Anda mungkin juga menyukai
- Welding Defects PDFDokumen50 halamanWelding Defects PDFJohn Dare100% (4)
- Aws A4.4m 01Dokumen30 halamanAws A4.4m 01Martin Urriza VelazquezBelum ada peringkat
- The Australian Welding Guide PDFDokumen220 halamanThe Australian Welding Guide PDFThành Nguyễn XuânBelum ada peringkat
- Steel Plates For Offshore StructuresDokumen8 halamanSteel Plates For Offshore StructuresYiengeChanYeeBelum ada peringkat
- Radiography Cheat SheetDokumen1 halamanRadiography Cheat SheetbplturnerBelum ada peringkat
- Insulating JointDokumen17 halamanInsulating Jointreza329329100% (1)
- Astm D 429Dokumen16 halamanAstm D 429Navneeth KarmachandranBelum ada peringkat
- Induction Bends - COPIDokumen12 halamanInduction Bends - COPIAdvis100% (1)
- L-005 Compact Flanged ConnectionsDokumen93 halamanL-005 Compact Flanged ConnectionsbreeeeezzzzzeBelum ada peringkat
- 02-Samss-011, 01.08.2018Dokumen35 halaman02-Samss-011, 01.08.2018Rami ELLOUMIBelum ada peringkat
- Regulations Pipelines & Subsea: 10. Mars 2009 Olav Fyrileiv - DNV Anders Husby - DNVDokumen42 halamanRegulations Pipelines & Subsea: 10. Mars 2009 Olav Fyrileiv - DNV Anders Husby - DNVYoungtae KimBelum ada peringkat
- ECA Presentation Outline (Customer Copy)Dokumen12 halamanECA Presentation Outline (Customer Copy)prabuharan89Belum ada peringkat
- Astm A860Dokumen5 halamanAstm A860HenryZambranoBelum ada peringkat
- API 5L-2007 Specification For Line PipeDokumen153 halamanAPI 5L-2007 Specification For Line Pipetom787485100% (1)
- Asme Section Ii A-2 Sa-961Dokumen12 halamanAsme Section Ii A-2 Sa-961Anonymous GhPzn1xBelum ada peringkat
- PD 8010-2 Presentation April 2005 NewDokumen40 halamanPD 8010-2 Presentation April 2005 NewAyub YaakobBelum ada peringkat
- Din en Iso 16135Dokumen26 halamanDin en Iso 16135Ahmed HassanBelum ada peringkat
- A182a182m PDFDokumen17 halamanA182a182m PDFIng. Adolfo GarciaBelum ada peringkat
- (1-VI) - Rules For Welding - 2013 PDFDokumen302 halaman(1-VI) - Rules For Welding - 2013 PDFKhoirulRamadhanBelum ada peringkat
- API 5L QuesDokumen33 halamanAPI 5L QuesRavindra S. Jivani100% (1)
- BGEP-JPKE-P133-PAXX-PL-08-142-0015-D (1) March 11Dokumen48 halamanBGEP-JPKE-P133-PAXX-PL-08-142-0015-D (1) March 11Gururaj P KundapurBelum ada peringkat
- PD 8010-2 Presentation April 2005 NewDokumen40 halamanPD 8010-2 Presentation April 2005 NewayoungaBelum ada peringkat
- BS5950 - Design of SHS Welded Joints PDFDokumen46 halamanBS5950 - Design of SHS Welded Joints PDFNelson Panjaitan100% (1)
- Astm A694Dokumen3 halamanAstm A694Muhammad Awais0% (1)
- Difference ASTM A106 and A333 Grade 6.Dokumen2 halamanDifference ASTM A106 and A333 Grade 6.Qaisir MehmoodBelum ada peringkat
- API-2W Grade 50 PDFDokumen2 halamanAPI-2W Grade 50 PDFFYBelum ada peringkat
- Mechanics of Offshore Pipelines, Volume 2: Buckle Propagation and ArrestDari EverandMechanics of Offshore Pipelines, Volume 2: Buckle Propagation and ArrestBelum ada peringkat
