Anda mungkin juga menyukai
- Event Management (MAX FIT)Dokumen12 halamanEvent Management (MAX FIT)vkrish6Belum ada peringkat
- Standard Work Combination SheetsDokumen1 halamanStandard Work Combination Sheetslam nguyenBelum ada peringkat
- Id or Class Are SimplyDokumen5 halamanId or Class Are SimplyK CorBelum ada peringkat
- MTTR & MTBF TrendDokumen2 halamanMTTR & MTBF TrendMASU BRAKE PADS QABelum ada peringkat
- Cqi 9 Errata AIAGDokumen5 halamanCqi 9 Errata AIAGRafael AlvesBelum ada peringkat
- QMS Awareness ProgramDokumen9 halamanQMS Awareness ProgramshravandownloadBelum ada peringkat
- Sensor KistlerDokumen2 halamanSensor KistlerFco JavierBelum ada peringkat
- Controlling The Assembly Process With The Use of SPCDokumen6 halamanControlling The Assembly Process With The Use of SPCSRIDHAREEE61Belum ada peringkat
- Is 1363 - 1 2002Dokumen13 halamanIs 1363 - 1 2002Sourav HaitBelum ada peringkat
- Layered Process Audit ChecksheetDokumen3 halamanLayered Process Audit ChecksheetKevin Poore100% (1)
- QC 080000-2005 (2nd Ed) IECQ-HSPMDokumen16 halamanQC 080000-2005 (2nd Ed) IECQ-HSPMISO VintecomBelum ada peringkat
- Agilent Calibration FrequencyDokumen6 halamanAgilent Calibration Frequencyzilangamba_s4535Belum ada peringkat
- Capacity Verification Run at Rate IpaDokumen4 halamanCapacity Verification Run at Rate IpaBES100% (1)
- TKW Fasteners ProfileDokumen37 halamanTKW Fasteners ProfileRishi GautamBelum ada peringkat
- Lesson LearnedDokumen1 halamanLesson LearnedR KumarBelum ada peringkat
- UntitledDokumen19 halamanUntitledSuresh KumarBelum ada peringkat
- Thyssenkrupp - Supplier Rating PDFDokumen18 halamanThyssenkrupp - Supplier Rating PDFmihaichfBelum ada peringkat
- 1363 3Dokumen7 halaman1363 3Shounak DeBelum ada peringkat
- BGL-FM-HR-38 Training Cum Effectiveness Record 01Dokumen2 halamanBGL-FM-HR-38 Training Cum Effectiveness Record 01Mohit SinghBelum ada peringkat
- Statistical Process Control For Attribute Data (SPC)Dokumen45 halamanStatistical Process Control For Attribute Data (SPC)RajanishshettyBelum ada peringkat
- Quality Policy and Quality ObjectivesDokumen2 halamanQuality Policy and Quality ObjectivesrabiulfBelum ada peringkat
- FIR-garments PDFDokumen4 halamanFIR-garments PDFTarun PariharBelum ada peringkat
- CQI 9 3rd Edition Errata SheetDokumen2 halamanCQI 9 3rd Edition Errata SheetANONIMOBelum ada peringkat
- Non-Conformity Report & Corrective Action: Description of Non-ConformanceDokumen1 halamanNon-Conformity Report & Corrective Action: Description of Non-Conformanceazadsingh1Belum ada peringkat
- Dead Endclamp Failure AnalysisDokumen26 halamanDead Endclamp Failure AnalysisRK KumarBelum ada peringkat
- Kanban AbbDokumen33 halamanKanban AbbHiralal SenapatiBelum ada peringkat
- MSA FormatDokumen4 halamanMSA FormatSaurabh PhandBelum ada peringkat
- Keerthi Engineering: Initial Production Part TagDokumen2 halamanKeerthi Engineering: Initial Production Part Tagkeerthi EngineeringBelum ada peringkat
- Joncryl 678 TDSDokumen2 halamanJoncryl 678 TDSAllen Kam100% (1)
