Anda mungkin juga menyukai
- A2 Tool Steel Facts for Cold Work ApplicationsDokumen7 halamanA2 Tool Steel Facts for Cold Work ApplicationsOscar SaldivarBelum ada peringkat
- D2 Data Sheet 09032013Dokumen9 halamanD2 Data Sheet 09032013السيد ابراهيم عبدالعزيز عبداللهBelum ada peringkat
- Arne English 991008Dokumen7 halamanArne English 991008Mas Ist AsBelum ada peringkat
- Sleipner UddeholmDokumen12 halamanSleipner UddeholmKalipse FerreiraBelum ada peringkat
- PB Uddeholm Arne EnglishDokumen12 halamanPB Uddeholm Arne EnglishffnBelum ada peringkat
- Aisi O1: Cold Work Tool SteelDokumen7 halamanAisi O1: Cold Work Tool Steeltewiinaba777Belum ada peringkat
- Tech Uddeholm-Sverker-21 enDokumen10 halamanTech Uddeholm-Sverker-21 enJose AldanaBelum ada peringkat
- Aço Uddeholm CalmaxDokumen12 halamanAço Uddeholm CalmaxDanilo SilvaBelum ada peringkat
- Sleipner Tool Steel Data SheetDokumen9 halamanSleipner Tool Steel Data SheetHTLBelum ada peringkat
- 2017-0014 DEW Cryodur 2990 GBDokumen8 halaman2017-0014 DEW Cryodur 2990 GBLeandro Fortunato GomesBelum ada peringkat
- MERILODokumen1 halamanMERILOpedjaBelum ada peringkat
- AISI A2 DatasheetDokumen2 halamanAISI A2 DatasheetShivuBelum ada peringkat
- (JIS SKD61) : FeaturesDokumen6 halaman(JIS SKD61) : FeaturestaknevBelum ada peringkat
- YSS Cold Work Tool Steel GuideDokumen6 halamanYSS Cold Work Tool Steel GuidetaknevBelum ada peringkat
- Kobel Super EdgeDokumen1 halamanKobel Super EdgeBHARAT KBelum ada peringkat
- Powder Metallurgy HSS: Chemical CompositionDokumen2 halamanPowder Metallurgy HSS: Chemical Compositiongraziano girottoBelum ada peringkat
- DATA SHEET FOR REX M2 HIGH SPEED STEELDokumen2 halamanDATA SHEET FOR REX M2 HIGH SPEED STEELLuis DiazBelum ada peringkat
- Die Tool GradesDokumen13 halamanDie Tool Gradesdarwin_huaBelum ada peringkat
- Vanadis-23 UddeholmDokumen16 halamanVanadis-23 UddeholmKalipse FerreiraBelum ada peringkat
- GB Grade EmatiiDokumen2 halamanGB Grade EmatiiwalkerbhoBelum ada peringkat
- Powder Metallurgy HSS: Chemical CompositionDokumen4 halamanPowder Metallurgy HSS: Chemical CompositionSama UmateBelum ada peringkat
- High Speed Steel Round BarDokumen4 halamanHigh Speed Steel Round BarMANJEET KUMARBelum ada peringkat
- Tech Uddeholm Vanax en PDFDokumen8 halamanTech Uddeholm Vanax en PDFRuang Sudut OfficialBelum ada peringkat
- Tech Uddeholm-Vanadis-60 ENDokumen11 halamanTech Uddeholm-Vanadis-60 ENsobheysaidBelum ada peringkat
- AÇOS VILLARES VF800-AT - InglesDokumen2 halamanAÇOS VILLARES VF800-AT - InglesAmy Griffin100% (1)
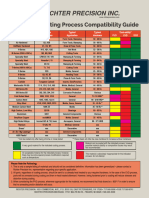
- Material Coating Process Compatibility Guide 2021Dokumen2 halamanMaterial Coating Process Compatibility Guide 2021max8086Belum ada peringkat
- HI-PM31: High Wear Resistance GradeDokumen6 halamanHI-PM31: High Wear Resistance GradetaknevBelum ada peringkat
- PB Orvar Supreme EnglishDokumen12 halamanPB Orvar Supreme EnglishTrexa GyreueBelum ada peringkat
- Assab MaterialDokumen8 halamanAssab MaterialFadzlly Abd JalilBelum ada peringkat
- Aisi D2: Cold Work Tool SteelDokumen7 halamanAisi D2: Cold Work Tool SteelEdilson Sarmiento AlonsoBelum ada peringkat
- Assab - XW 42 150216Dokumen8 halamanAssab - XW 42 150216Rachmadi NorcahyoBelum ada peringkat
- CZ120 (CW612N) : Technical DatasheetDokumen1 halamanCZ120 (CW612N) : Technical DatasheetAmrut KanungoBelum ada peringkat
- X65Cr13 C 0.58 - 0.70 CR 12.50 - 14.50 S Max. 0.015Dokumen2 halamanX65Cr13 C 0.58 - 0.70 CR 12.50 - 14.50 S Max. 0.015Jim SmithBelum ada peringkat
- 214 MAFord Series 158 WEB Revised 17-04-18Dokumen12 halaman214 MAFord Series 158 WEB Revised 17-04-18Senad GluhačevićBelum ada peringkat
