Anda mungkin juga menyukai
- Process of Refinery: Chapter-1Dokumen43 halamanProcess of Refinery: Chapter-1veena0602Belum ada peringkat
- Processing Contaminants in Edible Oils: MCPD and Glycidyl EstersDari EverandProcessing Contaminants in Edible Oils: MCPD and Glycidyl EstersShaun MacMahonBelum ada peringkat
- Crude Oil DistillationDokumen15 halamanCrude Oil DistillationAjayMehraBelum ada peringkat
- CHAPTER VI - Oil & Gas DownstreamDokumen70 halamanCHAPTER VI - Oil & Gas DownstreamRUFFALYN FINCALEROBelum ada peringkat
- Waste and Biodiesel: Feedstocks and Precursors for CatalystsDari EverandWaste and Biodiesel: Feedstocks and Precursors for CatalystsBelum ada peringkat
- Resid Hydrocracking Better Than Delayed Coking in Case Studies - Oil & Gas JournalDokumen4 halamanResid Hydrocracking Better Than Delayed Coking in Case Studies - Oil & Gas Journalcool_ddBelum ada peringkat
- Optimization of Crude Oil DistillationDokumen8 halamanOptimization of Crude Oil DistillationJar RSBelum ada peringkat
- Methyl Alcohol Plant CostDokumen3 halamanMethyl Alcohol Plant CostIntratec SolutionsBelum ada peringkat
- Refining-Petrochemical Integration-FCC Gasoline To PetrochemicalsDokumen4 halamanRefining-Petrochemical Integration-FCC Gasoline To PetrochemicalsKwangsjungBelum ada peringkat
- CASE STUDY-Rockwell PetroleumDokumen2 halamanCASE STUDY-Rockwell Petroleumanurag10julyBelum ada peringkat
- Modeling of Hydro CrackerDokumen19 halamanModeling of Hydro Crackerapi-3709413100% (2)
- ROSE® Process Offers Energy Savings For Solvent ExtractionDokumen14 halamanROSE® Process Offers Energy Savings For Solvent Extractiona_abbaspourBelum ada peringkat
- Oil Ref Walk ThroughDokumen7 halamanOil Ref Walk ThroughSumedh SinghBelum ada peringkat
- FCC 2Dokumen17 halamanFCC 2bac_nobita7657Belum ada peringkat
- 1 - CL619 RPD - Properties Calculation PDFDokumen166 halaman1 - CL619 RPD - Properties Calculation PDFPankaj Kumar SainiBelum ada peringkat
- Scheduling Crude Oil Loading and UnloadingDokumen32 halamanScheduling Crude Oil Loading and UnloadingnckpourlasBelum ada peringkat
- CFC 1criterionbrochureDokumen19 halamanCFC 1criterionbrochureSuraj Amin100% (1)
- Palm Oil FractionationDokumen2 halamanPalm Oil FractionationChiew Let Chong0% (1)
- Axens PDFDokumen20 halamanAxens PDFHeri RustamajiBelum ada peringkat
- Presentations 15Dokumen44 halamanPresentations 15thirumalaiBelum ada peringkat
- Selection of Technologies For Gas Plant NaturalDokumen15 halamanSelection of Technologies For Gas Plant NaturaljxlBelum ada peringkat
- Lecture 3: Petroleum Refining Overview: 3.1 Crude OilDokumen66 halamanLecture 3: Petroleum Refining Overview: 3.1 Crude OilKumar AyushBelum ada peringkat
- Resolving Process Distillation Equipment OpportunitiesDokumen13 halamanResolving Process Distillation Equipment Opportunitiesrvkumar61Belum ada peringkat
- Oil Refinery ProcessDokumen44 halamanOil Refinery ProcessJunaid IqbalBelum ada peringkat
- Coke Formation in The Thermal CrackinDokumen7 halamanCoke Formation in The Thermal Crackinfaez100% (1)
- Upgrading-Of-Heavy-Oils Ancheyta 2013 PDFDokumen26 halamanUpgrading-Of-Heavy-Oils Ancheyta 2013 PDFRafael Quintana MejiaBelum ada peringkat
- The Structure of The Indian Petrochemical IndustryDokumen56 halamanThe Structure of The Indian Petrochemical IndustryAshwin RamayyagariBelum ada peringkat
- Isomax ProcessDokumen8 halamanIsomax ProcessKarthick RaghuBelum ada peringkat