- Assessment of Flaws in Pipe Girth WeldsDokumen17 halamanAssessment of Flaws in Pipe Girth Weldssherviny100% (1)
- Project Report On Rope Making Machine From Waste Plastic BottlesDokumen69 halamanProject Report On Rope Making Machine From Waste Plastic BottlesPradnesh Mokal67% (3)
- Hull InspectionDokumen9 halamanHull InspectionTulen CabuldinBelum ada peringkat
- AISI 410 Stainless SteelDokumen2 halamanAISI 410 Stainless SteelSreenubabu KandruBelum ada peringkat
- A L F I: Cceptance Imit OR MperfectionsDokumen29 halamanA L F I: Cceptance Imit OR MperfectionsDavid MacatangayBelum ada peringkat
- Tech. Spec. For Flanges and Spectacle BlindsDokumen6 halamanTech. Spec. For Flanges and Spectacle Blindssanjay421Belum ada peringkat
- Plates - API-2W Grade 50Dokumen2 halamanPlates - API-2W Grade 50eduardoBelum ada peringkat
- Sa 537Dokumen6 halamanSa 537Mauricio Carestia100% (1)
- Sa 537Dokumen6 halamanSa 537Mauricio Carestia100% (1)
- EIL - Specification Sheet123Dokumen1 halamanEIL - Specification Sheet123Dinesh ChouguleBelum ada peringkat
- Sour Service Pipes - Annexure HDokumen6 halamanSour Service Pipes - Annexure HSubhajit Bhattacharya100% (1)
- RFQ Line Pipe GTCLDokumen43 halamanRFQ Line Pipe GTCLAJAY PatilBelum ada peringkat
- AMEC Specification For Titanium 01Dokumen9 halamanAMEC Specification For Titanium 01cenkturkerBelum ada peringkat
- Standards Comparison Steels For Offshore StructuresDokumen9 halamanStandards Comparison Steels For Offshore Structureshvdb72Belum ada peringkat
- BS en 10225 - 2009Dokumen81 halamanBS en 10225 - 2009Md Azahary100% (3)
- Asme Section Ii A-2 Sa-995Dokumen4 halamanAsme Section Ii A-2 Sa-995Anonymous GhPzn1xBelum ada peringkat
- The Offshore Pipeline Construction Industry: Activity Modeling and Cost Estimation in the U.S Gulf of MexicoDari EverandThe Offshore Pipeline Construction Industry: Activity Modeling and Cost Estimation in the U.S Gulf of MexicoBelum ada peringkat
- En10028-3 Ed-2003Dokumen20 halamanEn10028-3 Ed-2003Ranjith KumarBelum ada peringkat
- Material Selection For Sour Service Environment - Pipeline & Gas JournalDokumen6 halamanMaterial Selection For Sour Service Environment - Pipeline & Gas JournalimthiyazmuhammedBelum ada peringkat
- Ansi/Asme ASME B31.3 ASME B31.1: Power PlantDokumen60 halamanAnsi/Asme ASME B31.3 ASME B31.1: Power PlantMercyBelum ada peringkat
- Brochure Roll Bonded Clad Plates EDokumen36 halamanBrochure Roll Bonded Clad Plates EAries MarteBelum ada peringkat
- API STANDARD For PipingDokumen28 halamanAPI STANDARD For PipingsahaBelum ada peringkat
- Pipe Line DemagtizeDokumen2 halamanPipe Line DemagtizeJames Bradford100% (3)
- DNV-RP-F102 - Pipeline Field Joint Coating and Field Repair of Linepipe Coating, October 2003Dokumen38 halamanDNV-RP-F102 - Pipeline Field Joint Coating and Field Repair of Linepipe Coating, October 2003bjlozadaBelum ada peringkat
- Flanged Connection - Norsk Standard L-005Dokumen69 halamanFlanged Connection - Norsk Standard L-005Srdjan VareskicBelum ada peringkat
