Anda mungkin juga menyukai
- Corrosion Types in Naval Materials ScienceDokumen13 halamanCorrosion Types in Naval Materials ScienceMad Max100% (1)
- Unit4.Protective Coats 4 CivilDokumen5 halamanUnit4.Protective Coats 4 CivilengineeringchemistryBelum ada peringkat
- Chapter 6 MetalDokumen34 halamanChapter 6 Metalsisay gemBelum ada peringkat
- Duplex SystemDokumen9 halamanDuplex Systemnightmanmx100% (1)
- Hot-Dip Galvanizing Process ExplainedDokumen18 halamanHot-Dip Galvanizing Process Explainedsample use100% (1)
- Fire Resistance TestDokumen2 halamanFire Resistance TestJaleel ClaasenBelum ada peringkat
- Protect Ives TotalDokumen58 halamanProtect Ives TotalengineeringchemistryBelum ada peringkat
- 2.electrochemical CorrosionDokumen2 halaman2.electrochemical CorrosionSahil VishwakarmaBelum ada peringkat
- General: Insulated Aluminium CladdingDokumen5 halamanGeneral: Insulated Aluminium Claddingeccos3338Belum ada peringkat
- CuiDokumen6 halamanCuiأحمد صبحىBelum ada peringkat
- Investigating Failure - Elevated Water Tank Coating Warranty RepairsKTA-TatorDokumen6 halamanInvestigating Failure - Elevated Water Tank Coating Warranty RepairsKTA-TatorNsidibe Michael Etim100% (1)
- T 18Dokumen10 halamanT 18khuramluck100% (2)
- Unit II - Study Materials On Energy Conversion MaterialsDokumen25 halamanUnit II - Study Materials On Energy Conversion Materialsronnie1992Belum ada peringkat
- FEpoxy BoxDokumen2 halamanFEpoxy BoxJamie ClarkBelum ada peringkat
- Effect of Boron Content On Hot Ductility and Hot Cracking TIG 316L SSDokumen10 halamanEffect of Boron Content On Hot Ductility and Hot Cracking TIG 316L SSafnene1Belum ada peringkat
- Corrosion Under Insulation: A JPCL EresourceDokumen47 halamanCorrosion Under Insulation: A JPCL Eresourcefahny100% (1)
- Atmospheric Corrosion Mechanisms and MonitoringDokumen27 halamanAtmospheric Corrosion Mechanisms and MonitoringmghgolBelum ada peringkat
- Fire ResistanceDokumen30 halamanFire ResistanceLesego MatojaneBelum ada peringkat
- Carbon Steel Corrosion in Clay-Rich EnvironmentDokumen10 halamanCarbon Steel Corrosion in Clay-Rich Environmentblackcurse29Belum ada peringkat
- Corrosion Failure From Water-Soluble Contaminants On AbrasivesDokumen6 halamanCorrosion Failure From Water-Soluble Contaminants On Abrasivesyo_lobehotmailcom100% (1)
- Smarter Materials Selection For Corrosion Control PDFDokumen12 halamanSmarter Materials Selection For Corrosion Control PDFAsyraf Nordin100% (1)
- CUI: An In-Depth Analysis: Hira S. AhluwaliaDokumen6 halamanCUI: An In-Depth Analysis: Hira S. AhluwaliaJithuJohnBelum ada peringkat
- Protective Coat Surface PreparationsDokumen6 halamanProtective Coat Surface Preparationsengineeringchemistry0% (1)
- Wet Storage Stain On Galvanized SteelDokumen8 halamanWet Storage Stain On Galvanized SteelDino PedutoBelum ada peringkat
- 1 PDFDokumen93 halaman1 PDFRomart BarosaBelum ada peringkat
- Case Study On Copper CorrosionDokumen15 halamanCase Study On Copper CorrosionClaudia MmsBelum ada peringkat
- AL 6XN SourceBookDokumen56 halamanAL 6XN SourceBookdrbeyerBelum ada peringkat
- Relationship Between Grain Size and Corrosion Rate in MetalsDokumen4 halamanRelationship Between Grain Size and Corrosion Rate in MetalsGajendra Pratap SinghBelum ada peringkat