- Techno-Economic Assessment About SyngasDokumen4 halamanTechno-Economic Assessment About SyngasIntratec SolutionsBelum ada peringkat
- Murphy Oil USA, Inc Meraux Refinery SO2 Emission Basis ObjectionsDokumen43 halamanMurphy Oil USA, Inc Meraux Refinery SO2 Emission Basis ObjectionsHot TopicsBelum ada peringkat
- Fluid Catalytic CrackingDokumen20 halamanFluid Catalytic CrackingSandeep KumarBelum ada peringkat
- Unit-Iii Processing of Olefinic C4 and C5 Cut From Steam Cracking and Fluid Catalytic CrackingDokumen38 halamanUnit-Iii Processing of Olefinic C4 and C5 Cut From Steam Cracking and Fluid Catalytic Crackinganil kumarBelum ada peringkat
- Lecture 1Dokumen22 halamanLecture 1Amit Narayan RaiBelum ada peringkat
- Conversion of Isobutylene To Propylene PDFDokumen9 halamanConversion of Isobutylene To Propylene PDFtannytranBelum ada peringkat
- 01pa JB 2 6 PDFDokumen9 halaman01pa JB 2 6 PDFMarcelo Varejão CasarinBelum ada peringkat
- Simulation Optimization of Propylene-Propane SplitterDokumen4 halamanSimulation Optimization of Propylene-Propane SplitterAnonymous UY9QffBelum ada peringkat
- Refinery BasicsDokumen31 halamanRefinery Basicsanurag100% (1)
- PETROLEUM CRACKING PROCESS GUIDEDokumen23 halamanPETROLEUM CRACKING PROCESS GUIDESrikrishnan KrishBelum ada peringkat
- Kuwait Refinery to Produce PolypropyleneDokumen8 halamanKuwait Refinery to Produce PolypropyleneDương Nguyễn TùngBelum ada peringkat
- Improving refinery margins through crude selection and configuration upgradesDokumen46 halamanImproving refinery margins through crude selection and configuration upgradesmujeebmehar100% (2)
- Characteristics and Uses of Petroleum Fractions ExplainedDokumen1 halamanCharacteristics and Uses of Petroleum Fractions ExplainedXiiao Xiiao Lingzz100% (1)
- Upgrade HDK Resid HP 2008-EnglishDokumen6 halamanUpgrade HDK Resid HP 2008-Englishsaleh4060Belum ada peringkat
- Crude Oil TerminalsDokumen1 halamanCrude Oil TerminalsJohn BenderBelum ada peringkat
- AERI's Sustainable Energy Strategy for AlbertaDokumen6 halamanAERI's Sustainable Energy Strategy for AlbertaHendry DrajatBelum ada peringkat
- Crude Oil Assay ManualDokumen41 halamanCrude Oil Assay Manualman45039Belum ada peringkat
- Process Intensification in Lactic Acid ProductionDokumen11 halamanProcess Intensification in Lactic Acid ProductionRoxana StoicaBelum ada peringkat
- Optimization of Distillation ProcessDokumen8 halamanOptimization of Distillation ProcessAhmed AldubaiBelum ada peringkat
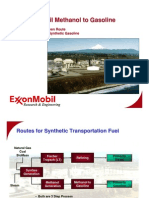
- Methanol To Gasoline - ExxonMobil EnglishDokumen17 halamanMethanol To Gasoline - ExxonMobil EnglishilhancatakBelum ada peringkat
- Techno-Economic Assessment About Propylene GlycolDokumen4 halamanTechno-Economic Assessment About Propylene GlycolIntratec SolutionsBelum ada peringkat
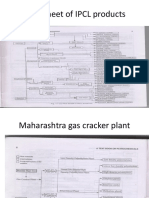
- IPCL chemicals flow sheetDokumen51 halamanIPCL chemicals flow sheetDeekshith KodumuruBelum ada peringkat
- Nigeria's Gas and Gas-Liquid ReservesDokumen31 halamanNigeria's Gas and Gas-Liquid ReservessiriuslotBelum ada peringkat
- Proposed Oil Refinery EIA ReportDokumen205 halamanProposed Oil Refinery EIA ReportGreat AmpongBelum ada peringkat
- Autoclave Test SystemsDokumen7 halamanAutoclave Test SystemsKen's CornerBelum ada peringkat
- Material Balance and Reaction Kinetics Modeling FoDokumen6 halamanMaterial Balance and Reaction Kinetics Modeling Fousman_hafeez86Belum ada peringkat
