Anda mungkin juga menyukai
- Parts Book 777 PDFDokumen734 halamanParts Book 777 PDFAlief Maulana50% (2)
- Polyboard CourseDokumen96 halamanPolyboard CourseZelejordan100% (1)
- Mémo Mécanique 2014 PDFDokumen164 halamanMémo Mécanique 2014 PDFPierre MackenzieBelum ada peringkat
- Chappée Cougar F4Dokumen20 halamanChappée Cougar F4Iceman 2967% (3)
- TP Alesage Nez de Broche CorrigéDokumen10 halamanTP Alesage Nez de Broche CorrigélachhelBelum ada peringkat
- Installer Mastercam X6Dokumen4 halamanInstaller Mastercam X6Triki BilelBelum ada peringkat
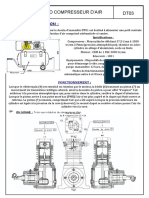
- TD CompresseurDokumen11 halamanTD CompresseurSamba Sall100% (1)
- Chapitre 6 - Flexion Composée ELU - ELS PDFDokumen54 halamanChapitre 6 - Flexion Composée ELU - ELS PDFAhmed Skendraoui100% (7)
- 3-Durée de Vie Des Outils de CoupeDokumen5 halaman3-Durée de Vie Des Outils de CoupeKing WolfBelum ada peringkat
- Electronique Et Loisirs 015 PDFDokumen80 halamanElectronique Et Loisirs 015 PDFnfscmbBelum ada peringkat
- TD3 AcvDokumen2 halamanTD3 AcvEmma PressonBelum ada peringkat
- Help LogitraceDokumen59 halamanHelp LogitracejfcalamaBelum ada peringkat
- CM MecaniqueDokumen47 halamanCM MecaniqueAmine FrajBelum ada peringkat
- GAMME D'USINAGE MOULAGE À LA CIRE PERDUEDokumen1 halamanGAMME D'USINAGE MOULAGE À LA CIRE PERDUEsvans lmsvansi100% (1)
- Shop TurnDokumen436 halamanShop TurnBoutef El HachemiBelum ada peringkat
- Construction Mecanique Cle0cfe57Dokumen76 halamanConstruction Mecanique Cle0cfe57Mycompte HukkersBelum ada peringkat
- Introduction Au MastercamDokumen3 halamanIntroduction Au MastercamAsma MensiBelum ada peringkat
- Exercices AssDokumen11 halamanExercices AssMed AliBelum ada peringkat
- CH 2 GINDUS Généralités UsinageDokumen70 halamanCH 2 GINDUS Généralités UsinageMeryem JanatiBelum ada peringkat
- Calcul Verin PneumatiqueDokumen3 halamanCalcul Verin PneumatiqueiarabenBelum ada peringkat
- Poziaopaezc OpazcDokumen4 halamanPoziaopaezc OpazcBadr HadriBelum ada peringkat
- Données Techniques Sur Les TournageDokumen50 halamanDonnées Techniques Sur Les TournageAm NeBelum ada peringkat
- CH1 Position de La Reparation en Maintenance PDFDokumen6 halamanCH1 Position de La Reparation en Maintenance PDFBen MahBelum ada peringkat
- CCM Fr-Ang 2000-07Dokumen36 halamanCCM Fr-Ang 2000-07ghrairi100% (1)
- Analyse Dimensionnelle en TurbomachinesDokumen12 halamanAnalyse Dimensionnelle en Turbomachinesamine rajebBelum ada peringkat
- Étude Experimentale de La Coupe en FraisageDokumen6 halamanÉtude Experimentale de La Coupe en FraisagekadirikakaBelum ada peringkat
- Memoire AbdelkhalekDokumen148 halamanMemoire AbdelkhalekSupradayaLight0% (1)
- Fraisage. SINUMERIK 802D SL Pro. Fraisage. Avant-Propos. Introduction. Aperçu Du Système 2. Fonctions de Réglage 3 PDFDokumen50 halamanFraisage. SINUMERIK 802D SL Pro. Fraisage. Avant-Propos. Introduction. Aperçu Du Système 2. Fonctions de Réglage 3 PDFamr_akram_2Belum ada peringkat