- QC ToolsDokumen51 halamanQC ToolsMonu SharmaBelum ada peringkat
- Annealing BatchDokumen17 halamanAnnealing BatchGokulraju RangasamyBelum ada peringkat
- Skill Matrix: 1 - Basic Trg. AcquiredDokumen4 halamanSkill Matrix: 1 - Basic Trg. AcquiredDinesh KumarBelum ada peringkat
- Supplier APQP TrainingDokumen32 halamanSupplier APQP TrainingvivekBelum ada peringkat
- 23.sop - HRDDokumen4 halaman23.sop - HRDrishi gautamBelum ada peringkat
- JD KRA LAB TeamDokumen27 halamanJD KRA LAB TeamANILBelum ada peringkat
- Compound Machine ReportDokumen9 halamanCompound Machine Reportapi-300746898Belum ada peringkat
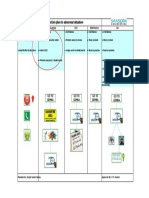
- Standard Reaction Plan To Abnormal Situation: Restart ProcessDokumen1 halamanStandard Reaction Plan To Abnormal Situation: Restart ProcessDeepak kumarBelum ada peringkat
- Customer Specific Requirements MatrixDokumen4 halamanCustomer Specific Requirements Matrixjefry sitorusBelum ada peringkat
- Process Audit Check SheetDokumen5 halamanProcess Audit Check SheetaliBelum ada peringkat
- IATF - International Automotive Task ForceDokumen10 halamanIATF - International Automotive Task ForceBeli NovareseBelum ada peringkat
- Nikhil Quality 6YOEDokumen3 halamanNikhil Quality 6YOENikhil DhimanBelum ada peringkat
- Apqp PQP Flow ChartDokumen1 halamanApqp PQP Flow ChartmjapmgBelum ada peringkat
- Toyota Process Flow Analysis: ToyotaprocessflowanalysisDokumen5 halamanToyota Process Flow Analysis: ToyotaprocessflowanalysisRoel DavidBelum ada peringkat
- MTBF - MTTRDokumen11 halamanMTBF - MTTRYogesh BadheBelum ada peringkat
- BP-5.1.2D OJT Effectiveness SHEET - Level-2Dokumen1 halamanBP-5.1.2D OJT Effectiveness SHEET - Level-2shinuBelum ada peringkat
- Updates Dec09 AIAG FMEA-Ranking-TablesDokumen3 halamanUpdates Dec09 AIAG FMEA-Ranking-TablesSuresh Velu100% (1)
- Six Sigma LEANDokumen7 halamanSix Sigma LEANAkshita MuskanBelum ada peringkat
- Tuv Rheinland Training Schedule 2017Dokumen19 halamanTuv Rheinland Training Schedule 2017ramnathBelum ada peringkat
- OEE: Overall Equipment Efficiency: OrganizerDokumen5 halamanOEE: Overall Equipment Efficiency: OrganizerSachin RamdurgBelum ada peringkat
- Escalation Procedure Updated 020915Dokumen30 halamanEscalation Procedure Updated 020915Joezel Juaman Maglajos100% (1)
- 5 S and Six SigmaDokumen19 halaman5 S and Six SigmaAnandraj004Belum ada peringkat
- Statistical Process Control ChartDokumen69 halamanStatistical Process Control ChartLeechel Ella Recalde (Ellie)Belum ada peringkat
- Automotive Quality Management Systems A Complete Guide - 2020 EditionDari EverandAutomotive Quality Management Systems A Complete Guide - 2020 EditionBelum ada peringkat
- 0601 FortecstarDokumen3 halaman0601 FortecstarAlexander WieseBelum ada peringkat
- Moeller Vol07 - Tab02 Signal Tower PDFDokumen46 halamanMoeller Vol07 - Tab02 Signal Tower PDFArga WahyumiantoBelum ada peringkat
- Cortex - M1: Technical Reference ManualDokumen174 halamanCortex - M1: Technical Reference ManualSzilárd MájerBelum ada peringkat
