Anda mungkin juga menyukai
- Micrometers - Slide Gauges and Calipers - Principles, Construction, Operation and Use of Appliances for Fine Mechanical MeasurementsDari EverandMicrometers - Slide Gauges and Calipers - Principles, Construction, Operation and Use of Appliances for Fine Mechanical MeasurementsBelum ada peringkat
- Introduction to N.C.M., a Non Contact Measurement ToolDari EverandIntroduction to N.C.M., a Non Contact Measurement ToolBelum ada peringkat
- Metrology: MEX5272 Materials & Manufacturing EngineeringDokumen35 halamanMetrology: MEX5272 Materials & Manufacturing EngineeringRaghu2008100% (1)
- Surveying BooksDokumen38 halamanSurveying BooksbapernastBelum ada peringkat
- As Practical Book - Edited TotalDokumen285 halamanAs Practical Book - Edited TotalonlyheavenismygoalBelum ada peringkat
- Metrology Slideset PDFDokumen35 halamanMetrology Slideset PDFRaghu KrishnanBelum ada peringkat
- Design and Experimentation of A Roundness TesterDokumen47 halamanDesign and Experimentation of A Roundness Testerkndprasad01Belum ada peringkat
- EPM212 - Chapter 2 - Slides - HandoutsDokumen5 halamanEPM212 - Chapter 2 - Slides - HandoutsJabri JuhininBelum ada peringkat
- METROLOGYDokumen11 halamanMETROLOGYarvan singhBelum ada peringkat
- CMMDokumen31 halamanCMMKannan VenkatBelum ada peringkat
- Comparator SDokumen8 halamanComparator SPankaj PatilBelum ada peringkat
- Metrology QuestionsDokumen5 halamanMetrology QuestionsWaqaar JowataBelum ada peringkat
- What Is A Smart InstrumentDokumen14 halamanWhat Is A Smart InstrumentJuned LahoriBelum ada peringkat
- Research Paper On Coordinate Measuring MachineDokumen4 halamanResearch Paper On Coordinate Measuring MachineafeaoebidBelum ada peringkat
- WWW Engineering Com Story How Traditional Machine Tool AlignDokumen8 halamanWWW Engineering Com Story How Traditional Machine Tool AlignDavid duranBelum ada peringkat
- ME8501 - Metrology and Measurements - Unit - IIIDokumen69 halamanME8501 - Metrology and Measurements - Unit - IIIarunpdcBelum ada peringkat
- Innovations in Process Measurement and FeedbackDokumen6 halamanInnovations in Process Measurement and FeedbackRay KaradayiBelum ada peringkat
- Typical Tolerances of Manufacturing Processes: EML 2322L - MAE Design and Manufacturing LaboratoryDokumen7 halamanTypical Tolerances of Manufacturing Processes: EML 2322L - MAE Design and Manufacturing LaboratoryYathish Kumar MadanagopalBelum ada peringkat
- Vernier Calipper ExperimentSDokumen9 halamanVernier Calipper ExperimentSmaylaleibordayBelum ada peringkat
- AIE 217 - MetrologyDokumen11 halamanAIE 217 - MetrologyRokib Hasan SagarBelum ada peringkat
- Dimensional Measurement Time-Saving Dictionary: Image Dimension Measurement SystemDokumen16 halamanDimensional Measurement Time-Saving Dictionary: Image Dimension Measurement SystemRăzvan PopaBelum ada peringkat
- Design and Development of Radius Measurement Gauge For Inner and Outer Crescent Radius of Low-Pressure PumpDokumen6 halamanDesign and Development of Radius Measurement Gauge For Inner and Outer Crescent Radius of Low-Pressure PumpIJRASETPublicationsBelum ada peringkat
- Understanding Errors in Hand-Held Measuring Instruments - Modern Machine ShopDokumen5 halamanUnderstanding Errors in Hand-Held Measuring Instruments - Modern Machine ShopmehdiBelum ada peringkat
- Cep (Mqa)Dokumen8 halamanCep (Mqa)Awais WahabBelum ada peringkat
- Staff ReportDokumen7 halamanStaff Reportlbaker2009Belum ada peringkat
- Errors in MeasurementDokumen6 halamanErrors in MeasurementNarendra Reddy0% (1)
- Basics of MetrologyDokumen29 halamanBasics of MetrologyAjayBelum ada peringkat
- Lecture1424082946 PDFDokumen109 halamanLecture1424082946 PDFkaran5singh-12Belum ada peringkat
