Anda mungkin juga menyukai
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasDari EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasBelum ada peringkat
- Fusao A MatteDokumen3 halamanFusao A MatteCaio César MeloBelum ada peringkat
- A Utilização De Material Lignocelulósico Na Produção De BioetanolDari EverandA Utilização De Material Lignocelulósico Na Produção De BioetanolBelum ada peringkat
- Materias RefratariosDokumen33 halamanMaterias RefratariostalesvoBelum ada peringkat
- Beneficiamento de minérios: conceitos e processosDokumen88 halamanBeneficiamento de minérios: conceitos e processosCarlos Eduardo MataBelum ada peringkat
- Processo de coqueificaçãoDokumen81 halamanProcesso de coqueificaçãoAloísio Simões RibeiroBelum ada peringkat
- Calcario e DolomitoDokumen26 halamanCalcario e DolomitoWagnum da SilvaBelum ada peringkat
- Coqueria RHC1Dokumen38 halamanCoqueria RHC1Nayara Ferreira100% (2)
- Tipos Fornos FundiçãoDokumen36 halamanTipos Fornos FundiçãoMarco Antonio CostaBelum ada peringkat
- Processo Do Alto FornoDokumen16 halamanProcesso Do Alto FornoAbinadab Dos Santos AraújoBelum ada peringkat
- Obtenção do AlumínioDokumen8 halamanObtenção do AlumínioIzaura Maria100% (1)
- Ligas de alumínio e suas aplicaçõesDokumen51 halamanLigas de alumínio e suas aplicaçõesMax Kakue Sasaki100% (3)
- Fundição de Ligas de MagnésioDokumen11 halamanFundição de Ligas de MagnésioLeonardo CarneiroBelum ada peringkat
- Funcionamento básico do alto-forno a carvão vegetalDokumen14 halamanFuncionamento básico do alto-forno a carvão vegetalKim Almeida100% (1)
- MEC 107 - Fundição - Slides de Aula 2016.1Dokumen309 halamanMEC 107 - Fundição - Slides de Aula 2016.1Henrique de OliveiraBelum ada peringkat
- Produção de Cimento PDFDokumen41 halamanProdução de Cimento PDFAlexsandra KraushaarBelum ada peringkat
- Aprendizagem siderúrgicaDokumen3 halamanAprendizagem siderúrgicaJoao GabrielBelum ada peringkat
- Refratarios e Isolantes PDFDokumen102 halamanRefratarios e Isolantes PDFGuida Cristina MonteiroBelum ada peringkat
- Refratários e Isolantes - Aula INT PDFDokumen35 halamanRefratários e Isolantes - Aula INT PDFwlton VgaBelum ada peringkat
- Visão Geral da Magnesita Refratários S.A. e sua EstratégiaDokumen24 halamanVisão Geral da Magnesita Refratários S.A. e sua EstratégiaRamon Dutra Lobo LoboBelum ada peringkat
- Belgo-Fluxo de Produção MonlevadeDokumen19 halamanBelgo-Fluxo de Produção MonlevadeRafael Messias100% (1)
- Revisão Alto FornoDokumen43 halamanRevisão Alto FornoPaula CarvalhoBelum ada peringkat
- Forno CubilôDokumen13 halamanForno Cubilôabelmil123Belum ada peringkat
- Tratamento de Minérios 6a Edição (CAP.15.1) PDFDokumen26 halamanTratamento de Minérios 6a Edição (CAP.15.1) PDFWirley VieiraBelum ada peringkat
- Apostila Beneficiamento II 1,0Dokumen47 halamanApostila Beneficiamento II 1,0Aisen Stein100% (1)
- Aula 01 - IntroduçãoDokumen24 halamanAula 01 - IntroduçãoJean Dantas100% (1)
- Refrátarios Contendo Carbono Propriedades, Características e Variáveis em Sua Composição PDFDokumen31 halamanRefrátarios Contendo Carbono Propriedades, Características e Variáveis em Sua Composição PDFIsaac Brasil AlmeidaBelum ada peringkat
- Avaliação de revestimento refratário em distribuidor siderúrgicoDokumen19 halamanAvaliação de revestimento refratário em distribuidor siderúrgicoIsaac Brasil AlmeidaBelum ada peringkat
- Refratários básicos e avançados: propriedades e aplicaçõesDokumen31 halamanRefratários básicos e avançados: propriedades e aplicaçõesRafael CruzBelum ada peringkat
- Materiais RefratáriosDokumen21 halamanMateriais RefratáriosmarcaolacerdaBelum ada peringkat
- Beneficiamento de MinérioDokumen66 halamanBeneficiamento de MinérioaamvprBelum ada peringkat
