Anda mungkin juga menyukai
- Painting Procedure 4288 Danem 28-04-13Dokumen24 halamanPainting Procedure 4288 Danem 28-04-13Rejoy baby100% (1)
- Module 1 Power HacksawDokumen11 halamanModule 1 Power HacksawAramae DagamiBelum ada peringkat
- A 106 GR BDokumen3 halamanA 106 GR BEzequiel CeccarelliBelum ada peringkat
- Painting Report Cd3Dokumen15 halamanPainting Report Cd3sivaBelum ada peringkat
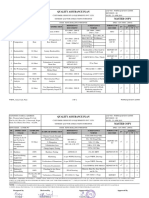
- Wifpl-Qap-2019!20!008 Rev-00 Hindustan Equipment PVT Ltd-SignedDokumen2 halamanWifpl-Qap-2019!20!008 Rev-00 Hindustan Equipment PVT Ltd-SignedDeipak HoleBelum ada peringkat
- 5 Welding Processes 1Dokumen62 halaman5 Welding Processes 1adelBelum ada peringkat
- Welded Joint DesignDokumen5 halamanWelded Joint Designscott2355Belum ada peringkat
- Presentation 1PRESENTATIONDokumen21 halamanPresentation 1PRESENTATIONsourajpatelBelum ada peringkat
- Welding AuditDokumen2 halamanWelding AuditIbrahim100% (1)
- Solidedge F1 in Schools TutorialDokumen8 halamanSolidedge F1 in Schools TutorialhiloactiveBelum ada peringkat
- Is 10517 1983 PDFDokumen16 halamanIs 10517 1983 PDFnilesh bhandareBelum ada peringkat
- Installation, Operation AND Maintanance Manual: Always A Step Ahead in TechnologyDokumen26 halamanInstallation, Operation AND Maintanance Manual: Always A Step Ahead in TechnologyBharat TailorBelum ada peringkat
- INS P 035, Circularity Check - Cyl.sectionsDokumen10 halamanINS P 035, Circularity Check - Cyl.sectionsDeepakBelum ada peringkat
- Welding OperationDokumen13 halamanWelding OperationAshwani DograBelum ada peringkat
- Asme Interpre Sec Vii D 1Dokumen60 halamanAsme Interpre Sec Vii D 1Mayrita Nicol Aranibar TiconaBelum ada peringkat
- Is 2062 - E250 Vs Is-1367 ComparisonDokumen2 halamanIs 2062 - E250 Vs Is-1367 ComparisonDevang JaniBelum ada peringkat
- Arun Babu QCDokumen4 halamanArun Babu QCdashBelum ada peringkat
- O07743 Specifications REV I FINDokumen179 halamanO07743 Specifications REV I FINphaniscribd100% (1)
- Table of Counter FormationsDokumen3 halamanTable of Counter FormationsHan Siang KuBelum ada peringkat
- Is 13349Dokumen20 halamanIs 13349raji357100% (1)
- PRES TIG Hot Wire Narrow Gap Welding enDokumen25 halamanPRES TIG Hot Wire Narrow Gap Welding enRavishankarBelum ada peringkat
- Lovol 1004Dokumen2 halamanLovol 1004Dhee DoodzBelum ada peringkat
- Laser Mig - Hybrid - WeldinggDokumen26 halamanLaser Mig - Hybrid - WeldinggFeratBelum ada peringkat
- Neral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFDokumen26 halamanNeral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFcarlosBelum ada peringkat
- Impacto Charpy - Iso - 9016Dokumen12 halamanImpacto Charpy - Iso - 9016Lucas MlbBelum ada peringkat
- DNV OS C 401 (2001) Rules Fabrication and Testing of Offshore Structures PDFDokumen44 halamanDNV OS C 401 (2001) Rules Fabrication and Testing of Offshore Structures PDFrami ghorbelBelum ada peringkat
- Product Inspection Report: Results OverviewDokumen8 halamanProduct Inspection Report: Results Overviewblackberry7130gBelum ada peringkat
- Carbon Arc Cutting PDFDokumen44 halamanCarbon Arc Cutting PDFMark InnesBelum ada peringkat
- F765-93 (2012) E1 Standard Specification For Wildcats, Ship Anchor ChainDokumen6 halamanF765-93 (2012) E1 Standard Specification For Wildcats, Ship Anchor ChainislamakthamBelum ada peringkat
- 52 CentFans PDFDokumen70 halaman52 CentFans PDFmuhdjusriBelum ada peringkat
- SBR VS Asp AkhileshDokumen15 halamanSBR VS Asp AkhileshDontknowBelum ada peringkat
- Iwe Mig Welding MachineDokumen2 halamanIwe Mig Welding Machinem ramakrishna reddyBelum ada peringkat
