Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (120)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- FIR FliterDokumen10 halamanFIR FliterasfsfsafsafasBelum ada peringkat
- How To Install Metal LathDokumen2 halamanHow To Install Metal LathKfir BenishtiBelum ada peringkat
- Aditya Academy Syllabus-II 2020Dokumen7 halamanAditya Academy Syllabus-II 2020Tarun MajumdarBelum ada peringkat
- 7 - Monte-Carlo-Simulation With XL STAT - English GuidelineDokumen8 halaman7 - Monte-Carlo-Simulation With XL STAT - English GuidelineGauravShelkeBelum ada peringkat
- Bridge Over BrahmaputraDokumen38 halamanBridge Over BrahmaputraRahul DevBelum ada peringkat
- 2013-01-28 203445 International Fault Codes Eges350 DTCDokumen8 halaman2013-01-28 203445 International Fault Codes Eges350 DTCVeterano del CaminoBelum ada peringkat
- Man Bni PNT XXX 105 Z015 I17 Dok 886160 03 000Dokumen36 halamanMan Bni PNT XXX 105 Z015 I17 Dok 886160 03 000Eozz JaorBelum ada peringkat
- .CLP Delta - DVP-ES2 - EX2 - SS2 - SA2 - SX2 - SE&TP-Program - O - EN - 20130222 EDITADODokumen782 halaman.CLP Delta - DVP-ES2 - EX2 - SS2 - SA2 - SX2 - SE&TP-Program - O - EN - 20130222 EDITADOMarcelo JesusBelum ada peringkat
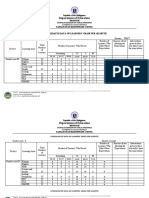
- Department of Education: Consolidated Data On Learners' Grade Per QuarterDokumen4 halamanDepartment of Education: Consolidated Data On Learners' Grade Per QuarterUsagi HamadaBelum ada peringkat
- Test On Real NumberaDokumen1 halamanTest On Real Numberaer.manalirathiBelum ada peringkat
- File RecordsDokumen161 halamanFile RecordsAtharva Thite100% (2)
- Cash Flow July 2021Dokumen25 halamanCash Flow July 2021pratima jadhavBelum ada peringkat
- Marking Scheme For Term 2 Trial Exam, STPM 2019 (Gbs Melaka) Section A (45 Marks)Dokumen7 halamanMarking Scheme For Term 2 Trial Exam, STPM 2019 (Gbs Melaka) Section A (45 Marks)Michelles JimBelum ada peringkat
- Atoma Amd Mol&Us CCTK) : 2Nd ErmDokumen4 halamanAtoma Amd Mol&Us CCTK) : 2Nd ErmjanviBelum ada peringkat
- (Gray Meyer) Analysis and Design of Analog Integrated Circuits 5th CroppedDokumen60 halaman(Gray Meyer) Analysis and Design of Analog Integrated Circuits 5th CroppedvishalwinsBelum ada peringkat
- Template Budget ProposalDokumen4 halamanTemplate Budget ProposalimamBelum ada peringkat
- 06 SAP PM Level 1 Role Matrix Template SampleDokumen5 halaman06 SAP PM Level 1 Role Matrix Template SampleRiteshSinhmar100% (1)
- Quality Standards For ECCE INDIA PDFDokumen41 halamanQuality Standards For ECCE INDIA PDFMaryam Ben100% (4)
- 147 Amity Avenue Nampa, ID 81937 (999) 999-9999 William at Email - ComDokumen4 halaman147 Amity Avenue Nampa, ID 81937 (999) 999-9999 William at Email - ComjeyesbelmenBelum ada peringkat
- Approvals Management Responsibilities and Setups in AME.B PDFDokumen20 halamanApprovals Management Responsibilities and Setups in AME.B PDFAli LoganBelum ada peringkat
- BSS Troubleshooting Manual PDFDokumen220 halamanBSS Troubleshooting Manual PDFleonardomarinBelum ada peringkat
- Expression of Interest (Eoi)Dokumen1 halamanExpression of Interest (Eoi)Mozaffar HussainBelum ada peringkat
- IPA Smith Osborne21632Dokumen28 halamanIPA Smith Osborne21632johnrobertbilo.bertilloBelum ada peringkat
- Inverter 2 chiềuDokumen2 halamanInverter 2 chiềuKhánh Nguyễn MinhBelum ada peringkat
- Digital Systems Project: IITB CPUDokumen7 halamanDigital Systems Project: IITB CPUAnoushka DeyBelum ada peringkat
- Categorical SyllogismDokumen3 halamanCategorical SyllogismYan Lean DollisonBelum ada peringkat
- English For Academic and Professional Purposes - ExamDokumen3 halamanEnglish For Academic and Professional Purposes - ExamEddie Padilla LugoBelum ada peringkat
- Dec 2-7 Week 4 Physics DLLDokumen3 halamanDec 2-7 Week 4 Physics DLLRicardo Acosta Subad100% (1)
- Scrum Exam SampleDokumen8 halamanScrum Exam SampleUdhayaBelum ada peringkat
- Pam8610 PDFDokumen15 halamanPam8610 PDFRaka Satria PradanaBelum ada peringkat