- SC Circular Re BP 22 Docket FeeDokumen2 halamanSC Circular Re BP 22 Docket FeeBenjamin HaysBelum ada peringkat
- Manual Teclado GK - 340Dokumen24 halamanManual Teclado GK - 340gciamissBelum ada peringkat
- Roasted and Ground Coffee Manufacturing Industry Feasibility StudyDokumen22 halamanRoasted and Ground Coffee Manufacturing Industry Feasibility StudyGhirmaye AbebeBelum ada peringkat
- Pay Policy and Salary ScalesDokumen22 halamanPay Policy and Salary ScalesGodwin MendezBelum ada peringkat
- Move It 3. Test U3Dokumen2 halamanMove It 3. Test U3Fabian AmayaBelum ada peringkat
- Midterm Quiz 1 March 9.2021 QDokumen5 halamanMidterm Quiz 1 March 9.2021 QThalia RodriguezBelum ada peringkat
- Daily Price Monitoring: Retail Prices of Selected Agri-Fishery Commodities in Selected Markets in Metro ManilaDokumen3 halamanDaily Price Monitoring: Retail Prices of Selected Agri-Fishery Commodities in Selected Markets in Metro ManilaRio CorralBelum ada peringkat
- Comprehensive Drug Abuse Prevention and Control Act of 1970Dokumen2 halamanComprehensive Drug Abuse Prevention and Control Act of 1970Bryan AbestaBelum ada peringkat
- Bit2203 Advanced Object-Oriented Programming Lectures Sep 2021Dokumen250 halamanBit2203 Advanced Object-Oriented Programming Lectures Sep 2021Agnes MathekaBelum ada peringkat
- EquisetopsidaDokumen4 halamanEquisetopsidax456456456xBelum ada peringkat
- Effect of End Blocks On Anchorage Zone Stresses in Prestressed Concrete GirdersDokumen15 halamanEffect of End Blocks On Anchorage Zone Stresses in Prestressed Concrete Girdersrohit kumarBelum ada peringkat
- CSP Study Course 2 Willard StephensonDokumen137 halamanCSP Study Course 2 Willard Stephensonsamer alrawashdehBelum ada peringkat
- Msds 77211 enDokumen13 halamanMsds 77211 enJulius MwakaBelum ada peringkat
- Legal Framework of Industrial RelationsDokumen18 halamanLegal Framework of Industrial Relationsdeepu0787Belum ada peringkat
- CPCDokumen6 halamanCPCpranjalBelum ada peringkat
- Object Based and Unified StorageDokumen12 halamanObject Based and Unified Storageashu narayanBelum ada peringkat
- 09 20 17Dokumen26 halaman09 20 17WoodsBelum ada peringkat
- DefinitionDokumen6 halamanDefinitionRatul HasanBelum ada peringkat
- Method Statement Footing - PDF - Concrete - Deep FoundationDokumen12 halamanMethod Statement Footing - PDF - Concrete - Deep FoundationJYDP RBelum ada peringkat
- 40 MTCNA QuestionsDokumen10 halaman40 MTCNA QuestionsM Aris Firjatullah FirdausBelum ada peringkat
- 1 Conflict in NG - Report - 28FEB2018Dokumen46 halaman1 Conflict in NG - Report - 28FEB2018KrishnaBelum ada peringkat
- Resume 202309040934Dokumen5 halamanResume 202309040934dubai eyeBelum ada peringkat
- AWS Migrate Resources To New RegionDokumen23 halamanAWS Migrate Resources To New Regionsruthi raviBelum ada peringkat
- D13A540, EU4SCR - Eng - 01 - 1499912Dokumen2 halamanD13A540, EU4SCR - Eng - 01 - 1499912javed samaaBelum ada peringkat
- Ranking - Best Multivitamins in 2018Dokumen7 halamanRanking - Best Multivitamins in 2018JosephVillanuevaBelum ada peringkat