Anda mungkin juga menyukai
- Cinetica RadioativaDokumen38 halamanCinetica RadioativajparatyBelum ada peringkat
- Especificação Do Produto Loja Do MecanicoDokumen2 halamanEspecificação Do Produto Loja Do MecanicoDaiane X DiogoBelum ada peringkat
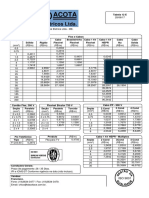
- Preços de fios e cabos elétricosDokumen1 halamanPreços de fios e cabos elétricosFLÁVIO MARIANOBelum ada peringkat
- 50 Anos Luz Camera e Acão - Edgar MouraDokumen343 halaman50 Anos Luz Camera e Acão - Edgar MouraGuilherme Balconi100% (4)
- Radiação Eletromagnética - Wikipédia, A Enciclopédia LivreDokumen35 halamanRadiação Eletromagnética - Wikipédia, A Enciclopédia LivreBrasil Modesto Aristides DanielBelum ada peringkat
- Mapa - Hidráulica - 52 2023Dokumen9 halamanMapa - Hidráulica - 52 2023Fabio GuimaraesBelum ada peringkat
- Guia de montagem da caixa de controle VRVDokumen14 halamanGuia de montagem da caixa de controle VRVDioneBelum ada peringkat
- Dimensionamento de rolamentos de esferas para cargas estáticas e dinâmicasDokumen24 halamanDimensionamento de rolamentos de esferas para cargas estáticas e dinâmicasMarcos MorachickBelum ada peringkat
- Diário Oficial Da União: Portaria #369, de 8 de Setembro de 2021Dokumen15 halamanDiário Oficial Da União: Portaria #369, de 8 de Setembro de 2021João Vitor Rodrigues SampaioBelum ada peringkat
- Teoria Aprofundada - DiodosDokumen75 halamanTeoria Aprofundada - DiodosLeandro ZamaroBelum ada peringkat
- Método de Dimensionamento de Sistemas Autônomos Fotovoltaicos de Iluminação Pública Baseado Na Análise Da Dinâmica Diária de Geração e ConsumoDokumen98 halamanMétodo de Dimensionamento de Sistemas Autônomos Fotovoltaicos de Iluminação Pública Baseado Na Análise Da Dinâmica Diária de Geração e ConsumoLeandro HonorioBelum ada peringkat
- Manual - Injecao - Injepro s3000Dokumen52 halamanManual - Injecao - Injepro s3000Alex RodriguesBelum ada peringkat
- Apresentação MCTI (INSPEÇÃO TÉCNICA - 2017) 10-04-2019Dokumen38 halamanApresentação MCTI (INSPEÇÃO TÉCNICA - 2017) 10-04-2019Alessandro Castro de OliveiraBelum ada peringkat
- Manual-De-Instrucoes A20 PT Es Rev0Dokumen24 halamanManual-De-Instrucoes A20 PT Es Rev0taller industrial tallerBelum ada peringkat
- 1 Reflexão VirtualDokumen5 halaman1 Reflexão VirtualZe LimaBelum ada peringkat
- Cálculo dos alimentadores BT para nova sede administrativaDokumen5 halamanCálculo dos alimentadores BT para nova sede administrativaRodrigo TorquatoBelum ada peringkat
- TCC Igor e Pedro - 14.12.2020 Versão FinalDokumen101 halamanTCC Igor e Pedro - 14.12.2020 Versão FinaldiogokropfBelum ada peringkat
- Ligação Química e Propriedades das SubstânciasDokumen3 halamanLigação Química e Propriedades das SubstânciasjferBelum ada peringkat
- Operações unitárias 2 – 3a lista de exercícios de destilação e separação de fluidosDokumen11 halamanOperações unitárias 2 – 3a lista de exercícios de destilação e separação de fluidosBruno SantosBelum ada peringkat
- Aula Q. Geral EC - Núcleo Atômico Parte IDokumen30 halamanAula Q. Geral EC - Núcleo Atômico Parte Ilucas emanoel batista fernandesBelum ada peringkat
- Eletrodeposição ProcessosDokumen28 halamanEletrodeposição ProcessosJoão Lucas BarrosBelum ada peringkat
- Modelos moleculares e fórmulas químicasDokumen4 halamanModelos moleculares e fórmulas químicasPaulo AlexandreBelum ada peringkat
- Procedimento de Soldagem de TubulaestubulaesDokumen136 halamanProcedimento de Soldagem de TubulaestubulaesMarcelo Rubens F. SilvaBelum ada peringkat
- NBR-15809 - Extintores de Incêndio Sobre Rodas PDFDokumen61 halamanNBR-15809 - Extintores de Incêndio Sobre Rodas PDFRicardo R. L. Corrêa0% (1)
- Cap5 ResumoDokumen7 halamanCap5 ResumoMaria EduardaBelum ada peringkat
- Aula (3) Métodos de Partida de Motores de Indução TrifásicosDokumen59 halamanAula (3) Métodos de Partida de Motores de Indução TrifásicosMatias HubertBelum ada peringkat
- Tipos Fusíveis ProteçãoDokumen3 halamanTipos Fusíveis ProteçãoLuiz Silva100% (1)
- 04 de Dezembro Prep e AdvDokumen3 halaman04 de Dezembro Prep e AdvFernanda Ruviaro CherobiniBelum ada peringkat
- Apostila Partida GeradoresDokumen12 halamanApostila Partida GeradoresAlmir RodriguesBelum ada peringkat
- Nanotecnologia Aplicada A Indústria CosméticaDokumen2 halamanNanotecnologia Aplicada A Indústria CosméticaIsabelle ZuluagaBelum ada peringkat