Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- GET IELTS BAND 9 SpeakingDokumen54 halamanGET IELTS BAND 9 Speakingm.alizadehsaraBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- ISDM - Lab Sheet 02Dokumen4 halamanISDM - Lab Sheet 02it21083396 Galappaththi S DBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Lecun 20201027 AttDokumen72 halamanLecun 20201027 AttEfrain TitoBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Mohamed Nagy Elsayed: Supply Chain ManagerDokumen6 halamanMohamed Nagy Elsayed: Supply Chain Managerfasiha thathiBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- SMB Marketing PlaybookDokumen18 halamanSMB Marketing PlaybookpramodharithBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Market Research and AnalysisDokumen5 halamanMarket Research and AnalysisAbdul KarimBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Unix Training ContentDokumen5 halamanUnix Training ContentsathishkumarBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- SYKES - Telework Work Area AgreementDokumen2 halamanSYKES - Telework Work Area AgreementFritz PrejeanBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Unpacking and Storage Instruction-EN-0807Dokumen18 halamanUnpacking and Storage Instruction-EN-0807Tim ZHANGBelum ada peringkat
- Labor LawDokumen6 halamanLabor LawElden Cunanan BonillaBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Unit I Lesson Ii Roles of A TeacherDokumen7 halamanUnit I Lesson Ii Roles of A TeacherEvergreens SalongaBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Abhijit Auditorium Elective Sem 09Dokumen3 halamanAbhijit Auditorium Elective Sem 09Abhijit Kumar AroraBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Law Clinic and Mooting DR DapaahDokumen19 halamanLaw Clinic and Mooting DR DapaahGlennBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The 360 Degree Leader J MaxwellDokumen2 halamanThe 360 Degree Leader J MaxwellUzen50% (2)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- BMR - Lab ManualDokumen23 halamanBMR - Lab ManualMohana PrasathBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- 8 e Daft Chapter 01Dokumen29 halaman8 e Daft Chapter 01GabBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Geography Cba PowerpointDokumen10 halamanGeography Cba Powerpointapi-489088076Belum ada peringkat
- Plea Agreement of ThomasbergDokumen10 halamanPlea Agreement of ThomasbergSal CoastBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Star - 6 ManualDokumen100 halamanStar - 6 ManualOskarBelum ada peringkat
- Exercise 3 - Binary Coded DecimalDokumen3 halamanExercise 3 - Binary Coded DecimalNaiomi RaquinioBelum ada peringkat
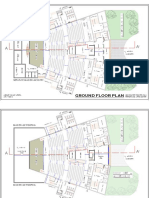
- 20 X 70Dokumen102 halaman20 X 70MatAlengBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Moon Chae-Won - AsianWiki - 1606832167285Dokumen6 halamanMoon Chae-Won - AsianWiki - 1606832167285CESHBelum ada peringkat
- Buyer Persona TemplateDokumen18 halamanBuyer Persona TemplateH ABelum ada peringkat
- Check SauceDokumen2 halamanCheck Saucebig boss90% (10)
- NYPE93Dokumen0 halamanNYPE93gvsprajuBelum ada peringkat
- By Daphne Greaves Illustrated by Michela GalassiDokumen15 halamanBy Daphne Greaves Illustrated by Michela GalassiLucian DilgociBelum ada peringkat
- MBA CurriculumDokumen93 halamanMBA CurriculumkaranBelum ada peringkat
- Manual TP5000Dokumen206 halamanManual TP5000u177427100% (4)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Final Lpd1Dokumen6 halamanFinal Lpd1MONIC STRAISAND DIPARINEBelum ada peringkat
- Part - A (Short Answer Questions) : S. No. Questions Bloom's Taxonomy Level Course OutcomeDokumen11 halamanPart - A (Short Answer Questions) : S. No. Questions Bloom's Taxonomy Level Course OutcomeDevendra BhavsarBelum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)