Anda mungkin juga menyukai
- Tratamentos térmicos e superficiais dos açosDari EverandTratamentos térmicos e superficiais dos açosPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- Princípios dos processos de fabricação utilizando metais e polímerosDari EverandPrincípios dos processos de fabricação utilizando metais e polímerosBelum ada peringkat
- Ar - Condicionado - 1450 - 1550 Da John DeereDokumen35 halamanAr - Condicionado - 1450 - 1550 Da John DeereZezinho zele100% (6)
- Transformações de fases em materiais metálicosDari EverandTransformações de fases em materiais metálicosPenilaian: 5 dari 5 bintang5/5 (1)
- Fundamentos da análise fractográfica de falhas de materias metálicosDari EverandFundamentos da análise fractográfica de falhas de materias metálicosBelum ada peringkat
- A Utilização De Material Lignocelulósico Na Produção De BioetanolDari EverandA Utilização De Material Lignocelulósico Na Produção De BioetanolBelum ada peringkat
- Livro PolímerosDokumen107 halamanLivro PolímerosLudmila LealBelum ada peringkat
- Polímeros BiodegradáveisDokumen29 halamanPolímeros BiodegradáveisDanielle100% (1)
- Borrachaseseus AditivosDokumen206 halamanBorrachaseseus AditivosLili Lilith100% (1)
- Projeto de molde de sopro para plásticosDokumen7 halamanProjeto de molde de sopro para plásticosmetalcoppi100% (1)
- Processamento de Termoplásticos - LivroDokumen429 halamanProcessamento de Termoplásticos - LivroFrancisco Lima50% (2)
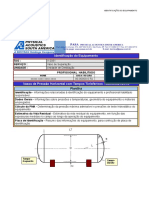
- Vasos Horizontais - Tampos Torisféricos - ExemploDokumen7 halamanVasos Horizontais - Tampos Torisféricos - ExemploMich3lstreetdk100% (1)
- Propriedades estruturais e físico-químicas de polímerosDokumen97 halamanPropriedades estruturais e físico-químicas de polímerosLeandro B. CastellanosBelum ada peringkat
- Processamento por extrusão de polímeros termoplásticosDokumen47 halamanProcessamento por extrusão de polímeros termoplásticosDiego DornelasBelum ada peringkat
- ElastomerosDokumen30 halamanElastomerosGilson VieiraBelum ada peringkat
- Materiais Cerâmicos 22-1Dokumen98 halamanMateriais Cerâmicos 22-1Luisinho Luis CesarBelum ada peringkat
- Polimeros Aula05Dokumen82 halamanPolimeros Aula05Rosilda MartinsBelum ada peringkat
- Calor Específico e Quantidade de CalorDokumen5 halamanCalor Específico e Quantidade de CalorRobson SalvianoBelum ada peringkat
- Injeção PlasticosDokumen99 halamanInjeção PlasticossmaferreBelum ada peringkat
- Cerâmicos, Polímeros e CompósitosDokumen66 halamanCerâmicos, Polímeros e CompósitosDaryl OliveiraBelum ada peringkat
- Processamento e Caracterização de PolímerosDokumen23 halamanProcessamento e Caracterização de PolímerosCelso da Silva100% (1)
- Moldagem por Sopro: Dependência e SincroniaDokumen46 halamanMoldagem por Sopro: Dependência e SincroniaThiago Soares Mazzocchi100% (3)
- Problemas de Injecao - Os DezMaisDokumen12 halamanProblemas de Injecao - Os DezMaisWesley OliveiraBelum ada peringkat
- 8 - Aula Materiais Poliméricos - 220606 - 142657Dokumen52 halaman8 - Aula Materiais Poliméricos - 220606 - 142657Vinicius MartinsBelum ada peringkat
- Metalurgia do Pó: Processo de Fabricação e AplicaçõesDokumen15 halamanMetalurgia do Pó: Processo de Fabricação e AplicaçõesMatheus QueirozBelum ada peringkat
- Processos de transformação de polímerosDokumen46 halamanProcessos de transformação de polímerosIgor AlexsanderBelum ada peringkat
- TermoformagemDokumen47 halamanTermoformagemsarinhadosantosBelum ada peringkat
- Aula 05 - TermoformagemDokumen20 halamanAula 05 - TermoformagemLizienny PeixotoBelum ada peringkat
- Termoformagem: processo, lâminas e fixaçãoDokumen37 halamanTermoformagem: processo, lâminas e fixaçãoedenireliasBelum ada peringkat
- Processamento e Comportamento Térmico de PolímerosDokumen50 halamanProcessamento e Comportamento Térmico de PolímerospauloquimasBelum ada peringkat
- Anexo III - Memória de Reforço - Torre Paranapiacaba - R00Dokumen53 halamanAnexo III - Memória de Reforço - Torre Paranapiacaba - R00Will F AlvesBelum ada peringkat