- CV Paimschi Adrian CVDokumen5 halamanCV Paimschi Adrian CVIoana OanceaBelum ada peringkat
- World Oil CorrosionDokumen4 halamanWorld Oil CorrosionmutemuBelum ada peringkat
- Corrosion Performance of 3CR12 SteelDokumen16 halamanCorrosion Performance of 3CR12 SteelMashudu Ramovha100% (1)
- ROOKWOOL (Non Contact Insulation)Dokumen28 halamanROOKWOOL (Non Contact Insulation)devangmajithiaBelum ada peringkat
- NTSB Pipeline Accident ReportDokumen101 halamanNTSB Pipeline Accident ReportkoushkiBelum ada peringkat
- CUI Risk Factors on Insulated PipingDokumen21 halamanCUI Risk Factors on Insulated PipingRenan Soares KieferBelum ada peringkat
- Anti PasccDokumen4 halamanAnti PasccMohd Idris MohiuddinBelum ada peringkat
- Advanced Coatings PDFDokumen282 halamanAdvanced Coatings PDFrasnowmah2012Belum ada peringkat
- G 1Dokumen3 halamanG 1choodeshBelum ada peringkat
- Ferrite Limitation For SS316LDokumen12 halamanFerrite Limitation For SS316LAntonio PerezBelum ada peringkat
- Flow in Flow-Accelerated Corrosion For Nuclear Power PlantDokumen16 halamanFlow in Flow-Accelerated Corrosion For Nuclear Power PlantSalih Gürkan üyümezBelum ada peringkat
- Insulation Materials Study Compares Cellulose Fiber and EPSDokumen36 halamanInsulation Materials Study Compares Cellulose Fiber and EPSnamrytBelum ada peringkat
- InspectThis 2015-Fall PDFDokumen16 halamanInspectThis 2015-Fall PDFKhalida Muddasser100% (1)
- Chloride SCC of 316 SSTDokumen5 halamanChloride SCC of 316 SSTSH1961Belum ada peringkat
- BS en 12068.1999Dokumen33 halamanBS en 12068.1999yy20100% (1)
- TSADokumen44 halamanTSAdraj1875977Belum ada peringkat
- FTI FibaRoll InstallationApplicationMethods Rev3 3de+2009Dokumen30 halamanFTI FibaRoll InstallationApplicationMethods Rev3 3de+2009okanbo1Belum ada peringkat
- Incoloy & Monel CorrosionDokumen3 halamanIncoloy & Monel CorrosionAbbasBelum ada peringkat
- Stainless Steel 410Dokumen2 halamanStainless Steel 410Suriyachai NiamsornBelum ada peringkat
- Engineering Approach To Control Corrosion Under Thermal Insulation (Cuti) in Petrochemical IndustriesDokumen9 halamanEngineering Approach To Control Corrosion Under Thermal Insulation (Cuti) in Petrochemical IndustriesHuynh Phuc PhungBelum ada peringkat
- H DG Corr ProtectionDokumen16 halamanH DG Corr ProtectionNicolasBelum ada peringkat
- Stainless Steel CorrosionDokumen37 halamanStainless Steel CorrosionVedad ColakBelum ada peringkat
- Advances in Research on the Strength and Fracture of Materials: An OverviewDari EverandAdvances in Research on the Strength and Fracture of Materials: An OverviewD M R TaplinBelum ada peringkat
- Strength of Metals and Alloys (ICSMA 7): Proceedings of the 7th International Conference on the Strength of Metals and Alloys, Montreal, Canada, 12–16 August 1985Dari EverandStrength of Metals and Alloys (ICSMA 7): Proceedings of the 7th International Conference on the Strength of Metals and Alloys, Montreal, Canada, 12–16 August 1985H. J. McQueenBelum ada peringkat
- Fracture of Metals: An Advanced TreatiseDari EverandFracture of Metals: An Advanced TreatiseH. LiebowitzBelum ada peringkat