- Advantage & Disadv of Bellow & Slip JointDokumen2 halamanAdvantage & Disadv of Bellow & Slip JointSharun Suresh0% (1)
- Data Sheet 2006 Strenx 700 20170420 121 371857150 enDokumen2 halamanData Sheet 2006 Strenx 700 20170420 121 371857150 enRodrigoBelum ada peringkat
- StandardsDokumen60 halamanStandardsEmma BoyceBelum ada peringkat
- Internship ReportDokumen26 halamanInternship ReportlalitmlkBelum ada peringkat
- Shot BlastDokumen5 halamanShot BlastBhola RamBelum ada peringkat
- Voestalpine Heavy Plate TTD ALDUR E 14012013Dokumen13 halamanVoestalpine Heavy Plate TTD ALDUR E 14012013Dragan JerčićBelum ada peringkat
- Dynamic and Static Balancing of Rolls - How, Why and WhenDokumen2 halamanDynamic and Static Balancing of Rolls - How, Why and WhenAbolfazl KhakiBelum ada peringkat
- Rationalise List Welding ConsumablesDokumen19 halamanRationalise List Welding ConsumablesMayank SadaniBelum ada peringkat
- Advantages and Disadvantages of Powder MetallurgyDokumen2 halamanAdvantages and Disadvantages of Powder Metallurgyvinslin67% (6)
- Variable Springs Database PDFDokumen2 halamanVariable Springs Database PDFfaycealBelum ada peringkat
- Color Code Chart Qfm-qc-03 Rev. 17Dokumen1 halamanColor Code Chart Qfm-qc-03 Rev. 17Balram Ji100% (1)
- Steel Grade Equivalents - CarbonDokumen2 halamanSteel Grade Equivalents - CarbonAnonymous ARMtmNKLBelum ada peringkat
- Hardox 450 Data SheetDokumen2 halamanHardox 450 Data SheetmatthewpincottBelum ada peringkat
- Power Mig 210 PDFDokumen104 halamanPower Mig 210 PDFDannielOrellanaBelum ada peringkat
- Laser-Hybrid WeldingDokumen2 halamanLaser-Hybrid WeldingVysakh VasudevanBelum ada peringkat
- OC-1-1-FCAW-1 Rev 0 PDFDokumen4 halamanOC-1-1-FCAW-1 Rev 0 PDFDario100% (1)
- Attachment D (SAEP 316)Dokumen1 halamanAttachment D (SAEP 316)imtiazBelum ada peringkat
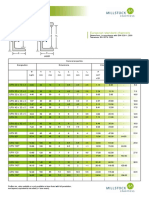
- Stainless Steel Upn Channels SectionsDokumen4 halamanStainless Steel Upn Channels SectionsKriengsak RuangdechBelum ada peringkat
- Welding MachineDokumen19 halamanWelding Machineashish sahaBelum ada peringkat
- ROS-020 Edition 2015 Rev 00-2015 - Scaffold PDFDokumen24 halamanROS-020 Edition 2015 Rev 00-2015 - Scaffold PDFFayaz MohammedBelum ada peringkat
- Kit 138 New Bresle Salt PDFDokumen2 halamanKit 138 New Bresle Salt PDFDian FaraBelum ada peringkat
- Preheating Procedure For Equipment Nozzle Modification (Cs and LTCS)Dokumen6 halamanPreheating Procedure For Equipment Nozzle Modification (Cs and LTCS)Rakesh RanjanBelum ada peringkat
- RF Return Line FilterDokumen8 halamanRF Return Line Filterboobalan_shriBelum ada peringkat
- Welding Electrode ProjectDokumen36 halamanWelding Electrode ProjectjswldeepBelum ada peringkat
- Manufacture of Components: 1 GeneralDokumen37 halamanManufacture of Components: 1 GeneralPaolita Auza BalderramaBelum ada peringkat
- Shipyard VisitDokumen16 halamanShipyard VisitJagadeep TcBelum ada peringkat
- Echangeur de Chaleur PlaquesDokumen10 halamanEchangeur de Chaleur PlaquesAmor AmorBelum ada peringkat
- 21knots BrochureDokumen6 halaman21knots Brochurenitesh2109Belum ada peringkat
- Metal Bar Grating - Grating PacificDokumen36 halamanMetal Bar Grating - Grating PacificTunggulBhirawaBelum ada peringkat
- 5 Cross Section Classification HandoutDokumen2 halaman5 Cross Section Classification HandoutThananchayan MaheshBelum ada peringkat
- Metal Bar Grating - Grating PacificDokumen36 halamanMetal Bar Grating - Grating PacificTunggulBhirawaBelum ada peringkat
- Taxi FaresDokumen9 halamanTaxi Faresnitesh2109Belum ada peringkat
- Anchor Chain Locker Volume CalculationDokumen5 halamanAnchor Chain Locker Volume Calculationnitesh210950% (2)
- Welding Schedule 11.07.22Dokumen2 halamanWelding Schedule 11.07.22nitesh2109Belum ada peringkat