- Fire Fighting Equipment PDFDokumen112 halamanFire Fighting Equipment PDFHatem Jafoura100% (1)
- S. Sivanagaraju, Balasubba M., Reddy, D. Srilatha - Electric Energy - Generation, Utilization and Conservation (For Anna University) - Pearson Education (2011)Dokumen601 halamanS. Sivanagaraju, Balasubba M., Reddy, D. Srilatha - Electric Energy - Generation, Utilization and Conservation (For Anna University) - Pearson Education (2011)Pretty TopnoBelum ada peringkat
- Jis G 3106Dokumen1 halamanJis G 3106Jo FrancescBelum ada peringkat
- Material Requisition For Bolt and Nuts-Rev0Dokumen5 halamanMaterial Requisition For Bolt and Nuts-Rev0altipatlarBelum ada peringkat
- CladtekPresentation16 02 2011Dokumen30 halamanCladtekPresentation16 02 2011Chee Hong LeeBelum ada peringkat
- M503 PDFDokumen5 halamanM503 PDFLê Ngọc TàiBelum ada peringkat
- Overview of A Comprehensive Study To Understand Longitudinal ERW Seam FailuresDokumen19 halamanOverview of A Comprehensive Study To Understand Longitudinal ERW Seam FailuresCarlosAlbertoRibeiroRuyBelum ada peringkat
- Data Sheet Material 2.4819Dokumen3 halamanData Sheet Material 2.4819BoberBelum ada peringkat
- Introducing Hengtong MarineDokumen25 halamanIntroducing Hengtong MarineJuan R. López BetanzosBelum ada peringkat
- Specification For Forged or Rolled Alloy-Steel Pipe Flanges, Forged Fittings, and Valves and Parts For High-Temperature ServiceDokumen21 halamanSpecification For Forged or Rolled Alloy-Steel Pipe Flanges, Forged Fittings, and Valves and Parts For High-Temperature Servicecesar jaramilloBelum ada peringkat
- Lecture 6 - Pitting CorrosionDokumen14 halamanLecture 6 - Pitting Corrosionprakush01975225403Belum ada peringkat
- What Is Nace MR0175 Iso 15156Dokumen1 halamanWhat Is Nace MR0175 Iso 15156Quality controllerBelum ada peringkat
- MSS SP 95 00Dokumen16 halamanMSS SP 95 00Allan SousaBelum ada peringkat
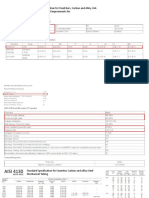
- AISI 4130: Standard Specification For Steel Bars, Carbon and Alloy, Hot-Wrought, General Requirements ForDokumen3 halamanAISI 4130: Standard Specification For Steel Bars, Carbon and Alloy, Hot-Wrought, General Requirements ForAndy SaputroBelum ada peringkat
- Standards For Pipeline Coatings: CanadDokumen11 halamanStandards For Pipeline Coatings: CanadMohamed DewidarBelum ada peringkat
- Nes 833-34 PDFDokumen2 halamanNes 833-34 PDFBHARGAVBelum ada peringkat
- Important Butt FusionDokumen22 halamanImportant Butt Fusionvipul anandBelum ada peringkat
- Weldability of High Performance Steels: 1-Professor, Omer Blodgett Chair of Welding Engineering, Letourneau UniversityDokumen16 halamanWeldability of High Performance Steels: 1-Professor, Omer Blodgett Chair of Welding Engineering, Letourneau Universitygowtham_venkat_4Belum ada peringkat
- 10 2118@178431-PaDokumen6 halaman10 2118@178431-Pathlim19078656Belum ada peringkat