- The Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaDari EverandThe Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaD M R TaplinBelum ada peringkat
- Corrosion Failures: Theory, Case Studies, and SolutionsDari EverandCorrosion Failures: Theory, Case Studies, and SolutionsBelum ada peringkat
- M 703 CRDokumen8 halamanM 703 CRUNIISCRIBDBelum ada peringkat
- UTEX UPAK Injectable PackingDokumen7 halamanUTEX UPAK Injectable PackingUNIISCRIBDBelum ada peringkat
- Acme ThreadsDokumen3 halamanAcme ThreadsUNIISCRIBDBelum ada peringkat
- Product Catalog For CrossoverDokumen52 halamanProduct Catalog For CrossoverSerkan Cenberlitas100% (4)
- Pipe DriftDokumen2 halamanPipe DriftUNIISCRIBDBelum ada peringkat
- AC Motor GuideDokumen20 halamanAC Motor GuideboyetcincoBelum ada peringkat
- GAGESDokumen156 halamanGAGESUNIISCRIBDBelum ada peringkat
- Screw DesignDokumen22 halamanScrew DesignUNIISCRIBDBelum ada peringkat
- NASA Fastener Design ManualDokumen100 halamanNASA Fastener Design ManualAaron D. MillerBelum ada peringkat
- Piping Design Layout and Stress AnalysisDokumen19 halamanPiping Design Layout and Stress AnalysisSolomon EmavwodiaBelum ada peringkat
- Pipe Riser Anchor, Guide and Isolation ProductsDokumen4 halamanPipe Riser Anchor, Guide and Isolation ProductsUNIISCRIBDBelum ada peringkat
- Cooper Test Scheme Rubric PDFDokumen10 halamanCooper Test Scheme Rubric PDFisidehoBelum ada peringkat
- Parker Hyd MotorDokumen44 halamanParker Hyd MotorUNIISCRIBDBelum ada peringkat
- EngineeringWithCladSteel2ndEd PDFDokumen24 halamanEngineeringWithCladSteel2ndEd PDFUNIISCRIBDBelum ada peringkat
- Craver Uni BoltDokumen3 halamanCraver Uni BoltUNIISCRIBDBelum ada peringkat
- S-Box, WIRE LINE ACCESSORIESDokumen2 halamanS-Box, WIRE LINE ACCESSORIESUNIISCRIBDBelum ada peringkat
- API Purchasing Guide GenericDokumen24 halamanAPI Purchasing Guide Genericsajjadn9Belum ada peringkat
- Hydro TestDokumen14 halamanHydro TestUNIISCRIBDBelum ada peringkat
- Vam Tubular StandardsDokumen84 halamanVam Tubular StandardsMAHAN4231100% (9)
- Toward More Consistent Pipe Stress AnalysisDokumen5 halamanToward More Consistent Pipe Stress Analysissateesh chandBelum ada peringkat
- Wireline Manual PDFDokumen11 halamanWireline Manual PDFminchanmonBelum ada peringkat
- Guide casing shoes and drill bitsDokumen4 halamanGuide casing shoes and drill bitsUNIISCRIBDBelum ada peringkat
- Tri Can HandbookDokumen407 halamanTri Can HandbookIMEDHAMMOUDA100% (1)
- Best SwivelDokumen3 halamanBest SwivelUNIISCRIBDBelum ada peringkat
- Norsok M001 MaterialsDokumen31 halamanNorsok M001 MaterialsbreeeeezzzzzeBelum ada peringkat
- Velan Valve SpecDokumen3 halamanVelan Valve SpecUNIISCRIBDBelum ada peringkat
- OMB Valve TechDokumen24 halamanOMB Valve TechUNIISCRIBDBelum ada peringkat
- Guerrero vs. CA - DigestDokumen2 halamanGuerrero vs. CA - DigestMarionnie SabadoBelum ada peringkat
- Icpo Naft 4Dokumen7 halamanIcpo Naft 4Juan AgueroBelum ada peringkat
- Deckers v. Comfy - Minute OrderDokumen2 halamanDeckers v. Comfy - Minute OrderSarah BursteinBelum ada peringkat
- Spo2 M1191aDokumen247 halamanSpo2 M1191ashashibiya33Belum ada peringkat
- Forces and Motion Chapter ExplainedDokumen11 halamanForces and Motion Chapter ExplainedMaridjan WiwahaBelum ada peringkat