- Gasoline FAQ 1Dokumen9 halamanGasoline FAQ 1Claudia MmsBelum ada peringkat
- Heavy Oil HydrotreatingDokumen15 halamanHeavy Oil HydrotreatingSIMON LIUBelum ada peringkat
- Foxboro 43ap Pneumstic ControllerDokumen16 halamanFoxboro 43ap Pneumstic Controllerpapasky100% (2)
- Motorola SCRs for AC Control ApplicationsDokumen6 halamanMotorola SCRs for AC Control ApplicationspapaskyBelum ada peringkat
- About LadiesDokumen3 halamanAbout LadiespapaskyBelum ada peringkat
- A Guide To Battery ChargingDokumen7 halamanA Guide To Battery Chargingsenkum812002Belum ada peringkat
- Car Park Occupancy Information SystemDokumen61 halamanCar Park Occupancy Information SystempapaskyBelum ada peringkat
- Sigma Case StudyDokumen16 halamanSigma Case StudymammutbalajiBelum ada peringkat
- Postal Codes For NigDokumen1 halamanPostal Codes For NigpapaskyBelum ada peringkat
- Summary of Modalities For Setting Up Rewinding WorkshopDokumen1 halamanSummary of Modalities For Setting Up Rewinding WorkshoppapaskyBelum ada peringkat
- Some Bank Sort Code UpdatedDokumen306 halamanSome Bank Sort Code UpdatedpapaskyBelum ada peringkat
- Postal Codes For NigDokumen1 halamanPostal Codes For NigpapaskyBelum ada peringkat
- Push Button Typical WiringDokumen12 halamanPush Button Typical Wiringstrob1974Belum ada peringkat
- Thyristors 2N6504 Thru 2N6509 : Silicon Controlled RectifiersDokumen6 halamanThyristors 2N6504 Thru 2N6509 : Silicon Controlled RectifierspapaskyBelum ada peringkat
- Cpu210 eDokumen140 halamanCpu210 eKhaled OuniBelum ada peringkat
- (Business Ebook) - Strategic Management and Planning PDFDokumen5 halaman(Business Ebook) - Strategic Management and Planning PDFMartín GarcíaBelum ada peringkat
- BJT ExtraDokumen23 halamanBJT Extrakaran007_mBelum ada peringkat
- 4516Dokumen12 halaman4516Jother AmutanBelum ada peringkat
- Full Wave Rectifier: Power DiodesDokumen8 halamanFull Wave Rectifier: Power Diodespapasky100% (2)
- Full Wave Rectifier: Power DiodesDokumen8 halamanFull Wave Rectifier: Power Diodespapasky100% (2)
- Half Wave RectifierDokumen6 halamanHalf Wave Rectifierpapasky100% (2)
- Design and Construction of CounterDokumen6 halamanDesign and Construction of Counterpapasky100% (1)
- Thyristor - Cross ReferenceDokumen13 halamanThyristor - Cross Referencerachmanjkt100% (2)
- Car Park Space ManagementDokumen52 halamanCar Park Space ManagementpapaskyBelum ada peringkat
- Zirconia Oxygen AnalyzerDokumen190 halamanZirconia Oxygen AnalyzerpapaskyBelum ada peringkat
- Automatic Plant Irrigation SystemDokumen42 halamanAutomatic Plant Irrigation SystemAkash Sinha50% (4)
- Bt151 Series 2Dokumen7 halamanBt151 Series 2Higor SobralBelum ada peringkat
- Workers in TrainingDokumen1 halamanWorkers in TrainingpapaskyBelum ada peringkat
- Car Park OccupancyDokumen4 halamanCar Park OccupancymohsinashBelum ada peringkat
- God Cannot Be MockedDokumen3 halamanGod Cannot Be MockedpapaskyBelum ada peringkat
- Crude Oil Refining ProcessDokumen8 halamanCrude Oil Refining Processpapasky0% (1)
- Electrochemistry Lecture 2 - NotesDokumen17 halamanElectrochemistry Lecture 2 - NotesCraftychemistBelum ada peringkat
- India Sol-Gel AOS PDFDokumen38 halamanIndia Sol-Gel AOS PDFsethupathiBelum ada peringkat
- A N Introduction To Combustion: Concepts and ApplicationsDokumen6 halamanA N Introduction To Combustion: Concepts and ApplicationsAnonymous lEOVZw4AeBelum ada peringkat
