Anda mungkin juga menyukai
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- KarcherDokumen21 halamanKarcherSIVARAMANJAGANATHANBelum ada peringkat
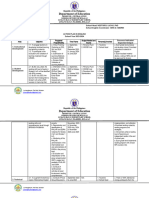
- English Action Plan 2023-2024Dokumen5 halamanEnglish Action Plan 2023-2024Gina DaligdigBelum ada peringkat
- Guidelines and Standards For External Evaluation Organisations 5th Edition v1.1Dokumen74 halamanGuidelines and Standards For External Evaluation Organisations 5th Edition v1.1Entrepre NurseBelum ada peringkat
- Lifestyle Mentor. Sally & SusieDokumen2 halamanLifestyle Mentor. Sally & SusieLIYAN SHENBelum ada peringkat
- Preview - ISO+8655 6 2022Dokumen6 halamanPreview - ISO+8655 6 2022s7631040Belum ada peringkat
- 2 Design Thinking - EN - pptx-ALVDokumen18 halaman2 Design Thinking - EN - pptx-ALVSalma Dhiya FauziyahBelum ada peringkat
- Mechatronics Course PlanDokumen3 halamanMechatronics Course PlanMohammad Faraz AkhterBelum ada peringkat
- Semantic SearchMonkeyDokumen39 halamanSemantic SearchMonkeyPaul TarjanBelum ada peringkat
- Imarest 2021 Warship Development 1997Dokumen43 halamanImarest 2021 Warship Development 1997nugrohoBelum ada peringkat
- Load Dwe Eigh Ing D Devi Ice: For R Elev Vators SDokumen28 halamanLoad Dwe Eigh Ing D Devi Ice: For R Elev Vators SNaren AnandBelum ada peringkat
- SThe Electric Double LayerDokumen1 halamanSThe Electric Double LayerDrishty YadavBelum ada peringkat
- Job No. 25800: Quebrada Blanca Fase 2Dokumen1 halamanJob No. 25800: Quebrada Blanca Fase 2Benjamín Muñoz MuñozBelum ada peringkat
- Heat Power Lab ManualDokumen68 halamanHeat Power Lab ManualRaghu KrishnanBelum ada peringkat
- Iphone 14 Pro Max Inspired Preset by Rey Dhen - XMPDokumen3 halamanIphone 14 Pro Max Inspired Preset by Rey Dhen - XMPRizkia Raisa SafitriBelum ada peringkat
- MPDFDokumen10 halamanMPDFshanmuganathan716Belum ada peringkat
- Aljotronic Control 2Dokumen30 halamanAljotronic Control 2Fuzzbuddy100% (1)
- Lesson 2 - Reflection PaperDokumen2 halamanLesson 2 - Reflection PaperkristhelynBelum ada peringkat
- Prescriptions For Closing The Seven Service Quality GapsDokumen1 halamanPrescriptions For Closing The Seven Service Quality GapsReema NegiBelum ada peringkat
- Intro To Geometric Design and Vertical AlignmentDokumen25 halamanIntro To Geometric Design and Vertical AlignmentAhsan ArfanBelum ada peringkat
- Question 1: As Shown in Figure 1. A 6-Pole, Long-Shunt Lap-Wound CompoundDokumen4 halamanQuestion 1: As Shown in Figure 1. A 6-Pole, Long-Shunt Lap-Wound Compoundالموعظة الحسنه chanelBelum ada peringkat
- Business Design Thinking - Nguyễn Quang MinhDokumen39 halamanBusiness Design Thinking - Nguyễn Quang MinhbuikimhoangoanhtqkBelum ada peringkat
- Renaissance QuestionsDokumen3 halamanRenaissance QuestionsHezel Escora NavalesBelum ada peringkat
- Consumer Behaviour ProjectDokumen43 halamanConsumer Behaviour ProjectMuhammad UsmanBelum ada peringkat
- Leap Motion PDFDokumen18 halamanLeap Motion PDFAnkiTwilightedBelum ada peringkat
- Risk LogDokumen1 halamanRisk LogOzu HedwigBelum ada peringkat
- Microwave Project ReportDokumen30 halamanMicrowave Project ReportMd RakibBelum ada peringkat
- Waste Heat BoilerDokumen7 halamanWaste Heat Boilerabdul karimBelum ada peringkat
- Vocabulary: Activity 1Dokumen18 halamanVocabulary: Activity 1Aurora GonzalezBelum ada peringkat
- A Presentation On Organizational Change ModelDokumen4 halamanA Presentation On Organizational Change ModelSandeepHacksBelum ada peringkat
- KIT REQUEST FORM - GradDokumen2 halamanKIT REQUEST FORM - Graddamie aadamsBelum ada peringkat