- Completing The Accounting Cycle: © 2009 The Mcgraw-Hill Companies, Inc., All Rights ReservedDokumen57 halamanCompleting The Accounting Cycle: © 2009 The Mcgraw-Hill Companies, Inc., All Rights ReservedPham Thi Hoa (K14 DN)Belum ada peringkat
- The Mechanisms of Alloxan-And Streptozotocin-Induced DiabetesDokumen11 halamanThe Mechanisms of Alloxan-And Streptozotocin-Induced DiabetesOktaviani Fitria Susanti SusantiBelum ada peringkat
- Piston y ConexionDokumen6 halamanPiston y ConexionCarlos Eduardo VargasBelum ada peringkat
- SChedule VIDokumen88 halamanSChedule VIbhushan2011Belum ada peringkat
- Informal Communication in OrganizationsDokumen3 halamanInformal Communication in OrganizationsAbdullah Ashik AdnanBelum ada peringkat
- Pizza Crust Menu in Karachi - Restaurant Online Ordering PakistanDokumen2 halamanPizza Crust Menu in Karachi - Restaurant Online Ordering PakistanSyed Rafay HashmiBelum ada peringkat
- ERP ImplementationDokumen47 halamanERP Implementationattarjaved100% (1)
- MK84SUSDokumen2 halamanMK84SUSali mortezaBelum ada peringkat
- Partnership Formation EssentialsDokumen2 halamanPartnership Formation EssentialsRodolfo ManalacBelum ada peringkat
- Wide-Flange Beam To HSS Column Moment Connections PDFDokumen7 halamanWide-Flange Beam To HSS Column Moment Connections PDFing_fernandogalvez2015Belum ada peringkat
- Design InfographicDokumen1 halamanDesign InfographicHarBelum ada peringkat
- USPS Tracking # - : Good Faith and Credit OrderDokumen3 halamanUSPS Tracking # - : Good Faith and Credit OrderCarolBelum ada peringkat
- G.R. No. 173637 - Speedy TRial and Double JeopardyDokumen3 halamanG.R. No. 173637 - Speedy TRial and Double Jeopardylr dagaangBelum ada peringkat
- North American Series 4762 Immersion Tube Burners 4762 - BULDokumen4 halamanNorth American Series 4762 Immersion Tube Burners 4762 - BULedgardiaz5519Belum ada peringkat
- Blackman Et Al 2013Dokumen18 halamanBlackman Et Al 2013ananth999Belum ada peringkat
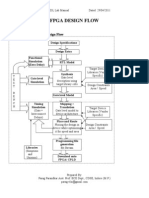
- Verilog HDL Lab ManualDokumen68 halamanVerilog HDL Lab ManualParag Parandkar80% (25)
- Delta Ia-Mds VFDB I TC 20070719Dokumen2 halamanDelta Ia-Mds VFDB I TC 20070719homa54404Belum ada peringkat
- Resume of Thomas Qiao SAP FICO (5yrs Version 4.7) : ProfileDokumen3 halamanResume of Thomas Qiao SAP FICO (5yrs Version 4.7) : ProfileVenkata AraveetiBelum ada peringkat
- WEG Rectifier User Manual 10005817193 enDokumen37 halamanWEG Rectifier User Manual 10005817193 endjunaedi djBelum ada peringkat
- Autox - December 2019 PDFDokumen162 halamanAutox - December 2019 PDFtae talBelum ada peringkat
- الصراع التنظيمي وأثره...Dokumen25 halamanالصراع التنظيمي وأثره...mohmod moohBelum ada peringkat
- Efficient Three Phase X3-Max Inverters from SolaX for Industrial and Residential UseDokumen2 halamanEfficient Three Phase X3-Max Inverters from SolaX for Industrial and Residential UseMuhammad FaruqBelum ada peringkat
- Tutorial Question 4 TORTDokumen2 halamanTutorial Question 4 TORTNBT OOBelum ada peringkat
- City Profil Addis AbabaDokumen33 halamanCity Profil Addis AbabaEyuale TBelum ada peringkat
- Immobilizer System - KIADokumen26 halamanImmobilizer System - KIAAhmed Alsheikh100% (1)