- Formation SI120 & 220FDokumen166 halamanFormation SI120 & 220FguyBelum ada peringkat
- Notice Technique Elévateur À Godets Avec Trémie (Hopper) 1m X 1mDokumen28 halamanNotice Technique Elévateur À Godets Avec Trémie (Hopper) 1m X 1mbenziane boussebieBelum ada peringkat
- HumidaireDokumen92 halamanHumidaireAristideBelum ada peringkat
- Élaboration Des Pièces Par Usinage ESTEM 2022Dokumen58 halamanÉlaboration Des Pièces Par Usinage ESTEM 2022Soukaina HanineBelum ada peringkat
- ArbresDokumen46 halamanArbresPap Momar MboupBelum ada peringkat
- Memento UsinageDokumen1 halamanMemento Usinagebhsbhs19Belum ada peringkat
- TB13 Partie 1Dokumen10 halamanTB13 Partie 1Pacha PicBelum ada peringkat
- Busi Intercut2008Dokumen16 halamanBusi Intercut2008thedag57Belum ada peringkat
- 45SCD6 - 45SiCrMo6Dokumen2 halaman45SCD6 - 45SiCrMo6iso9002Belum ada peringkat
- Ch1 - Moulage Des Matu00E9riaux Mu00E9talliquesDokumen22 halamanCh1 - Moulage Des Matu00E9riaux Mu00E9talliquesYounes KaderBelum ada peringkat
- Manuel Valeur D2876le402Dokumen38 halamanManuel Valeur D2876le402David dounaiBelum ada peringkat
- Couple Outil-Piece 3Dokumen4 halamanCouple Outil-Piece 3Mohamed Abed100% (1)
- Cat2 TIGDokumen41 halamanCat2 TIGH_DEBIANEBelum ada peringkat
- Fraisage A Commande NumériqueDokumen13 halamanFraisage A Commande NumériqueYassine ĐesTrôỷỹBelum ada peringkat
- Soudage À L'électrode EnrobéeDokumen101 halamanSoudage À L'électrode Enrobéeticettac68Belum ada peringkat
- TP RotomoulageDokumen5 halamanTP RotomoulageYassine Tawfik100% (1)
- Corr Techn CNC 2014Dokumen8 halamanCorr Techn CNC 2014Parc ElyesBelum ada peringkat
- SolidWorks 2024 - PrésentationDokumen179 halamanSolidWorks 2024 - Présentationimeneb898Belum ada peringkat
- Sinumerik810820 Mill FRDokumen90 halamanSinumerik810820 Mill FRDick ManBelum ada peringkat
- Topcam 3d DCNDokumen61 halamanTopcam 3d DCNYazid BaracheBelum ada peringkat
- Mode D'emploi DiviseurDokumen6 halamanMode D'emploi DiviseurNassro ZiadBelum ada peringkat
- DR03 Transmission CDokumen5 halamanDR03 Transmission CAbdellah FaqdaniBelum ada peringkat
- Joucomatic Iso TirantsDokumen11 halamanJoucomatic Iso Tirantsyouri59490Belum ada peringkat
- 7 - CQPM - CM - Tech CoupeDokumen42 halaman7 - CQPM - CM - Tech CoupeMPONGUIBelum ada peringkat
- Ulin 2126Dokumen172 halamanUlin 2126sergioBelum ada peringkat
- Anodisation de L'aluminium Et de Ses AlliagesDokumen22 halamanAnodisation de L'aluminium Et de Ses AlliagesCousin Hub50% (2)
- Aciers Pour Emballage PDFDokumen8 halamanAciers Pour Emballage PDFKimo HakimBelum ada peringkat
- Laminage À ChaudDokumen24 halamanLaminage À ChaudjabraneBelum ada peringkat
- Les Materiaux Utiliser Dans Les Boites de ConserveDokumen18 halamanLes Materiaux Utiliser Dans Les Boites de ConserveTouri Na100% (1)
- Émaillage Des MétauxDokumen20 halamanÉmaillage Des Métauxsamikaddida50% (2)
- Projet Tutore 1Dokumen23 halamanProjet Tutore 1Nadir IkhlefBelum ada peringkat
