Anda mungkin juga menyukai
- Basic Wear ModesDokumen6 halamanBasic Wear ModesolguinrfBelum ada peringkat
- D4741Dokumen8 halamanD4741rimi7alBelum ada peringkat
- Atomic Absorption Spectrophotometry For The Analysis of Wear Metals in Oil SamplesDokumen12 halamanAtomic Absorption Spectrophotometry For The Analysis of Wear Metals in Oil SamplesnguyenvugreenBelum ada peringkat
- Oil Analysis Checklist (For Basic Test Package) : Test Primary Cause Conditions ResponsibleDokumen1 halamanOil Analysis Checklist (For Basic Test Package) : Test Primary Cause Conditions Responsiblejuanmanuel_4615958Belum ada peringkat
- Whitepaper - Particle Counters For Oil Analysis - Design & Specifications PDFDokumen4 halamanWhitepaper - Particle Counters For Oil Analysis - Design & Specifications PDFAhmed El-ShafeiBelum ada peringkat
- ANALEX PQL Datasheet PDFDokumen2 halamanANALEX PQL Datasheet PDFmaye palominoBelum ada peringkat
- Investmech (Oil Analysis For PMM) TN R0.0Dokumen49 halamanInvestmech (Oil Analysis For PMM) TN R0.0Santiago Solorzano ValenciaBelum ada peringkat
- Design Engineer's Guide - Selecting A Lubricant For Ball ScrewsDokumen10 halamanDesign Engineer's Guide - Selecting A Lubricant For Ball ScrewsDat RomanBelum ada peringkat
- 12B OilAnalysisDokumen2 halaman12B OilAnalysisMuhamad BadarBelum ada peringkat
- Wear Particle Analysis of OilDokumen7 halamanWear Particle Analysis of OilChandan KumarBelum ada peringkat
- LT32599 10Dokumen38 halamanLT32599 10Angela BaileyBelum ada peringkat
- Shell Turbo T46 PDFDokumen2 halamanShell Turbo T46 PDFdionisio emilio reyes jimenezBelum ada peringkat
- Insolubles in Used Lubricating Oils: Standard Test Method ForDokumen5 halamanInsolubles in Used Lubricating Oils: Standard Test Method ForDennise Chicaiza100% (1)
- Clean Oil GuideDokumen28 halamanClean Oil GuideAlex VulpeBelum ada peringkat
- OIL Cleanliness FundamentalsDokumen43 halamanOIL Cleanliness FundamentalsPawan ChaturvediBelum ada peringkat
- Contamination Control Part2Dokumen3 halamanContamination Control Part2Othman MansoorBelum ada peringkat
- Astm D 4739Dokumen8 halamanAstm D 4739MartuaHaojahanSaragihSidabutarBelum ada peringkat
- ISO Codes & Noria Chart Explained 8-1-11 PDFDokumen11 halamanISO Codes & Noria Chart Explained 8-1-11 PDFJohanna ValdezBelum ada peringkat
- PTK1 Oil Analysis Patch Test KitDokumen2 halamanPTK1 Oil Analysis Patch Test KitВалерия КорнееваBelum ada peringkat
- Ferrography Overview PDFDokumen16 halamanFerrography Overview PDFfido aloneBelum ada peringkat
- Wear and Wear Mechanisms PDFDokumen29 halamanWear and Wear Mechanisms PDFmstfdrmzBelum ada peringkat
- Synthetics Lubricant Basestock Brochure - ExxonMobilDokumen13 halamanSynthetics Lubricant Basestock Brochure - ExxonMobilRafael Nakazato RecioBelum ada peringkat
- Centuralized Lube SystemDokumen4 halamanCenturalized Lube SystemAnibal RiosBelum ada peringkat
- Lubricant Condition Monitoring: Why The Lubricants MonitoringDokumen14 halamanLubricant Condition Monitoring: Why The Lubricants Monitoringrbdubey2020Belum ada peringkat
- RD 215 - Engine - 3110 - Ob2226661 - NDokumen1 halamanRD 215 - Engine - 3110 - Ob2226661 - Nopen hartigBelum ada peringkat
- Evaluating Compatibility of Binary Mixtures of Lubricating GreasesDokumen8 halamanEvaluating Compatibility of Binary Mixtures of Lubricating GreasesahmedBelum ada peringkat
- BD 108 - Engine - 3110 - Ob2226659 - BDokumen1 halamanBD 108 - Engine - 3110 - Ob2226659 - Bopen hartigBelum ada peringkat
- How To Choose The Right LubricantDokumen2 halamanHow To Choose The Right LubricantHesham MahdyBelum ada peringkat
- Splash Lubrication PDFDokumen32 halamanSplash Lubrication PDFRajender KumarBelum ada peringkat
- Tests For The Analysis of Used Lubricating GreaseDokumen36 halamanTests For The Analysis of Used Lubricating Greasegilar herliana putraBelum ada peringkat
- EB1605 Breather Ebook FinalDokumen15 halamanEB1605 Breather Ebook FinalArun PrakashBelum ada peringkat
