Anda mungkin juga menyukai
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Analysis and Valuation of Disruption (Derek Nelson)Dokumen42 halamanThe Analysis and Valuation of Disruption (Derek Nelson)moentaseerBelum ada peringkat
- Etap Tip 007Dokumen6 halamanEtap Tip 007moentaseerBelum ada peringkat
- BEST Transformer Test Procedures enDokumen50 halamanBEST Transformer Test Procedures enPrem Kumar Nepal100% (9)
- TEP10 Natural Gas Liquefaction - 2008Dokumen28 halamanTEP10 Natural Gas Liquefaction - 2008viknesh100% (1)
- Indonesia Salary Guide Ebook PDFDokumen22 halamanIndonesia Salary Guide Ebook PDFteguh_setiono100% (2)
- Maurice Nicoll The Mark PDFDokumen4 halamanMaurice Nicoll The Mark PDFErwin KroonBelum ada peringkat
- Iec CodeDokumen14 halamanIec CodeShah JayBelum ada peringkat
- Electric MotorsDokumen25 halamanElectric Motorsnikorn123Belum ada peringkat
- Electric MotorsDokumen25 halamanElectric Motorsnikorn123Belum ada peringkat
- Road Map Menuju Kedaulatan Energi Dr. Tumiran DENDokumen52 halamanRoad Map Menuju Kedaulatan Energi Dr. Tumiran DENmmissuari100% (2)
- Power Supplies For Industrial Use - Rail Mounting - ABL8DCC05060Dokumen6 halamanPower Supplies For Industrial Use - Rail Mounting - ABL8DCC05060moentaseerBelum ada peringkat
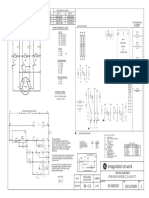
- GE-LSD Star DeltaDokumen1 halamanGE-LSD Star DeltamoentaseerBelum ada peringkat
- Lockout TagoutDokumen41 halamanLockout TagoutmoentaseerBelum ada peringkat
- M. Chapter 11 - Electrical SafetyDokumen113 halamanM. Chapter 11 - Electrical SafetymoentaseerBelum ada peringkat
- AC Motor Control CircuitDokumen29 halamanAC Motor Control CircuitThong Kin MunBelum ada peringkat
- IRENA Renewable Energy Road Map Indonesia Report 2017Dokumen108 halamanIRENA Renewable Energy Road Map Indonesia Report 2017Arief MustofaBelum ada peringkat
- Analysis of Wind Energy Prospect For Power Generation by Three Weibull Distribution Methods - ScienceDirectDokumen6 halamanAnalysis of Wind Energy Prospect For Power Generation by Three Weibull Distribution Methods - ScienceDirectmoentaseerBelum ada peringkat
- ANSI ESD S20.20-2014 Protection of Electrical DevicesDokumen19 halamanANSI ESD S20.20-2014 Protection of Electrical DevicesCristian Elieser Avila RojasBelum ada peringkat
- Attendance ReportDokumen145 halamanAttendance ReportmoentaseerBelum ada peringkat
- ANSI Device NumbersDokumen7 halamanANSI Device Numbersrajpre1213Belum ada peringkat
- CVBXCDokumen1 halamanCVBXCmoentaseerBelum ada peringkat
- Arc FlashDokumen4 halamanArc FlashmoentaseerBelum ada peringkat
- Arc FlashDokumen4 halamanArc FlashmoentaseerBelum ada peringkat
- List DownloadDokumen1 halamanList DownloadmoentaseerBelum ada peringkat
- GuideDokumen12 halamanGuidemoentaseerBelum ada peringkat
- Electric MotorDokumen25 halamanElectric MotormoentaseerBelum ada peringkat
- Nuclear Technology Review 2008Dokumen136 halamanNuclear Technology Review 2008moentaseerBelum ada peringkat
- GuideDokumen30 halamanGuidemoentaseerBelum ada peringkat
- Gas Distribution SystemDokumen121 halamanGas Distribution SystemmoentaseerBelum ada peringkat