Anda mungkin juga menyukai
- Introducción a los autobuses eléctricos y sus beneficiosDokumen59 halamanIntroducción a los autobuses eléctricos y sus beneficiospedro 1234100% (1)
- Resumen de Cloud y Big DataDokumen21 halamanResumen de Cloud y Big Datapracticante AdministracionBelum ada peringkat
- Horizonte Temprano y MedioDokumen26 halamanHorizonte Temprano y MedioJohann Vasquez0% (1)
- Informe y Motor DCDokumen6 halamanInforme y Motor DCOscar A. Santamaría VallejoBelum ada peringkat
- Un Transformador Real Siempre Presenta Perdida de Potencia Con Respecto A La Entrada Pues Existen Cualidades A Tomar en Cuenta para Establecer Un Circuito Equivalente para Un Transformador No IdealDokumen4 halamanUn Transformador Real Siempre Presenta Perdida de Potencia Con Respecto A La Entrada Pues Existen Cualidades A Tomar en Cuenta para Establecer Un Circuito Equivalente para Un Transformador No IdealOscar A. Santamaría VallejoBelum ada peringkat
- JFETDokumen12 halamanJFETOscar A. Santamaría VallejoBelum ada peringkat
- Pruebaenlinea 1Dokumen1 halamanPruebaenlinea 1Oscar A. Santamaría VallejoBelum ada peringkat
- Solda ConsultaDokumen2 halamanSolda ConsultaOscar A. Santamaría VallejoBelum ada peringkat
- Un PDF Que Tenia Por AhiDokumen2 halamanUn PDF Que Tenia Por AhiOscar A. Santamaría VallejoBelum ada peringkat
- Solda ConsultaDokumen2 halamanSolda ConsultaOscar A. Santamaría VallejoBelum ada peringkat
- Informe y Motor DCDokumen6 halamanInforme y Motor DCOscar A. Santamaría VallejoBelum ada peringkat
- Preparatorio 7Dokumen6 halamanPreparatorio 7Oscar A. Santamaría VallejoBelum ada peringkat
- TransistorDokumen7 halamanTransistorOscar A. Santamaría VallejoBelum ada peringkat
- Consulta 1 - SantamaríaOscar PDFDokumen4 halamanConsulta 1 - SantamaríaOscar PDFOscar A. Santamaría VallejoBelum ada peringkat
- CaratulaDokumen1 halamanCaratulaOscar A. Santamaría VallejoBelum ada peringkat
- Preparatorio de InformeDokumen2 halamanPreparatorio de InformeOscar A. Santamaría VallejoBelum ada peringkat
- Prep 1 CorregidoDokumen5 halamanPrep 1 CorregidoOscar A. Santamaría VallejoBelum ada peringkat
- Viga bimaterial deflexiónDokumen7 halamanViga bimaterial deflexiónOscar A. Santamaría VallejoBelum ada peringkat
- Informe de LaboratorioSOLDATRASLAPDDokumen8 halamanInforme de LaboratorioSOLDATRASLAPDOscar A. Santamaría VallejoBelum ada peringkat
- DatosprocesosfuerzasDokumen5 halamanDatosprocesosfuerzasOscar A. Santamaría VallejoBelum ada peringkat
- Seguridad Industrial PROCESOSDokumen11 halamanSeguridad Industrial PROCESOSOscar A. Santamaría VallejoBelum ada peringkat
- TransistorDokumen7 halamanTransistorOscar A. Santamaría VallejoBelum ada peringkat
- Cuando La Computación Abraza La InteligenciaDokumen3 halamanCuando La Computación Abraza La InteligenciaOscar A. Santamaría VallejoBelum ada peringkat
- Preguntas Informe 2Dokumen7 halamanPreguntas Informe 2Oscar A. Santamaría VallejoBelum ada peringkat
- Un Transformador Real Siempre Presenta Perdida de Potencia Con Respecto A La Entrada Pues Existen Cualidades A Tomar en Cuenta para Establecer Un Circuito Equivalente para Un Transformador No IdealDokumen4 halamanUn Transformador Real Siempre Presenta Perdida de Potencia Con Respecto A La Entrada Pues Existen Cualidades A Tomar en Cuenta para Establecer Un Circuito Equivalente para Un Transformador No IdealOscar A. Santamaría VallejoBelum ada peringkat
- De Acuerdo Con Una Encuesta de La Empresa de Software Info1Dokumen11 halamanDe Acuerdo Con Una Encuesta de La Empresa de Software Info1Oscar A. Santamaría VallejoBelum ada peringkat
- CaratulaDokumen1 halamanCaratulaOscar A. Santamaría VallejoBelum ada peringkat
- Hora RiosDokumen2 halamanHora RiosOscar A. Santamaría VallejoBelum ada peringkat
- AsitenciaDokumen3 halamanAsitenciaOscar A. Santamaría VallejoBelum ada peringkat