- Microstructural Analysis of The As Welded Heat Affected Zone of A Grade 91 Steel Heavy Section WeldmentDokumen17 halamanMicrostructural Analysis of The As Welded Heat Affected Zone of A Grade 91 Steel Heavy Section Weldmentdavid perezBelum ada peringkat
- Asme Section Ii A-2 Sa-985 Sa-985mDokumen22 halamanAsme Section Ii A-2 Sa-985 Sa-985mAnonymous GhPzn1xBelum ada peringkat
- Asme Section Ii A-2 Sa-905Dokumen6 halamanAsme Section Ii A-2 Sa-905Anonymous GhPzn1xBelum ada peringkat
- Asme Section Ii A-2 Sa-1011 Sa-1011mDokumen10 halamanAsme Section Ii A-2 Sa-1011 Sa-1011mAnonymous GhPzn1xBelum ada peringkat
- Asme Section Ii A-2 Sa-1010 Sa-1010mDokumen4 halamanAsme Section Ii A-2 Sa-1010 Sa-1010mAnonymous GhPzn1xBelum ada peringkat
- Asme Section Ii A-2 Sa-1008 Sa-1008mDokumen10 halamanAsme Section Ii A-2 Sa-1008 Sa-1008mAnonymous GhPzn1xBelum ada peringkat
- 2016 - 10 Influence of Al Interlayer Thickness On Laser Welding of Mg-SteelDokumen11 halaman2016 - 10 Influence of Al Interlayer Thickness On Laser Welding of Mg-SteelAnonymous GhPzn1xBelum ada peringkat
- 2017 - 12 - Repairing Ultrasonic Welded Carbon Fiber - Reinforced Nylon 66 Composite PDFDokumen12 halaman2017 - 12 - Repairing Ultrasonic Welded Carbon Fiber - Reinforced Nylon 66 Composite PDFAnonymous GhPzn1xBelum ada peringkat
- 2016 - 12 Optical and Spectroscopic Study of A Submerged Arc Welding CavernDokumen9 halaman2016 - 12 Optical and Spectroscopic Study of A Submerged Arc Welding CavernAnonymous GhPzn1xBelum ada peringkat
- Tempering Behavior of The Fusion Boundary Region of Anf22 - 625 Weld OverlayDokumen14 halamanTempering Behavior of The Fusion Boundary Region of Anf22 - 625 Weld OverlayAnonymous GhPzn1xBelum ada peringkat
- Quantification of Residual Stresses in External Attachment Welding ApplicationDokumen16 halamanQuantification of Residual Stresses in External Attachment Welding ApplicationAnonymous GhPzn1xBelum ada peringkat
- 2017 - 05 Observation and Analysis of Three Dimensional Weld Pool Oscillation Dynamic BehaviorsDokumen11 halaman2017 - 05 Observation and Analysis of Three Dimensional Weld Pool Oscillation Dynamic BehaviorsAnonymous GhPzn1xBelum ada peringkat
- Asme Section Ii A-2 Sa-451 PDFDokumen6 halamanAsme Section Ii A-2 Sa-451 PDFAnonymous GhPzn1xBelum ada peringkat
- Asme Section II A-2 Sa-660Dokumen6 halamanAsme Section II A-2 Sa-660Anonymous GhPzn1xBelum ada peringkat
- Fiber Laser WeldingDokumen10 halamanFiber Laser WeldingAnonymous GhPzn1xBelum ada peringkat
- 2017 - 12 - Repairing Ultrasonic Welded Carbon Fiber - Reinforced Nylon 66 CompositeDokumen12 halaman2017 - 12 - Repairing Ultrasonic Welded Carbon Fiber - Reinforced Nylon 66 CompositeAnonymous GhPzn1xBelum ada peringkat
- Asme Section Ii A Sa-426 PDFDokumen6 halamanAsme Section Ii A Sa-426 PDFAnonymous GhPzn1xBelum ada peringkat
- Asme Section II A-2 Sa-662 Sa-662mDokumen6 halamanAsme Section II A-2 Sa-662 Sa-662mAnonymous GhPzn1xBelum ada peringkat
- Asme Section II A Sa 395 PDFDokumen12 halamanAsme Section II A Sa 395 PDFIksan MustofaBelum ada peringkat