- Viking: Tool Steel For Heavy Duty Blanking and FormingDokumen9 halamanViking: Tool Steel For Heavy Duty Blanking and Formingkbwoniu123Belum ada peringkat
- Chemical CompositionDokumen2 halamanChemical CompositionRavindra ErabattiBelum ada peringkat
- BS1400 AB2: Technical DatasheetDokumen1 halamanBS1400 AB2: Technical DatasheetBhargav PatelBelum ada peringkat
- GB Grade ASP-2030Dokumen2 halamanGB Grade ASP-2030Nabeel AliBelum ada peringkat
- X17CrNi16 2Dokumen2 halamanX17CrNi16 2madodandembeBelum ada peringkat
- Boilerplate ASTM A516 GD60 & GD70 - Murray PlateDokumen2 halamanBoilerplate ASTM A516 GD60 & GD70 - Murray PlateTrầnĐạtBelum ada peringkat
- AISI 01 DatasheetDokumen2 halamanAISI 01 Datasheetshiva dBelum ada peringkat
- ASSAB Tool Steel Performance Chart A4 enDokumen2 halamanASSAB Tool Steel Performance Chart A4 en631052Belum ada peringkat
- When D2 Doesnt WorkDokumen64 halamanWhen D2 Doesnt WorkSmilindBelum ada peringkat
- ATA Heet: LSS Chipper KnifeDokumen2 halamanATA Heet: LSS Chipper KnifeX800XL100% (1)
- Aluminium Alloy 6082 - T4 ExtrusionsDokumen2 halamanAluminium Alloy 6082 - T4 ExtrusionsRaj DomadiyaBelum ada peringkat
- Technical Specifi Cations: SL-KZ-001 Rev. DDokumen2 halamanTechnical Specifi Cations: SL-KZ-001 Rev. DFernando SalamancaBelum ada peringkat
- Callister - Fundamentals of Materials Science and Engineering 5e HQDokumen2 halamanCallister - Fundamentals of Materials Science and Engineering 5e HQsathwikBelum ada peringkat
- Aluminium Alloy 6082 - T6 T651 PlateDokumen2 halamanAluminium Alloy 6082 - T6 T651 Plateyokartik100% (1)
- PB Unimax English160604152107Dokumen12 halamanPB Unimax English160604152107filipeBelum ada peringkat
- Aluminium-Alloy-6082-T6 or T651Dokumen2 halamanAluminium-Alloy-6082-T6 or T651Marcelo Noé CorsiBelum ada peringkat
- 1.4057 Aisi 431 Data Sheet PDFDokumen2 halaman1.4057 Aisi 431 Data Sheet PDFGagat GongatBelum ada peringkat
- FINALDokumen18 halamanFINALEslam YehiaBelum ada peringkat
- ListDokumen1 halamanListAbyan FarrasBelum ada peringkat
- Kobel Super ToolDokumen1 halamanKobel Super ToolBHARAT KBelum ada peringkat
- HP Alloy 718Dokumen4 halamanHP Alloy 718Rajesh RadeBelum ada peringkat
- Tech Uddeholm Ramax HH ENDokumen8 halamanTech Uddeholm Ramax HH ENwrh9rqr22vBelum ada peringkat
- Forging Operations - Machine Forging, Forging Dies and Special Forging OperationsDari EverandForging Operations - Machine Forging, Forging Dies and Special Forging OperationsBelum ada peringkat
- Revised SyllabusDokumen44 halamanRevised SyllabusLatha Dona VenkatesanBelum ada peringkat
- Design of Structures - AssignmentDokumen1 halamanDesign of Structures - AssignmentMaaz AhmadBelum ada peringkat
- The Future of HVAC: Part 1: A Revolution in HVAC Design Donald R. Wulfinghoff, P.EDokumen20 halamanThe Future of HVAC: Part 1: A Revolution in HVAC Design Donald R. Wulfinghoff, P.ESujay ShanbhogueBelum ada peringkat
- Design of Structures - AssignmentDokumen1 halamanDesign of Structures - AssignmentMaaz AhmadBelum ada peringkat
- Introduction To Aircraft Design - IDokumen71 halamanIntroduction To Aircraft Design - IMaaz AhmadBelum ada peringkat
- CopyrightDokumen20 halamanCopyrightMaaz AhmadBelum ada peringkat
- Wear Debris AnalysisDokumen28 halamanWear Debris AnalysisAjmal EsBelum ada peringkat
- Pyare Nabi (Saw) Ki Pyari Sunnatain (New) PDFDokumen75 halamanPyare Nabi (Saw) Ki Pyari Sunnatain (New) PDFWaleed Wasti100% (1)
- Aisi D2Dokumen3 halamanAisi D2Khouloud GharbiBelum ada peringkat
- Aisi d2Dokumen7 halamanAisi d2Maaz AhmadBelum ada peringkat