- 47th IChO-Theoretical Problems With Solutions and Grading Schemes Final 26 07Dokumen41 halaman47th IChO-Theoretical Problems With Solutions and Grading Schemes Final 26 07George UmbrarescuBelum ada peringkat
- Orgo 2 - Final ExamDokumen12 halamanOrgo 2 - Final ExamBella EckardtBelum ada peringkat
- Common Chem 1Dokumen11 halamanCommon Chem 1Fuafung Caleb YenwoluaBelum ada peringkat
- IGCSE Chemistry: 10.5.1 Patterns of ReactivityDokumen50 halamanIGCSE Chemistry: 10.5.1 Patterns of ReactivityAmirtha Krish100% (1)
- Madhya Pradesh Ntse (Part-I) Mental Ability: Exam Code: Ne - 19001 YEAR 2019-20Dokumen18 halamanMadhya Pradesh Ntse (Part-I) Mental Ability: Exam Code: Ne - 19001 YEAR 2019-20Abhinav GuptaBelum ada peringkat
- Chemical Reaction Engineering: Cap Iii: Rate Laws and StoichiometryDokumen53 halamanChemical Reaction Engineering: Cap Iii: Rate Laws and StoichiometryMarthaAlbaGuevaraBelum ada peringkat
- Chemistry Notes Puspanjali PDFDokumen85 halamanChemistry Notes Puspanjali PDFDURGA PRASADBelum ada peringkat
- AQA Chemistry A-Level - Rate Equations MCQ QPDokumen5 halamanAQA Chemistry A-Level - Rate Equations MCQ QPdovidBelum ada peringkat
- Recovery of Sulfwr From Sour AcidDokumen20 halamanRecovery of Sulfwr From Sour AcidAnnejan VisserBelum ada peringkat
- Transition Metal Chemistry QuestionsDokumen1 halamanTransition Metal Chemistry QuestionsAshok PradhanBelum ada peringkat
- Ftir On Epoxy ResinsDokumen24 halamanFtir On Epoxy ResinsLintang EfendiBelum ada peringkat
- Chemical and Physical ChangesDokumen10 halamanChemical and Physical ChangesArimJhoOlubmara100% (1)
- Three-Way Regeneration of Spent V2O5 Catalyst From Sulfuric Acid ProductionDokumen5 halamanThree-Way Regeneration of Spent V2O5 Catalyst From Sulfuric Acid ProductionInternational Journal of Innovative Science and Research TechnologyBelum ada peringkat
- Chemical Reactions and Chemical Equations: Prepared By: Ariza D. Capucao, R.PH., MaedDokumen27 halamanChemical Reactions and Chemical Equations: Prepared By: Ariza D. Capucao, R.PH., MaedJungkook JeonBelum ada peringkat
- Lab 8 Che506Dokumen17 halamanLab 8 Che506Aeyrul KhairulBelum ada peringkat
- 2014 SPM Kimia Bk10 k1-Jpn Ganu (Soalan)Dokumen33 halaman2014 SPM Kimia Bk10 k1-Jpn Ganu (Soalan)ismalindaBelum ada peringkat
- Thesis PDFDokumen139 halamanThesis PDFAl Musabbir LeeonBelum ada peringkat
- HhjoDokumen14 halamanHhjoHarshitha Maria RockBelum ada peringkat
- Chem 15.1 Laboratory Problem Set 2A: AnswerDokumen3 halamanChem 15.1 Laboratory Problem Set 2A: AnswerRoxanne de RoxasBelum ada peringkat
- Reaction Mechanisms of Inorganic and Organometallic Systems by Robert B. JordanDokumen532 halamanReaction Mechanisms of Inorganic and Organometallic Systems by Robert B. JordanSreedevi Krishnakumar100% (1)
- Delayed Coking InnovationsDokumen19 halamanDelayed Coking InnovationsJavier Lopez100% (2)
- Heavy Fuel OilsDokumen114 halamanHeavy Fuel Oilsrenatomico2Belum ada peringkat
- Corrosion Handbook - Hilti (2021)Dokumen42 halamanCorrosion Handbook - Hilti (2021)brettBelum ada peringkat
- Coordination Chemistry Reviews: Organocatalytic and Metal-Mediated Asymmetric (3 + 2) Cycloaddition ReactionsDokumen15 halamanCoordination Chemistry Reviews: Organocatalytic and Metal-Mediated Asymmetric (3 + 2) Cycloaddition ReactionsvortexDBBelum ada peringkat
- KineticsDokumen123 halamanKineticssamueloBelum ada peringkat
- Process Details: Reactor Feed Preheat/ Effluent CoolerDokumen4 halamanProcess Details: Reactor Feed Preheat/ Effluent CoolerMohamed TarekBelum ada peringkat
