Anda mungkin juga menyukai
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Comparative Study of Steel Structure With and Without Floating Columns in EtabsDokumen13 halamanComparative Study of Steel Structure With and Without Floating Columns in EtabsBehroz BehzadBelum ada peringkat
- Ugc Model Curriculum Statistics: Submitted To The University Grants Commission in April 2001Dokumen101 halamanUgc Model Curriculum Statistics: Submitted To The University Grants Commission in April 2001Alok ThakkarBelum ada peringkat
- Computer Dictionary PDFDokumen95 halamanComputer Dictionary PDFMarjenneilBelum ada peringkat
- 144S... - PCB Series: Signal Conditioned Precision Pressure TransducersDokumen4 halaman144S... - PCB Series: Signal Conditioned Precision Pressure TransducersAnish KumarBelum ada peringkat
- GTP For 1CX300sqmmDokumen4 halamanGTP For 1CX300sqmmpriyanka236Belum ada peringkat
- Frequency AdverbsDokumen4 halamanFrequency AdverbsAlexander ScrBelum ada peringkat
- Substations - Part 1 - Procedural: DisclaimerDokumen44 halamanSubstations - Part 1 - Procedural: DisclaimerSergio Henrique F. CArniettoBelum ada peringkat
- 2.data Types Ver2Dokumen56 halaman2.data Types Ver2qwernasdBelum ada peringkat
- EXCEL - How To Write Perfect VLOOKUP and INDEX and MATCH FormulasDokumen29 halamanEXCEL - How To Write Perfect VLOOKUP and INDEX and MATCH Formulasgerrydimayuga100% (1)
- Physical Quantities and Unit: 9th GradeDokumen28 halamanPhysical Quantities and Unit: 9th GradeAlexanderBelum ada peringkat
- List of Books s8 ElectiveDokumen2 halamanList of Books s8 ElectivemaniBelum ada peringkat
- 16 - Bit RISC Processor Design For Convolution Application Using Verilog HDLDokumen64 halaman16 - Bit RISC Processor Design For Convolution Application Using Verilog HDLchandra sekhar100% (1)
- ML Observability Build Vs Buy Download Guide 1689038317Dokumen31 halamanML Observability Build Vs Buy Download Guide 1689038317rastrol7Belum ada peringkat
- Final ProjectDokumen4 halamanFinal ProjectChacho BacoaBelum ada peringkat
- PET524 Saturation 1Dokumen12 halamanPET524 Saturation 1Ronald NgueleBelum ada peringkat
- Solution Manual For Investment Science by David LuenbergerDokumen94 halamanSolution Manual For Investment Science by David Luenbergerkoenajax96% (28)
- Evoked Potential Practice Exam - ProProfs QuizDokumen23 halamanEvoked Potential Practice Exam - ProProfs QuizAnonymous 9lmlWQoDm8Belum ada peringkat
- V7R3 Recovery Guide Sc415304Dokumen560 halamanV7R3 Recovery Guide Sc415304gort400Belum ada peringkat
- Psychometric Development and Validation of GaslightingDokumen15 halamanPsychometric Development and Validation of GaslightingYang ZhangBelum ada peringkat
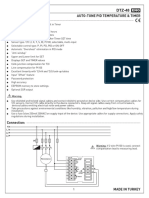
- Auto-Tune Pid Temperature & Timer General Specifications: N L1 L2 L3Dokumen4 halamanAuto-Tune Pid Temperature & Timer General Specifications: N L1 L2 L3sharawany 20Belum ada peringkat
- Jazz Piano VoicingsDokumen19 halamanJazz Piano Voicingskeybiank86% (58)
- Executive Incentives and The Horizon Problem An - 1991 - Journal of AccountingDokumen39 halamanExecutive Incentives and The Horizon Problem An - 1991 - Journal of AccountingYuhan JiBelum ada peringkat
- 100 TOP Real Time Objective C Multiple Choice Questions and Answers PDF DownloadDokumen22 halaman100 TOP Real Time Objective C Multiple Choice Questions and Answers PDF DownloadNayan BariBelum ada peringkat
- SOFARSOLAR ModBus-RTU Communication ProtocolDokumen22 halamanSOFARSOLAR ModBus-RTU Communication ProtocolВячеслав ЛарионовBelum ada peringkat
- The Kemetic Tree of LifeDokumen1 halamanThe Kemetic Tree of LifeFlorin CiudinBelum ada peringkat
- Groundwater Flow-Chapter3FYDokumen73 halamanGroundwater Flow-Chapter3FYTemesgen workiyeBelum ada peringkat
- SD02 Introduction SDBMSDokumen26 halamanSD02 Introduction SDBMSgatothp100% (2)
- Ball Charge ManagementDokumen14 halamanBall Charge ManagementSalud Y SucesosBelum ada peringkat
- Calculation Eurocode 2Dokumen4 halamanCalculation Eurocode 2rammirisBelum ada peringkat