Anda mungkin juga menyukai
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Liu 2013Dokumen5 halamanLiu 2013dhook_mmmBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- 2611 FTPDokumen4 halaman2611 FTPdhook_mmmBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- BS 1804 (Part 2, Grade 1) A Parallel Pin Used To Locate Mating PartsDokumen1 halamanBS 1804 (Part 2, Grade 1) A Parallel Pin Used To Locate Mating Partsdhook_mmmBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Aerospace AdhesiveDokumen5 halamanAerospace Adhesivedhook_mmmBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- JATMv2n1 p63-70 Microwave Absorbing Paints and Sheets Based On Carbonyl Iron and Polyaniline Measurement and Simulation of Their PropertiesDokumen8 halamanJATMv2n1 p63-70 Microwave Absorbing Paints and Sheets Based On Carbonyl Iron and Polyaniline Measurement and Simulation of Their Propertiesdhook_mmmBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Tech Q&A From Aluminum Now 2011-06-01Dokumen14 halamanTech Q&A From Aluminum Now 2011-06-01MIRCEA1305Belum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A 20130375 1 11Dokumen5 halamanA 20130375 1 11dhook_mmmBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Aerospace EngineeringDokumen5 halamanAerospace Engineeringdhook_mmmBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Fatigue ThesisDokumen101 halamanFatigue Thesisdhook_mmmBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- 05 2009 046 Wang 06Dokumen9 halaman05 2009 046 Wang 06Siddharth RamBelum ada peringkat
- Conference Sandwich Porto May 2008-Vol1 - Partie3Dokumen172 halamanConference Sandwich Porto May 2008-Vol1 - Partie3Nguyen Huu TriBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Fatigue ThesisDokumen101 halamanFatigue Thesisdhook_mmmBelum ada peringkat
- PT PSTDokumen10 halamanPT PSTdhook_mmmBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- SSP 52005 RCDokumen208 halamanSSP 52005 RCdhook_mmmBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- 3 The Effect of Dielectric and Magnetic Media On Electric and Magnetic FieldsDokumen44 halaman3 The Effect of Dielectric and Magnetic Media On Electric and Magnetic Fieldsdhook_mmmBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Handbook of Thin-Film - 12Dokumen12 halamanHandbook of Thin-Film - 12dhook_mmmBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Handbook of Thin-FilmDokumen12 halamanHandbook of Thin-Filmdhook_mmmBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Handbook of Thin-Film 33Dokumen4 halamanHandbook of Thin-Film 33dhook_mmmBelum ada peringkat
- M.Alam: (A) Normal DischargeDokumen3 halamanM.Alam: (A) Normal Dischargedhook_mmmBelum ada peringkat
- ForeDokumen2 halamanForedhook_mmmBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Basics of X-Ray DiffractionDokumen76 halamanBasics of X-Ray DiffractionAman Mohan SharmaBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- 80 % CourseDokumen22 halaman80 % Coursedhook_mmmBelum ada peringkat
- Tarea 2 Mq2-2021-IDokumen3 halamanTarea 2 Mq2-2021-IIsa YepesBelum ada peringkat
- Tutorial Sheet - 3 2020Dokumen2 halamanTutorial Sheet - 3 2020guddu guptaBelum ada peringkat
- 48 Volt Battery ChargerDokumen5 halaman48 Volt Battery ChargerpradeeepgargBelum ada peringkat
- 109 Top A.C PDFDokumen11 halaman109 Top A.C PDFavv45675% (4)