- Turbine Oil QualityDokumen13 halamanTurbine Oil QualityJagadish PatraBelum ada peringkat
- Maintenance Functions: LubricationDokumen85 halamanMaintenance Functions: LubricationWalid MohammedBelum ada peringkat
- ASTMD1500.11975 ColorDokumen5 halamanASTMD1500.11975 ColorKaren DayanaBelum ada peringkat
- Signum Technical GuideDokumen30 halamanSignum Technical Guiderbdubey2020Belum ada peringkat
- D1404Dokumen4 halamanD1404rpajaro75Belum ada peringkat
- The Rights and Wrongs of Greasing From Selection To ApplicationDokumen6 halamanThe Rights and Wrongs of Greasing From Selection To ApplicationCeciliagorra100% (2)
- Particle Size Iso 4406Dokumen2 halamanParticle Size Iso 4406Repositorio MantenimientoBelum ada peringkat
- Overview of Rotating Disc Electrode (RDE) Optical Emission Spectroscopy For In-Service Oil AnalysisDokumen6 halamanOverview of Rotating Disc Electrode (RDE) Optical Emission Spectroscopy For In-Service Oil AnalysisenioleaoBelum ada peringkat
- Hy-Pro Gearbox Filtration OverviewDokumen4 halamanHy-Pro Gearbox Filtration OverviewlubangjarumBelum ada peringkat
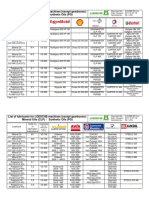
- List of Lubricants For LOESCHE-machines (Except Gearboxes) : Mineral Oils (CLP) / Synthetic Oils (PG)Dokumen8 halamanList of Lubricants For LOESCHE-machines (Except Gearboxes) : Mineral Oils (CLP) / Synthetic Oils (PG)MossaabSelaimiaBelum ada peringkat
- Grease Analysis in The Field:: White PaperDokumen10 halamanGrease Analysis in The Field:: White PaperjoshuadelapavaBelum ada peringkat
- D5967Dokumen42 halamanD5967jbaquerizo31Belum ada peringkat
- General Discussions On Lubricating OilsDokumen59 halamanGeneral Discussions On Lubricating OilsHari PurwadiBelum ada peringkat
- Astm 2270 Indice de Viscosidad PDFDokumen6 halamanAstm 2270 Indice de Viscosidad PDFgjusecheoBelum ada peringkat
- Manual of Analysis and Comparison Photographs: System ConditionsDokumen44 halamanManual of Analysis and Comparison Photographs: System ConditionsRichard De Medeiros CastroBelum ada peringkat
- Lubrication BasicsDokumen3 halamanLubrication BasicsVenkatesh RjBelum ada peringkat
- Guía de Pruebas de Campo e Inspecciones de Lubricación Bonus 1Dokumen36 halamanGuía de Pruebas de Campo e Inspecciones de Lubricación Bonus 1jbaquerizo31Belum ada peringkat
- TribologiaDokumen40 halamanTribologiaKevin Diaz NoriegaBelum ada peringkat
- Cimac Guideline Used Oil Analysis FinalDokumen14 halamanCimac Guideline Used Oil Analysis Finalhugo YangBelum ada peringkat
- Solving Varnish Problems in Gas Turbine Lubricants - TLT Article - Jan08Dokumen7 halamanSolving Varnish Problems in Gas Turbine Lubricants - TLT Article - Jan08Azhar1109Belum ada peringkat
- By: Muhammad Rafay IbadDokumen18 halamanBy: Muhammad Rafay IbadMuhammad sherazBelum ada peringkat
- Ferrography AnalysisDokumen34 halamanFerrography Analysistribo technicalBelum ada peringkat
- Ruler - Technology: Remaining Useful Life Evaluation RoutineDokumen6 halamanRuler - Technology: Remaining Useful Life Evaluation RoutineLord KrsnikBelum ada peringkat
- Chapter 6 LubricationDokumen24 halamanChapter 6 Lubricationchala nigussieBelum ada peringkat
- Eraspec Oil Article PinDokumen3 halamanEraspec Oil Article PinHARVY19Belum ada peringkat
- The Role of Soot Particles in The Tribological Behavior of Engine Lubricating OilsDokumen10 halamanThe Role of Soot Particles in The Tribological Behavior of Engine Lubricating OilsSebastian JosephBelum ada peringkat
- The Death of Reliability: Is it Too Late to Resurrect the Last, True Competitive Advantage?Dari EverandThe Death of Reliability: Is it Too Late to Resurrect the Last, True Competitive Advantage?Belum ada peringkat
- Mechanical PresentationsDokumen18 halamanMechanical Presentationsprateekg92Belum ada peringkat
- New Microsoft Word DocumentDokumen7 halamanNew Microsoft Word DocumentAjmal EsBelum ada peringkat
- Organ Is at IonDokumen11 halamanOrgan Is at IonAjmal EsBelum ada peringkat
- Affective ComputingDokumen44 halamanAffective ComputingAjmal EsBelum ada peringkat