- Layer Contour Verification in Additive ManufacturiDokumen24 halamanLayer Contour Verification in Additive Manufacturigarin wisnu murtiBelum ada peringkat
- Getting Back To The Basics of Electrical MeasurementsDokumen12 halamanGetting Back To The Basics of Electrical MeasurementsAvinash RaghooBelum ada peringkat
- Unit - V FinalDokumen20 halamanUnit - V FinalSantosh SantuBelum ada peringkat
- Application Example: Quality Control of Injection-Molded PartsDokumen7 halamanApplication Example: Quality Control of Injection-Molded PartsJaikrishna MjkBelum ada peringkat
- LABM2 - Surface RoughnessDokumen12 halamanLABM2 - Surface RoughnessimfendiBelum ada peringkat
- Unit 5 MetrologyDokumen16 halamanUnit 5 MetrologyMuthuvel M100% (2)
- CMM MQCDokumen36 halamanCMM MQCThanigaivel ABelum ada peringkat
- Understanding Specifications For Precision Multimeters: Application NoteDokumen4 halamanUnderstanding Specifications For Precision Multimeters: Application Notezivko13Belum ada peringkat
- MQC U3 CMM and Laser and Automatic InspectionDokumen4 halamanMQC U3 CMM and Laser and Automatic InspectionsathiaBelum ada peringkat
- As TG1 Simple LinearDokumen16 halamanAs TG1 Simple LinearpchakkrapaniBelum ada peringkat
- Prod Tech-I - Unit 4 (B) - MetrologyDokumen36 halamanProd Tech-I - Unit 4 (B) - MetrologyVishal MeenaBelum ada peringkat
- Metrology Module4Dokumen93 halamanMetrology Module4jaskaran singhBelum ada peringkat
- The Benefits of Automated Armature BalancingDokumen4 halamanThe Benefits of Automated Armature BalancingbugdoBelum ada peringkat
- Class 3,4 - FinalDokumen32 halamanClass 3,4 - FinalDINESH DHANABALANBelum ada peringkat
- Faculty Orientation Programme-2017 SAE, Mechanical Department, Kondhwa, PuneDokumen57 halamanFaculty Orientation Programme-2017 SAE, Mechanical Department, Kondhwa, Puneraghav maskeBelum ada peringkat
- Mansoura University Faculty of Engineering: Production Engineering & Mechanical DesignDokumen8 halamanMansoura University Faculty of Engineering: Production Engineering & Mechanical DesignAhmed MawrdyBelum ada peringkat
- GRADE 12 SMAW MODULE 1 1st QuarterDokumen20 halamanGRADE 12 SMAW MODULE 1 1st QuarterClare GarcesBelum ada peringkat
- Unit 1 - Metrology Basics, Elements in Measurements & Line and End StandardsDokumen80 halamanUnit 1 - Metrology Basics, Elements in Measurements & Line and End StandardsShayan ChowdaryBelum ada peringkat
- Digital MultimeterDokumen53 halamanDigital MultimeterVincent KorieBelum ada peringkat
- 0524 Coal Bed Methane Well Automation: R.G. Ward - Control MicrosystemsDokumen5 halaman0524 Coal Bed Methane Well Automation: R.G. Ward - Control MicrosystemsSukawan ZakyBelum ada peringkat
- Principles of Measurements,: Module I: Concepts of MetrologyDokumen2 halamanPrinciples of Measurements,: Module I: Concepts of MetrologyShiba Narayan SahuBelum ada peringkat
- Measuring Instruments: Sine Bar & Slip GageDokumen8 halamanMeasuring Instruments: Sine Bar & Slip Gagethe grayBelum ada peringkat
- CG CGK StudyDokumen8 halamanCG CGK StudyRahul BenkeBelum ada peringkat
- Metrology Notes 2Dokumen17 halamanMetrology Notes 2Chris MuturiBelum ada peringkat
- Roundness IDokumen13 halamanRoundness Ibalasubramani_srinivBelum ada peringkat
- Metrology Lab w2014Dokumen15 halamanMetrology Lab w2014ObaidBelum ada peringkat
- MEC560 Chapter 2 Metrology v1.2Dokumen42 halamanMEC560 Chapter 2 Metrology v1.2razlan ghazaliBelum ada peringkat
- Process & Product DesignDokumen4 halamanProcess & Product DesignSudeep Kumar SinghBelum ada peringkat
- Metrology and Computer Aided Inspection 1 ADokumen68 halamanMetrology and Computer Aided Inspection 1 ATanmay SinghalBelum ada peringkat
- Workshop TechnologyDokumen105 halamanWorkshop Technologymuneebimran0% (1)
- Handbook of Microwave Component Measurements: with Advanced VNA TechniquesDari EverandHandbook of Microwave Component Measurements: with Advanced VNA TechniquesPenilaian: 4 dari 5 bintang4/5 (1)