- Traitement de Surface Par Voie Électrolytique - FADDOULI ImaneDokumen44 halamanTraitement de Surface Par Voie Électrolytique - FADDOULI Imanehassan rakaneBelum ada peringkat
- Les Tuyaux en Plomb - FVB-FFC ConstructivDokumen22 halamanLes Tuyaux en Plomb - FVB-FFC ConstructivCamelia SmahanBelum ada peringkat
- Marmites FRDokumen28 halamanMarmites FRMaévaBelum ada peringkat
- La philosophie de l'histoire par le théâtre: L'œuvre dramatique de Johann Gottfried Herder (1764–1774)Dari EverandLa philosophie de l'histoire par le théâtre: L'œuvre dramatique de Johann Gottfried Herder (1764–1774)Belum ada peringkat
- Thème 1122 - Définition Du Progrès TechniqueDokumen6 halamanThème 1122 - Définition Du Progrès TechniqueMme et Mr LafonBelum ada peringkat
- Présentation ToyotismeDokumen36 halamanPrésentation ToyotismeAhlam Ch100% (1)
- 05 001 Stremaform Be FR LRDokumen12 halaman05 001 Stremaform Be FR LRSaidDiasBelum ada peringkat
- SERIE DEXercices EngrenageSDokumen3 halamanSERIE DEXercices EngrenageSbarryhamadounallaye1Belum ada peringkat
- PCB20 Documentation TechniqueDokumen8 halamanPCB20 Documentation TechniqueBAMABelum ada peringkat
- Atelier BoisDokumen84 halamanAtelier BoisFateh ßenouhibaBelum ada peringkat
- Cours Master 2 - Management Dun Projet de Construction - MNDokumen53 halamanCours Master 2 - Management Dun Projet de Construction - MNmalek100% (1)
- Chapitre - Les Bétons Et MortiersDokumen29 halamanChapitre - Les Bétons Et MortiersGaitan Neungoue100% (1)
- Catalogue S7 200Dokumen28 halamanCatalogue S7 200Khaled OuniBelum ada peringkat
- Tormek T7Dokumen4 halamanTormek T7RAFIDYBelum ada peringkat
- Diagramme de PARETODokumen20 halamanDiagramme de PARETOJohn Smith100% (1)
- Depliant MGI PDFDokumen4 halamanDepliant MGI PDFgabyblancoBelum ada peringkat
- FR HUILE Reservoir Acier InoxDokumen12 halamanFR HUILE Reservoir Acier Inoxtrading.anoBelum ada peringkat
- Les Familles de Materiaux2Dokumen4 halamanLes Familles de Materiaux2Houcine GentilBelum ada peringkat
- GPS DifférentielDokumen2 halamanGPS Différentielmrd9991100% (1)
- Electricite Photovoltaique ProfDokumen8 halamanElectricite Photovoltaique Profsalem BEN MOUSSABelum ada peringkat
- TEC - GuideBonnesPratiques Aménagements 20Dokumen92 halamanTEC - GuideBonnesPratiques Aménagements 20mehdiBelum ada peringkat
- Ant Rapport Final ACVDokumen236 halamanAnt Rapport Final ACVL'Usine NouvelleBelum ada peringkat
- Cellule PhotovoltaiqueDokumen11 halamanCellule PhotovoltaiquejccheminBelum ada peringkat
- Listado Normas Colección BRAYANDokumen183 halamanListado Normas Colección BRAYANJoshiro Montalvan Quispe0% (1)
- Sables de Moulage - TsaucrayDokumen4 halamanSables de Moulage - TsaucrayTriki BilelBelum ada peringkat
- TRANSMISSION DE SIGNAUX. Cours Et Exercices D'électronique Télécharger, Lire PDFDokumen6 halamanTRANSMISSION DE SIGNAUX. Cours Et Exercices D'électronique Télécharger, Lire PDFFédyHamdiBelum ada peringkat
- Rapport PDFDokumen112 halamanRapport PDFnidhalBelum ada peringkat
- EGRDokumen5 halamanEGRRachid AmansagBelum ada peringkat