- Pruebaenlinea 1Dokumen1 halamanPruebaenlinea 1Oscar A. Santamaría VallejoBelum ada peringkat
- Un Transformador Real Siempre Presenta Perdida de Potencia Con Respecto A La Entrada Pues Existen Cualidades A Tomar en Cuenta para Establecer Un Circuito Equivalente para Un Transformador No IdealDokumen4 halamanUn Transformador Real Siempre Presenta Perdida de Potencia Con Respecto A La Entrada Pues Existen Cualidades A Tomar en Cuenta para Establecer Un Circuito Equivalente para Un Transformador No IdealOscar A. Santamaría VallejoBelum ada peringkat
- Sold A CorreDokumen12 halamanSold A CorreOscar A. Santamaría VallejoBelum ada peringkat
- Triptico AC TEi (1) - ComprimidoDokumen2 halamanTriptico AC TEi (1) - ComprimidoMarco Antonio ReyesBelum ada peringkat
- Comunicación Entre Dos CPU S S en Red Profinet Vía TCP - UPT - F PDFDokumen16 halamanComunicación Entre Dos CPU S S en Red Profinet Vía TCP - UPT - F PDFyonny flores chachaqueBelum ada peringkat
- Juego de TrompoDokumen4 halamanJuego de TrompoLiliam Jenny Solarte NarváezBelum ada peringkat
- Fase CeroDokumen3 halamanFase CeroAnthony OlguinBelum ada peringkat
- DUREZA VickersDokumen3 halamanDUREZA VickersPiero MehBelum ada peringkat
- Resumen 5. Recompensa de La SantidadDokumen1 halamanResumen 5. Recompensa de La SantidadJesusbastos MBelum ada peringkat
- ComicDokumen36 halamanComicRushian Sarai AmbrosioBelum ada peringkat
- Que Es Una Central EólicaDokumen4 halamanQue Es Una Central EólicaAdriana Valencia100% (1)
- Caso Clinico de FarmaDokumen5 halamanCaso Clinico de FarmaAlfonsina ZacaríasBelum ada peringkat
- TI 2020 Higa, Perez, Romero, MerinoDokumen186 halamanTI 2020 Higa, Perez, Romero, Merinowaltermt007Belum ada peringkat
- 04 - Operaciones de ServicioDokumen14 halaman04 - Operaciones de ServicioAngel CazorlaBelum ada peringkat
- PRACTICA EDUCATIVA II Programas UNEFA Licenciatura Educación Integral Octavo Semestre 8vo. SemestreDokumen5 halamanPRACTICA EDUCATIVA II Programas UNEFA Licenciatura Educación Integral Octavo Semestre 8vo. SemestreJhony PradoBelum ada peringkat
- Parte 5-1-150Dokumen150 halamanParte 5-1-150Eduardo Mejía RomeroBelum ada peringkat
- Segunda Distribución Año 2017. Eduardo SierraDokumen34 halamanSegunda Distribución Año 2017. Eduardo SierraAlfredo CasanovaBelum ada peringkat
- Muros de ContencionDokumen15 halamanMuros de ContencionLuis Manuel BaltodanoBelum ada peringkat
- Acordes para El Himnario 2010 V 2.1Dokumen79 halamanAcordes para El Himnario 2010 V 2.1Belén AndreaBelum ada peringkat
- Cuadro ComparativoDokumen2 halamanCuadro ComparativoJAQUELINE ALMEIDA ANTONIOBelum ada peringkat
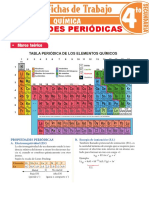
- Propiedades Periodicas para Cuarto Grado de SecundariaDokumen5 halamanPropiedades Periodicas para Cuarto Grado de SecundariaLeandroCarlosManayayBelum ada peringkat
- Exposicion - Movilidad en La IndiaDokumen41 halamanExposicion - Movilidad en La IndiaPompeyo Alexander Campos SotoBelum ada peringkat
- 7 Reglas para VivirDokumen3 halaman7 Reglas para VivirAndrea Martinez100% (1)
- Rowa ElevadoraDokumen1 halamanRowa ElevadoraRomina GalachoBelum ada peringkat
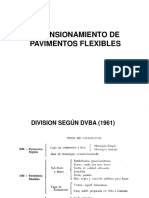
- Apunte 11. Dimensionamiento de Pavimentos FlexiblesDokumen264 halamanApunte 11. Dimensionamiento de Pavimentos FlexiblesJhonny Gabriel TorrezBelum ada peringkat
- Semana 7 Dia 5 MatematicaDokumen2 halamanSemana 7 Dia 5 MatematicaWilson FredyBelum ada peringkat
- Practica Previa Parcial 3Dokumen8 halamanPractica Previa Parcial 3Miguel A. MejiaBelum ada peringkat
- Antonio Lascurain AlgebraDokumen171 halamanAntonio Lascurain AlgebraAndres justoBelum ada peringkat
- Fuentes Del Derecho RomanoDokumen64 halamanFuentes Del Derecho RomanoGene P. BurgosBelum ada peringkat
- Enfoques económicos y relaciones interdisciplinariasDokumen3 halamanEnfoques económicos y relaciones interdisciplinariasGherveth Santis SantizoBelum ada peringkat