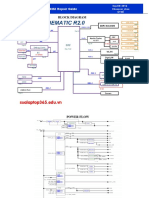
- Asus x453Dokumen5 halamanAsus x453Rhiry Ntuh AthryBelum ada peringkat
- Vest3000mkii TurntableDokumen16 halamanVest3000mkii TurntableElkin BabiloniaBelum ada peringkat
- PCM Cables: What Is PCM Cable? Why PCM Cables? Application?Dokumen14 halamanPCM Cables: What Is PCM Cable? Why PCM Cables? Application?sidd_mgrBelum ada peringkat
- ManualDokumen50 halamanManualspacejung50% (2)
- Art Integrated ProjectDokumen14 halamanArt Integrated ProjectSreeti GangulyBelum ada peringkat
- Reaction PaperDokumen3 halamanReaction PaperLois DolorBelum ada peringkat
- 2015 Student Handbook 16 January 2015Dokumen66 halaman2015 Student Handbook 16 January 2015John KhanBelum ada peringkat
- Lab Science of Materis ReportDokumen22 halamanLab Science of Materis ReportKarl ToddBelum ada peringkat
- Thermodynamics WorksheetDokumen5 halamanThermodynamics WorksheetMalcolmJustMalcolmBelum ada peringkat
- 5 Ways To Foster A Global Mindset in Your CompanyDokumen5 halaman5 Ways To Foster A Global Mindset in Your CompanyGurmeet Singh KapoorBelum ada peringkat
- 01 - TechDocs, Acft Gen, ATAs-05to12,20 - E190 - 202pgDokumen202 halaman01 - TechDocs, Acft Gen, ATAs-05to12,20 - E190 - 202pgေအာင္ ရွင္း သန္ ့Belum ada peringkat
- Kootenay Lake Pennywise April 26, 2016Dokumen48 halamanKootenay Lake Pennywise April 26, 2016Pennywise PublishingBelum ada peringkat
- Flipkart Labels 06 Jul 2022 09 52Dokumen37 halamanFlipkart Labels 06 Jul 2022 09 52Dharmesh ManiyaBelum ada peringkat
- A Project On "Automatic Water Sprinkler Based On Wet and Dry Conditions"Dokumen28 halamanA Project On "Automatic Water Sprinkler Based On Wet and Dry Conditions"Srínívas SrínuBelum ada peringkat
- Standard BMW PDFDokumen19 halamanStandard BMW PDFIna IoanaBelum ada peringkat
- Index: © Christopher Pitt 2018 C. Pitt, The Definitive Guide To AdonisjsDokumen5 halamanIndex: © Christopher Pitt 2018 C. Pitt, The Definitive Guide To AdonisjsZidi BoyBelum ada peringkat
- Addendum ESIA Oct 2019Dokumen246 halamanAddendum ESIA Oct 2019melkamuBelum ada peringkat
- Tenses English Grammar PresentationDokumen14 halamanTenses English Grammar PresentationMaz Gedi60% (5)
- Journal of Molecular LiquidsDokumen11 halamanJournal of Molecular LiquidsDennys MacasBelum ada peringkat
- Vq40de Service ManualDokumen257 halamanVq40de Service Manualjaumegus100% (4)
- LU 5.1 ElectrochemistryDokumen32 halamanLU 5.1 ElectrochemistryNurAkila Mohd YasirBelum ada peringkat
- Localization On ECG: Myocardial Ischemia / Injury / InfarctionDokumen56 halamanLocalization On ECG: Myocardial Ischemia / Injury / InfarctionduratulfahliaBelum ada peringkat
- Revenue Memorandum Circular No. 55-2016: For ExampleDokumen2 halamanRevenue Memorandum Circular No. 55-2016: For ExampleFedsBelum ada peringkat
- Electronics 11 02566Dokumen13 halamanElectronics 11 02566卓七越Belum ada peringkat
- Chronic Renal FailureDokumen54 halamanChronic Renal FailureAkia Cayasan BayaBelum ada peringkat
- Investment Analysis and Portfolio Management: Frank K. Reilly & Keith C. BrownDokumen113 halamanInvestment Analysis and Portfolio Management: Frank K. Reilly & Keith C. BrownWhy you want to knowBelum ada peringkat
- B-GL-385-009 Short Range Anti-Armour Weapon (Medium)Dokumen171 halamanB-GL-385-009 Short Range Anti-Armour Weapon (Medium)Jared A. Lang100% (1)
- FINAL VERSION On Assessment Tool For CDCs LCs Sept. 23 2015Dokumen45 halamanFINAL VERSION On Assessment Tool For CDCs LCs Sept. 23 2015Edmar Cielo SarmientoBelum ada peringkat
- Aircraft Wiring Degradation StudyDokumen275 halamanAircraft Wiring Degradation Study320338Belum ada peringkat
- TransistorsDokumen21 halamanTransistorsAhmad AzriBelum ada peringkat