- Refratários e isolantes: propriedades, classificação e aplicaçõesDokumen31 halamanRefratários e isolantes: propriedades, classificação e aplicaçõespmlsilvaBelum ada peringkat
- Aula 5 - Origem e Beneficiamento de Materiais CerâmicosDokumen83 halamanAula 5 - Origem e Beneficiamento de Materiais CerâmicosMateus MarquesBelum ada peringkat
- Aplicações e Carcteisticas Do Ferro FundidoDokumen12 halamanAplicações e Carcteisticas Do Ferro FundidoLeonardo Faria Bueno100% (3)
- Ferro FundidoDokumen71 halamanFerro FundidoIsadora Folco SantiagoBelum ada peringkat
- 6-Treinamento EscóriaDokumen33 halaman6-Treinamento EscóriaTati LimaBelum ada peringkat
- 6-Alto Forno EspecializacaoDokumen40 halaman6-Alto Forno EspecializacaoGeraldo Magela PereiraBelum ada peringkat
- Processo de Produção Do Ferro GusaDokumen53 halamanProcesso de Produção Do Ferro GusaSamara CarvalhoBelum ada peringkat
- A metalurgia do Alumínio: histórico, processos e aplicaçõesDokumen62 halamanA metalurgia do Alumínio: histórico, processos e aplicaçõesLuciano Silva do NascimentoBelum ada peringkat
- Caulim DNPMDokumen10 halamanCaulim DNPMmararosanaeqgmailBelum ada peringkat
- REFRATARIOSDokumen69 halamanREFRATARIOSSandro AzevedoBelum ada peringkat
- Refratários para fornos de açoDokumen17 halamanRefratários para fornos de açomarcotulio12350% (2)
- Processos básicos de refino de ferro gusa por via úmidaDokumen18 halamanProcessos básicos de refino de ferro gusa por via úmidaGustavo NascimentoBelum ada peringkat
- Fluxo Do Processo de BauxitaDokumen51 halamanFluxo Do Processo de BauxitaRosângela Cardoso Do ReisBelum ada peringkat
- Influência Mineralógica na Aptidão de FarinhaDokumen16 halamanInfluência Mineralógica na Aptidão de FarinhaFlávio Ladeira AmâncioBelum ada peringkat
- Seminário REFRATARIOSDokumen14 halamanSeminário REFRATARIOSMarcello UnifacsBelum ada peringkat
- Curso Utilizacao Minerio Ferro Siderurgia Vitoria 2007Dokumen161 halamanCurso Utilizacao Minerio Ferro Siderurgia Vitoria 2007Adriana CarlaBelum ada peringkat
- Seleção de Refratários para Fornos de Cozimento de AnodoDokumen7 halamanSeleção de Refratários para Fornos de Cozimento de AnodoAugusto CarvalhoBelum ada peringkat
- Termoquímicos AçosDokumen42 halamanTermoquímicos AçosEmílio DavidBelum ada peringkat
- A Geracao de Escoria de Aciaria LD CST MarceloLanaDokumen16 halamanA Geracao de Escoria de Aciaria LD CST MarceloLanaleno19Belum ada peringkat
- TECNOLOGIA HRC PARA PRODUÇÃO DE COQUE COM GERAÇÃO DE ENERGIADokumen35 halamanTECNOLOGIA HRC PARA PRODUÇÃO DE COQUE COM GERAÇÃO DE ENERGIABrunoDetomiBelum ada peringkat
- ALTO FornoDokumen41 halamanALTO FornoPastorzequinha IeqBelum ada peringkat
- Produção de ferro e açoDokumen78 halamanProdução de ferro e açoMatheus CapovillaBelum ada peringkat
- Resumo RefratáriosDokumen3 halamanResumo RefratáriosYsraele DuanyBelum ada peringkat
- Metalurgia e processamento de minériosDokumen9 halamanMetalurgia e processamento de minériostonk kekekBelum ada peringkat
- Reagentes de flotação: coletores e espumantesDokumen189 halamanReagentes de flotação: coletores e espumantesJhayson Carvalho50% (4)
- Metalurgia Extrativa Do OuroDokumen46 halamanMetalurgia Extrativa Do OuroCorinne MartinBelum ada peringkat
- Processos MetalúrgicosDokumen95 halamanProcessos MetalúrgicosNic Castro100% (1)
- Formação de Carvão a Partir de Pântanos e Evolução da FloraDokumen34 halamanFormação de Carvão a Partir de Pântanos e Evolução da FloraThório AbelBelum ada peringkat
- Modelo Qual 2EDokumen2 halamanModelo Qual 2ERosanne SantosBelum ada peringkat
- Recursos Naturais AvaliaçãoDokumen6 halamanRecursos Naturais AvaliaçãoIsabelBelum ada peringkat