- Welding Schedule 11.07.22Dokumen2 halamanWelding Schedule 11.07.22nitesh2109Belum ada peringkat
- Design Guide UPSDokumen18 halamanDesign Guide UPSVictor BitarBelum ada peringkat
- Class Test Question Paper Kinematics of Machinery - 21-22 - FinalDokumen3 halamanClass Test Question Paper Kinematics of Machinery - 21-22 - FinalRavi PatilBelum ada peringkat
- Lincolnweld 888 & LA-85Dokumen2 halamanLincolnweld 888 & LA-85Pablo PazBelum ada peringkat
- Matlab Fourier Series Signal & SystemDokumen15 halamanMatlab Fourier Series Signal & SystemNik Ahmad FaisalBelum ada peringkat
- Elements of Feedback Control SystemsDokumen53 halamanElements of Feedback Control SystemschanonBelum ada peringkat
- Unit 1 - Homework Assignment 2: The Hydrogen AtomDokumen2 halamanUnit 1 - Homework Assignment 2: The Hydrogen Atom周子暄Belum ada peringkat
- Colin MaclaurinDokumen6 halamanColin MaclaurinChristian David PecsonBelum ada peringkat
- Unit - 13 - InstructionRevA May 1 2019Dokumen4 halamanUnit - 13 - InstructionRevA May 1 2019Dhruv SahniBelum ada peringkat
- Antena Tipo LazoDokumen2 halamanAntena Tipo LazoMarllory CobosBelum ada peringkat
- Shop Drawing Submittal: Project: Project No. Client: Consultant: Contractor: 20-373-DS-ARC-PE-21Dokumen129 halamanShop Drawing Submittal: Project: Project No. Client: Consultant: Contractor: 20-373-DS-ARC-PE-21Ernest NavarroBelum ada peringkat
- Ahi Evran Sunum enDokumen26 halamanAhi Evran Sunum endenizakbayBelum ada peringkat
- B SafeunitDokumen4 halamanB SafeunitSabariyantoBelum ada peringkat
- Maths Formula Class10Dokumen49 halamanMaths Formula Class10kaustubh patilBelum ada peringkat
- L 19 - Mse628a - 30 10 19Dokumen25 halamanL 19 - Mse628a - 30 10 19Dhanishtha SinghBelum ada peringkat
- Hydraulic of Tangential VortexDokumen14 halamanHydraulic of Tangential VortexKhanh ChiBelum ada peringkat
- Segui 6e ISM Ch08Dokumen105 halamanSegui 6e ISM Ch08miraj patelBelum ada peringkat
- Supercritical PlantDokumen71 halamanSupercritical PlantNitish KumarBelum ada peringkat
- Chiller Plant DesignDokumen48 halamanChiller Plant Designryxor-mrbl100% (1)
- PEX250í 1200 Instruction ManualDokumen10 halamanPEX250í 1200 Instruction ManualSebastian Aguila RaipanBelum ada peringkat
- Astm E0169 16Dokumen6 halamanAstm E0169 16archanaBelum ada peringkat
- Hydraulics Coaching 3Dokumen21 halamanHydraulics Coaching 3lenard dongsal100% (1)
- Steam Attemperation Valve and Desuperheater Driven Problems On HRSG'sDokumen25 halamanSteam Attemperation Valve and Desuperheater Driven Problems On HRSG'stetracm100% (1)
- Department of Environmental SciencesDokumen19 halamanDepartment of Environmental SciencesRezaul KarimBelum ada peringkat
- Earth and Life Science Copy (Repaired)Dokumen39 halamanEarth and Life Science Copy (Repaired)Aaron Manuel MunarBelum ada peringkat
- Refrigeration CatalogDokumen32 halamanRefrigeration CatalogSami ThirunavukkarasuBelum ada peringkat
- WLP Creative WritingDokumen12 halamanWLP Creative Writingsheena balaisBelum ada peringkat
- Lecture-1 Introduction To Power Generation and Electrical Power SystemsDokumen28 halamanLecture-1 Introduction To Power Generation and Electrical Power SystemsHassanAhmed124Belum ada peringkat
- Development Length of Reinforcing Bars - Need To Revise Indian Code ProvisionsDokumen8 halamanDevelopment Length of Reinforcing Bars - Need To Revise Indian Code ProvisionsAvijitBelum ada peringkat
- Nonlinear Systems: Lyapunov Stability Theory - Part 2Dokumen36 halamanNonlinear Systems: Lyapunov Stability Theory - Part 2giacomoBelum ada peringkat
- MonorailDokumen13 halamanMonorailJay PadamaBelum ada peringkat