- Asme Section II A-2 Sa-688 Sa-688mDokumen10 halamanAsme Section II A-2 Sa-688 Sa-688mAnonymous GhPzn1xBelum ada peringkat
- Expansion Joint Inspection and Test Plan Task Vendor TPI Inspection ClientDokumen2 halamanExpansion Joint Inspection and Test Plan Task Vendor TPI Inspection ClientMussab Salih100% (1)
- ISO 3834-2 Welding Process Check SheetDokumen3 halamanISO 3834-2 Welding Process Check SheetPradip SalunkheBelum ada peringkat
- Competency Based CurriculumDokumen23 halamanCompetency Based CurriculumREZEL CHARMIN GUINTE-MASANGKAYBelum ada peringkat
- Br20 - B.Tech. - Mechanical Engineering Syllabus: Course ObjectivesDokumen2 halamanBr20 - B.Tech. - Mechanical Engineering Syllabus: Course ObjectivesBashu Dev SanjelBelum ada peringkat
- Arcelormittal Tubular Products Iasi Product Portfolio European StandardsDokumen9 halamanArcelormittal Tubular Products Iasi Product Portfolio European StandardspendulaionBelum ada peringkat
- Saudiaramcostandards 140726082837 Phpapp01Dokumen12 halamanSaudiaramcostandards 140726082837 Phpapp01RakeshBelum ada peringkat
- Petrosleeve PresentationDokumen26 halamanPetrosleeve PresentationGerman Gonzalo RivasBelum ada peringkat
- Senior Welding Inspector: Multiple Choice Questions Paper 1: Name: . . DateDokumen6 halamanSenior Welding Inspector: Multiple Choice Questions Paper 1: Name: . . DateFuaz SukaryaBelum ada peringkat
- Lethal Service - Quick Guide - Pressure Vessel EngineeringDokumen8 halamanLethal Service - Quick Guide - Pressure Vessel EngineeringIara NascimentoBelum ada peringkat
- Avenue Installation and MaintenanceDokumen8 halamanAvenue Installation and MaintenanceFloorkitBelum ada peringkat
- BPW Agriculture Equipment BrochureDokumen20 halamanBPW Agriculture Equipment BrochureAndrew ReidBelum ada peringkat
- Flat Rack Fabrication RequirementsDokumen4 halamanFlat Rack Fabrication RequirementsJohnson Chng Hou KiatBelum ada peringkat
- JSA - Installation of U G PipingDokumen11 halamanJSA - Installation of U G PipingOws Anish100% (1)
- PC Spun PilesDokumen2 halamanPC Spun PilesFaridah Zahra100% (1)
- Utilization of Electrical EnergyDokumen8 halamanUtilization of Electrical EnergyKalyan BollapragadaBelum ada peringkat
- All-State Product Selection Guide: Welding, Brazing and Soldering Solutions For Maintenaince, Repair and FabricationDokumen19 halamanAll-State Product Selection Guide: Welding, Brazing and Soldering Solutions For Maintenaince, Repair and FabricationRobertoBelum ada peringkat
- VizagSteel MgmtTRAINEEDokumen28 halamanVizagSteel MgmtTRAINEERaghu88% (16)
- Electrode Material SelectionDokumen1 halamanElectrode Material SelectionJoel BrasilBorgesBelum ada peringkat
- Cyclones For Fluidized Bed ProcessesDokumen4 halamanCyclones For Fluidized Bed ProcessesswatkoolBelum ada peringkat
- Mefc 103 Module PreliminariesDokumen6 halamanMefc 103 Module PreliminariesVELASCO JULIE-ANN G.Belum ada peringkat
- Questions: AnswerDokumen5 halamanQuestions: AnswerMuhammad El-FahamBelum ada peringkat