- Dimensionamento vala infiltração ABNTDokumen2 halamanDimensionamento vala infiltração ABNTDouglas SondaBelum ada peringkat
- 1 - 1 Prospecção Geoquímica - CompletâoDokumen196 halaman1 - 1 Prospecção Geoquímica - CompletâoSilvioAngeloRabelo100% (3)
- Poluição da Água na Universidade Federal do TocantinsDokumen12 halamanPoluição da Água na Universidade Federal do TocantinsMatheus EduardoBelum ada peringkat
- PHA 3525 Aula 3 - Usos Da Água e Tecnologias de TratamentoDokumen32 halamanPHA 3525 Aula 3 - Usos Da Água e Tecnologias de TratamentoJonas Ribeiro da RosaBelum ada peringkat
- Resumo do filme 'Home - O Mundo é a nossa casaDokumen5 halamanResumo do filme 'Home - O Mundo é a nossa casaPaula100% (2)
- Processos Químicos - Lista de Exercícios 2Dokumen2 halamanProcessos Químicos - Lista de Exercícios 2Patricia Ribeiro0% (1)
- Anais 5ºsss - 2019Dokumen1.537 halamanAnais 5ºsss - 2019Ludmilla TideiBelum ada peringkat
- Avaliação Bimestral de Geografia sobre a Regionalização do Continente AmericanoDokumen3 halamanAvaliação Bimestral de Geografia sobre a Regionalização do Continente Americanoavila ferreira alvesBelum ada peringkat
- RecursoDokumen1 halamanRecursoJoão FilipeBelum ada peringkat
- Fatores e elementos do climaDokumen20 halamanFatores e elementos do climaArthur LobatoBelum ada peringkat
- Problematica do clima nos setores da sociedadeDokumen11 halamanProblematica do clima nos setores da sociedadeJoão Guilherme LoboBelum ada peringkat
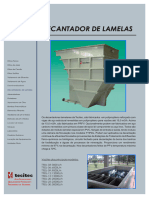
- Decantador Lamelar Tecitec CatalogoDokumen2 halamanDecantador Lamelar Tecitec CatalogoJoão Guilherme Martins SilvaBelum ada peringkat
- Relatório - 4 - Óxidos e SaisDokumen11 halamanRelatório - 4 - Óxidos e SaisBiaBarcBelum ada peringkat
- Drenagem viária: plano analítico da disciplinaDokumen4 halamanDrenagem viária: plano analítico da disciplinaHamilton PedroBelum ada peringkat
- Termas - FichaDokumen13 halamanTermas - Fichaapi-3832411100% (2)
- Exercícios de estequiometriaDokumen3 halamanExercícios de estequiometriaVinicius Jose0% (1)
- Era PaleozóicaDokumen13 halamanEra PaleozóicaIsabel CerdeiraBelum ada peringkat
- Apostila Biotecnologia AmbientalDokumen109 halamanApostila Biotecnologia AmbientalIsabella NascimentoBelum ada peringkat
- Construções rurais: guia para instalaçõesDokumen38 halamanConstruções rurais: guia para instalaçõesValmir Diny KelyBelum ada peringkat
- Manual Sistema Por Osmose Reversa Os10lxe Manualos10lxeDokumen28 halamanManual Sistema Por Osmose Reversa Os10lxe Manualos10lxefbananias100% (1)
- Ficha de Trabalho. Tema - A Terra e Os Seus Subsistemas em InteraçãoDokumen6 halamanFicha de Trabalho. Tema - A Terra e Os Seus Subsistemas em InteraçãoMaria DiasBelum ada peringkat
- Sistema de Manifesto de ResíduosDokumen10 halamanSistema de Manifesto de ResíduosMarllon ResendeBelum ada peringkat
- Plano Municipal PNDokumen493 halamanPlano Municipal PNFernanda Do CarmoBelum ada peringkat
- Barragem Val de Serra abastecimento Santa Maria RSDokumen2 halamanBarragem Val de Serra abastecimento Santa Maria RSdalton vidorBelum ada peringkat
- A Viagem de Uma Gota de ÁguaDokumen3 halamanA Viagem de Uma Gota de Águatecaqc6552Belum ada peringkat
- Catalogo Geral KANAFLEX - TUBOS PEAD PERFDokumen4 halamanCatalogo Geral KANAFLEX - TUBOS PEAD PERFDanilo Araujo da silva (K)Belum ada peringkat
- Mapa Mental da Infiltração e Água no SoloDokumen5 halamanMapa Mental da Infiltração e Água no SoloRoberta FreireBelum ada peringkat
- Análise de Riscos Aplicada À Segurança de Barragens - Selmo KupermanDokumen59 halamanAnálise de Riscos Aplicada À Segurança de Barragens - Selmo KupermanKamilly ProtzBelum ada peringkat