- ECE 3413 Practice TestDokumen11 halamanECE 3413 Practice TestBlake NelsonBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- UV Charger Retrofit Kit 25500365A0 - 1216Dokumen20 halamanUV Charger Retrofit Kit 25500365A0 - 1216Carlos VélizBelum ada peringkat
- MicroelectronicsDokumen101 halamanMicroelectronicsMac Arthur RamiloBelum ada peringkat
- DNR-DNRW DataSheet A05-0422Dokumen4 halamanDNR-DNRW DataSheet A05-0422HAMDYBelum ada peringkat
- Flipflop ConversionDokumen13 halamanFlipflop ConversionANIRUDDHA PAUL100% (1)
- Ina126 Ina2126 PDFDokumen19 halamanIna126 Ina2126 PDFCarlos PosadaBelum ada peringkat
- Design and Working of FM TransmitterDokumen6 halamanDesign and Working of FM TransmitterliyuBelum ada peringkat
- Aerials - Gernsback's 1938Dokumen36 halamanAerials - Gernsback's 1938ameliagesticone100% (1)
- MSE310-2016 Lecture Notes 3.0-3.1.5 (Student) PDFDokumen63 halamanMSE310-2016 Lecture Notes 3.0-3.1.5 (Student) PDFRanaBelum ada peringkat
- TheveDokumen8 halamanTheveET201040 Mohin UddinBelum ada peringkat
- AM Stereo TunerDokumen33 halamanAM Stereo TunerMuhammad DharmaBelum ada peringkat
- ANSI Y32.9-1972 Simbologia Instalações PrediaisDokumen42 halamanANSI Y32.9-1972 Simbologia Instalações PrediaisAlexandre PereiraBelum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- EIE Unit1Dokumen221 halamanEIE Unit1karun karunaeshBelum ada peringkat
- CS740 A8hDokumen10 halamanCS740 A8hPaulo CardosoBelum ada peringkat
- ATP EMTP Model of TPX, TPY and TPZ Current Transformers For RealisticDokumen4 halamanATP EMTP Model of TPX, TPY and TPZ Current Transformers For RealisticBalajiBelum ada peringkat
- PD-Diagnosis Physical Basic Practical Experience With OWTS: April 2006Dokumen41 halamanPD-Diagnosis Physical Basic Practical Experience With OWTS: April 2006dio39saiBelum ada peringkat
- SSSC (Static Synchronous Series Compensator) : DonsiónDokumen9 halamanSSSC (Static Synchronous Series Compensator) : DonsióntamsideBelum ada peringkat
- Analysis and Design of A Functional Electric Motorcycle PrototypeDokumen6 halamanAnalysis and Design of A Functional Electric Motorcycle PrototypearielguerreroBelum ada peringkat
- DTEx Marine Series QSG v1.6Dokumen6 halamanDTEx Marine Series QSG v1.6Zafar YabBelum ada peringkat
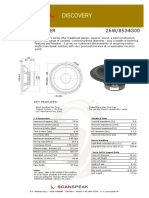
- Scanspeak Woofer 26w-8534g00Dokumen2 halamanScanspeak Woofer 26w-8534g00Aldo DolceBelum ada peringkat
- Experiment #2: Parallel Plate Capacitors and Dielectric ConstantsDokumen2 halamanExperiment #2: Parallel Plate Capacitors and Dielectric ConstantsMari KuljanishviliBelum ada peringkat
- Energy StorageDokumen146 halamanEnergy StorageGuillermo Lopez-FloresBelum ada peringkat
- HV 2Dokumen80 halamanHV 2Hafiz Mehroz KhanBelum ada peringkat
- CBSE Class 12 Physics Frequently Asked Questions in ExaminationsDokumen30 halamanCBSE Class 12 Physics Frequently Asked Questions in ExaminationsArshad KhanBelum ada peringkat
- Charging by Friction, Conduction and InductionDokumen5 halamanCharging by Friction, Conduction and InductionSher Lice100% (1)
- B.E AssignmentDokumen2 halamanB.E AssignmentNayan AgrawalBelum ada peringkat
- Practical Reservoir Engineering and CharacterizationDari EverandPractical Reservoir Engineering and CharacterizationPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- The Game: Penetrating the Secret Society of Pickup ArtistsDari EverandThe Game: Penetrating the Secret Society of Pickup ArtistsPenilaian: 4 dari 5 bintang4/5 (131)