Anda mungkin juga menyukai
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Reliability and Lifetime of LEDsDokumen20 halamanReliability and Lifetime of LEDsPratik ChourasiyaBelum ada peringkat
- AOD4185/AOI4185 P-Channel Enhancement Mode Field Effect TransistorDokumen6 halamanAOD4185/AOI4185 P-Channel Enhancement Mode Field Effect TransistorMindSet MarcosBelum ada peringkat
- LM35 Precision Centigrade Temperature Sensors: 1 Features 3 DescriptionDokumen34 halamanLM35 Precision Centigrade Temperature Sensors: 1 Features 3 DescriptionAnom ManelaBelum ada peringkat
- Triac Power and Thermal Calculations - WAN004 - Rev04Dokumen16 halamanTriac Power and Thermal Calculations - WAN004 - Rev04Jesse GomezBelum ada peringkat
- General Description Product Summary: 30V N-Channel MOSFETDokumen6 halamanGeneral Description Product Summary: 30V N-Channel MOSFETRobson ZimmermannBelum ada peringkat
- Rainflow Counting ConclusionDokumen2 halamanRainflow Counting ConclusionThomas HolzmannBelum ada peringkat
- SM3316NSQG SinopowerDokumen12 halamanSM3316NSQG SinopowerAndrey RossiBelum ada peringkat
- Led - Everlight - 67 22S G2C D1525L4L82934Z6 2T - V6Dokumen10 halamanLed - Everlight - 67 22S G2C D1525L4L82934Z6 2T - V6Carlos H. GojleviciusBelum ada peringkat
- Datasheet RFD16 N05Dokumen8 halamanDatasheet RFD16 N05Nicolau FrançaBelum ada peringkat
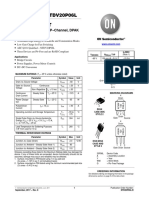
- NTD20P06L, NTDV20P06L Power MOSFET: 60 V, 15.5 A, Single P Channel, DPAKDokumen8 halamanNTD20P06L, NTDV20P06L Power MOSFET: 60 V, 15.5 A, Single P Channel, DPAKaraikBelum ada peringkat
- Is Now Part ofDokumen19 halamanIs Now Part ofWadeck DiegoBelum ada peringkat
- USB3 Accelerator Module DatasheetDokumen22 halamanUSB3 Accelerator Module DatasheetSourabh SaikiaBelum ada peringkat
- LTC 3124Dokumen28 halamanLTC 3124m3rishorBelum ada peringkat
- Single IGBT A-Series Module CM600HA-24A: 600 Amperes/1200 VoltsDokumen7 halamanSingle IGBT A-Series Module CM600HA-24A: 600 Amperes/1200 Voltsvishal9119Belum ada peringkat
- XLamp XML2Dokumen35 halamanXLamp XML2AliBelum ada peringkat
- PT 121 G c11 MPB PDFDokumen9 halamanPT 121 G c11 MPB PDFlaboratorioelectroBelum ada peringkat
- MSG40T65FHDokumen5 halamanMSG40T65FHisaiasvaBelum ada peringkat
- General Description: 30V N-Channel MOSFETDokumen6 halamanGeneral Description: 30V N-Channel MOSFETFabian OrtuzarBelum ada peringkat
- Features General Description: High Slew Rate Rail-to-Rail Dual Operational AmplifiersDokumen8 halamanFeatures General Description: High Slew Rate Rail-to-Rail Dual Operational AmplifiersOrkys TenorioBelum ada peringkat
- LM35 Precision Centigrade Temperature Sensors: 1 Features 3 DescriptionDokumen38 halamanLM35 Precision Centigrade Temperature Sensors: 1 Features 3 DescriptionGermán GarcíaBelum ada peringkat
- SGP30N60HS SGW30N60HS: High Speed IGBT in NPT-technologyDokumen12 halamanSGP30N60HS SGW30N60HS: High Speed IGBT in NPT-technologyGaby FigueroaBelum ada peringkat
- Ad8091 8092-1502159Dokumen21 halamanAd8091 8092-1502159tulios6262Belum ada peringkat
- Application Note 1087: Thermal Data For Avago OptocouplersDokumen13 halamanApplication Note 1087: Thermal Data For Avago Optocouplerssteviej85Belum ada peringkat
- AOD 609 G - Transistor de Efeito de Campo PDFDokumen12 halamanAOD 609 G - Transistor de Efeito de Campo PDFTiago LeonhardtBelum ada peringkat
- ZD2.4 THRU ZD36: Unisonic Technologies Co., LTDDokumen4 halamanZD2.4 THRU ZD36: Unisonic Technologies Co., LTDAsadBelum ada peringkat
- Optan Ball Lens 052920Dokumen7 halamanOptan Ball Lens 052920lenaBelum ada peringkat
- TRANSISTOR 2L 2n5401 - mmbt5401Dokumen5 halamanTRANSISTOR 2L 2n5401 - mmbt5401Luis PiñeroBelum ada peringkat
- Description: ItcanbeusedinawideDokumen6 halamanDescription: ItcanbeusedinawideMoez MizouBelum ada peringkat
- AOSP21357Dokumen5 halamanAOSP21357Carlos Roman MonkadaBelum ada peringkat
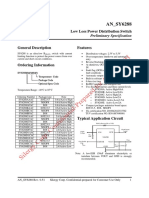
- AN - SY6288: Low Loss Power Distribution SwitchDokumen10 halamanAN - SY6288: Low Loss Power Distribution SwitchJuan MorenoBelum ada peringkat