- Estudo defeitos peças plásticas injetadasDokumen5 halamanEstudo defeitos peças plásticas injetadasLucas MarcelinoBelum ada peringkat
- RotomoldagemDokumen94 halamanRotomoldagemMarcelo Kayser de Campos100% (1)
- Faísca - Problemas de Física-1 PDFDokumen117 halamanFaísca - Problemas de Física-1 PDFPaulo Kuhana Mudilo Mussaqui100% (4)
- Materiais Vítreos Graduação 2017 PDFDokumen160 halamanMateriais Vítreos Graduação 2017 PDFCamila SgarioniBelum ada peringkat
- Estudo do polimento de moldes e matrizes para redução de custosDokumen2 halamanEstudo do polimento de moldes e matrizes para redução de custosjuniorssa2003100% (1)
- Apostila Polímeros 2009Dokumen94 halamanApostila Polímeros 2009eliomar_biologoBelum ada peringkat
- Classificação de polímeros por estrutura químicaDokumen43 halamanClassificação de polímeros por estrutura químicaThiago CésarBelum ada peringkat
- Processos de moldagem de compostos de borrachaDokumen34 halamanProcessos de moldagem de compostos de borrachaJorge Costa RêgoBelum ada peringkat
- Caracterização de PolímerosDokumen15 halamanCaracterização de Polímerosdpaulo79Belum ada peringkat
- Defeitos em Peças Moldadas em PlásticoDokumen24 halamanDefeitos em Peças Moldadas em PlásticoMarco Silva100% (1)
- Relatório Extrusao - Processamento e Simulação de PolímerosDokumen16 halamanRelatório Extrusao - Processamento e Simulação de PolímerosAlexandre SilveiraBelum ada peringkat
- Seminário 2 Injeção e ExtrusãoDokumen22 halamanSeminário 2 Injeção e ExtrusãoCleber GuimarãesBelum ada peringkat
- Aula 3Dokumen48 halamanAula 3Alcione Galvão0% (1)
- Reações de Polimerização por Condensação e AdiçãoDokumen16 halamanReações de Polimerização por Condensação e AdiçãoFranciscoGermanoMartinsBelum ada peringkat
- Relatório de Estágio na TigreDokumen25 halamanRelatório de Estágio na TigreDaniel CarvalhoBelum ada peringkat
- Relatório 1 - Teste de ChamaDokumen13 halamanRelatório 1 - Teste de ChamaKaori Ouba100% (1)
- Elastomeros PDFDokumen20 halamanElastomeros PDFJulio RamalhoBelum ada peringkat
- Processamento de Elastômeros: Propriedades, Aditivos e ProcessosDokumen19 halamanProcessamento de Elastômeros: Propriedades, Aditivos e ProcessosBreno MarquesBelum ada peringkat
- Como Imprimir Filamento ABSDokumen6 halamanComo Imprimir Filamento ABSBruno DornelesBelum ada peringkat
- Cinética de Inchação Da Borracha Vulcanizada em Tolueno - CondoeiraDokumen7 halamanCinética de Inchação Da Borracha Vulcanizada em Tolueno - CondoeiraSilva CondoeiraBelum ada peringkat
- TermofixosDokumen47 halamanTermofixosMarlon BombiBelum ada peringkat
- Ciclo Da Injeção PlásticaDokumen17 halamanCiclo Da Injeção PlásticaEstella CossetinBelum ada peringkat
- Processamento de TermoplasticosDokumen62 halamanProcessamento de TermoplasticosMariana. XMBelum ada peringkat
- Seleção de materiais e análise de falhasDokumen32 halamanSeleção de materiais e análise de falhasJeferson FigueiredoBelum ada peringkat
- Aula 1 Sólidos Cristalinos e Defeitos CristalinosDokumen41 halamanAula 1 Sólidos Cristalinos e Defeitos CristalinosPaulo SantosBelum ada peringkat
- Cerâmico, Polímeros e CompósitosDokumen60 halamanCerâmico, Polímeros e CompósitosELTON LEMOSBelum ada peringkat
- Introdução A Engenharia de Materiais - RESUMODokumen10 halamanIntrodução A Engenharia de Materiais - RESUMOCaio KuribayashiBelum ada peringkat
- Estrutura e DeformaçãoDokumen48 halamanEstrutura e Deformaçãoeric.antunesBelum ada peringkat
- Metais Ceramicas Polimeros e CompositosDokumen121 halamanMetais Ceramicas Polimeros e CompositosKelvi Gomes de Oliveira50% (2)
- Aula 01 - 19-07-16 - Materiais de Construção II PDFDokumen35 halamanAula 01 - 19-07-16 - Materiais de Construção II PDFMacielNatieleBelum ada peringkat
- Ligas MetálicasDokumen56 halamanLigas MetálicasRicardoGomesBelum ada peringkat
- Materiais Metlicos Polimricos e Cermicos - Parte BDokumen30 halamanMateriais Metlicos Polimricos e Cermicos - Parte BRonivaldo L. DiasBelum ada peringkat
- Aula 1Dokumen40 halamanAula 1Paloma Ribeiro de OliveiraBelum ada peringkat
