhut NguyenBelum ada peringkat
- Arithmetic-Progressions - MDDokumen8 halamanArithmetic-Progressions - MDJay Jay GwizaBelum ada peringkat
- Lecture 12 Health Management Information SystemDokumen14 halamanLecture 12 Health Management Information SystemKamran SheikhBelum ada peringkat
- What Are Some of The Best Books On Computer ScienceDokumen9 halamanWhat Are Some of The Best Books On Computer ScienceSarthak ShahBelum ada peringkat
- Ose Sample QuotationDokumen37 halamanOse Sample Quotationrj medelBelum ada peringkat
- EmployWise JAVA ASSIGNMENTDokumen2 halamanEmployWise JAVA ASSIGNMENTPreet PatelBelum ada peringkat
- Controlled DemolitionDokumen3 halamanControlled DemolitionJim FrancoBelum ada peringkat
- Universal and Commercial Banks in The PhilippinesDokumen1 halamanUniversal and Commercial Banks in The Philippinesjohngo888Belum ada peringkat