- Iwcc Cu-Vortrag AldDokumen16 halamanIwcc Cu-Vortrag Aldhadjlarbi-h100% (1)
- Asset Integrity Management for Offshore and Onshore StructuresDari EverandAsset Integrity Management for Offshore and Onshore StructuresBelum ada peringkat
- Industrial Piping and Equipment Estimating ManualDari EverandIndustrial Piping and Equipment Estimating ManualPenilaian: 5 dari 5 bintang5/5 (7)
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesDari EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertPenilaian: 3 dari 5 bintang3/5 (2)
- Hydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisDari EverandHydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisBelum ada peringkat
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideDari EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuidePenilaian: 2 dari 5 bintang2/5 (1)
- Pocket Guide to Flanges, Fittings, and Piping DataDari EverandPocket Guide to Flanges, Fittings, and Piping DataPenilaian: 3.5 dari 5 bintang3.5/5 (22)
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionDari EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionPenilaian: 4.5 dari 5 bintang4.5/5 (16)
- Pipeline Integrity: Management and Risk EvaluationDari EverandPipeline Integrity: Management and Risk EvaluationPenilaian: 4.5 dari 5 bintang4.5/5 (6)
- Well Control for Completions and InterventionsDari EverandWell Control for Completions and InterventionsPenilaian: 4 dari 5 bintang4/5 (10)
- Biostratigraphic and Geological Significance of Planktonic ForaminiferaDari EverandBiostratigraphic and Geological Significance of Planktonic ForaminiferaPenilaian: 4 dari 5 bintang4/5 (5)
- Practical Reservoir Engineering and CharacterizationDari EverandPractical Reservoir Engineering and CharacterizationPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- Practical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsDari EverandPractical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsPenilaian: 5 dari 5 bintang5/5 (1)
- Experimental Design in Petroleum Reservoir StudiesDari EverandExperimental Design in Petroleum Reservoir StudiesBelum ada peringkat
- Black Gold Stranglehold: The Myth of Scarcity and the Politics of OilDari EverandBlack Gold Stranglehold: The Myth of Scarcity and the Politics of OilBelum ada peringkat
- Deepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationDari EverandDeepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationPenilaian: 4.5 dari 5 bintang4.5/5 (2)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesDari EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesPenilaian: 4 dari 5 bintang4/5 (2)
- Oil & Gas Design Engineering Guide Book: Useful Practices and Equipment & SystemsDari EverandOil & Gas Design Engineering Guide Book: Useful Practices and Equipment & SystemsBelum ada peringkat
- Fire in the Night: The Piper Alpha DisasterDari EverandFire in the Night: The Piper Alpha DisasterPenilaian: 4.5 dari 5 bintang4.5/5 (5)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsDari EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsBelum ada peringkat
- Risk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesDari EverandRisk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesBelum ada peringkat
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryDari EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryBelum ada peringkat