- 24072023Dokumen69 halaman24072023Melvin RainenBelum ada peringkat
- 299 Perguntas Sobre Remoção TérmicaDokumen83 halaman299 Perguntas Sobre Remoção TérmicaRodrigo Castelan ChitolinaBelum ada peringkat
- Posteiro - 2011 - 08Dokumen16 halamanPosteiro - 2011 - 08Rodrigo Castelan ChitolinaBelum ada peringkat
- Indutância e IndutoresDokumen15 halamanIndutância e IndutoresRodrigo Castelan ChitolinaBelum ada peringkat
- Vet OresDokumen8 halamanVet OresRodrigo Castelan ChitolinaBelum ada peringkat
- Ensaio de CisalhamentoDokumen6 halamanEnsaio de CisalhamentoRodrigo Castelan ChitolinaBelum ada peringkat
- Máquinas síncronas: ajuste do fator de potência e impacto nas perdas da redeDokumen27 halamanMáquinas síncronas: ajuste do fator de potência e impacto nas perdas da redeFernando SouzaBelum ada peringkat
- Teste Formativo 2Dokumen3 halamanTeste Formativo 2Marta RodriguesBelum ada peringkat
- Materiais para Ferramentas de CorteDokumen59 halamanMateriais para Ferramentas de Cortesalomao lucio dos santosBelum ada peringkat
- 01 ETEC PotênciaDokumen5 halaman01 ETEC Potênciaevaristo gonçalves oliveiraBelum ada peringkat
- Exercicios Resolvidos de r1Dokumen1 halamanExercicios Resolvidos de r1Wayne Phillips50% (2)
- Principios Da Optica Geometrica e Suas eDokumen9 halamanPrincipios Da Optica Geometrica e Suas eJair Valadares CostaBelum ada peringkat
- Preços unitários de serviços topográficos e sondagensDokumen85 halamanPreços unitários de serviços topográficos e sondagensFilipeBelum ada peringkat
- Fenômenos Interfaciais e Cargas SuperficiaisDokumen12 halamanFenômenos Interfaciais e Cargas SuperficiaisAfrânio JuniorBelum ada peringkat
- NBR 12596 NB 1414 - Dimension Amen To Hidraulico de Chamines de Equilibrio para Pequenas Centrais Hidreletricas (PCH)Dokumen5 halamanNBR 12596 NB 1414 - Dimension Amen To Hidraulico de Chamines de Equilibrio para Pequenas Centrais Hidreletricas (PCH)Jersé MessiasBelum ada peringkat
- Ligações Químicas 3Dokumen65 halamanLigações Químicas 3Michel SouzaBelum ada peringkat
- MecDokumen71 halamanMecUeiglas VanderleiBelum ada peringkat
- Resistência dos Materiais - Aula Prática sobre Tração e Compressão em Estruturas IsostáticasDokumen8 halamanResistência dos Materiais - Aula Prática sobre Tração e Compressão em Estruturas IsostáticasMartin MitsengaBelum ada peringkat
- 03 - Dee261 - Operacoes - Unitarias - Metodos - de - Operação - Dos - Evaporadores - 2023 - 2Dokumen23 halaman03 - Dee261 - Operacoes - Unitarias - Metodos - de - Operação - Dos - Evaporadores - 2023 - 2natalianeumannBelum ada peringkat
- Mecânica Ventilatória: Pressão, Volume e Troca GasosaDokumen37 halamanMecânica Ventilatória: Pressão, Volume e Troca GasosaLuana FredoBelum ada peringkat
- Lista de exercícios de transporte de fluidosDokumen4 halamanLista de exercícios de transporte de fluidosPâmella BernardesBelum ada peringkat
- Controle de Vibrações em MáquinasDokumen21 halamanControle de Vibrações em MáquinasCarolina TelesBelum ada peringkat
- Diagrama Eletrico d61Dokumen12 halamanDiagrama Eletrico d61Filipe MartimilianoBelum ada peringkat
- Como aplicar emulsão asfáltica e asfalto líquido de forma corretaDokumen7 halamanComo aplicar emulsão asfáltica e asfalto líquido de forma corretaEdson MiguelBelum ada peringkat
- Atividades 2° AnoDokumen3 halamanAtividades 2° AnoanalaurademoraissilvaBelum ada peringkat
- Ficha n.o 03 | FQ-A_11.o anoDokumen5 halamanFicha n.o 03 | FQ-A_11.o anoTânia Cristina PiresBelum ada peringkat
- Lei Da Velocidade M E IDokumen6 halamanLei Da Velocidade M E ILaila BanckBelum ada peringkat
- Material Didático Refrigeração PDFDokumen97 halamanMaterial Didático Refrigeração PDFRílammis SantosBelum ada peringkat
- NBR 09479 1994 Cura de CP de ConcretoDokumen2 halamanNBR 09479 1994 Cura de CP de ConcretoDavi FonsecaBelum ada peringkat
- Mecânica dos Fluidos e Transferência de Calor - Prova P02Dokumen2 halamanMecânica dos Fluidos e Transferência de Calor - Prova P02THAISA CRISTINA DEMARCOBelum ada peringkat