Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Mesc Spe 74 002Dokumen6 halamanMesc Spe 74 002Pranesh BhatBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- NPQS C3-20 ReinforcementDokumen0 halamanNPQS C3-20 ReinforcementCasimir Ghee Heng LimBelum ada peringkat
- BMW 1 Series F20 Spec SheetDokumen1 halamanBMW 1 Series F20 Spec SheetPranesh BhatBelum ada peringkat
- Technical Data Sheet Air Filtration / Coalescer: For Liquid/Gas Separation ApplicationsDokumen1 halamanTechnical Data Sheet Air Filtration / Coalescer: For Liquid/Gas Separation ApplicationsPranesh BhatBelum ada peringkat
- Akd 73639270498Dokumen1 halamanAkd 73639270498Pranesh BhatBelum ada peringkat
- LPG Tank Filling FiltersDokumen1 halamanLPG Tank Filling FiltersPranesh BhatBelum ada peringkat
- Product Capabilities April 2014Dokumen1 halamanProduct Capabilities April 2014Pranesh BhatBelum ada peringkat
- Integral Duplex FiltersDokumen2 halamanIntegral Duplex FiltersPranesh BhatBelum ada peringkat
- Attachment A - Customer Reference List of Material Supply VendorDokumen1 halamanAttachment A - Customer Reference List of Material Supply VendorPranesh BhatBelum ada peringkat
- Doing Business in BrazilDokumen24 halamanDoing Business in BrazilPranesh BhatBelum ada peringkat
- BPVC - VIII-1 - U-2A FormDokumen2 halamanBPVC - VIII-1 - U-2A FormPranesh BhatBelum ada peringkat
- Mist Separator (New)Dokumen1 halamanMist Separator (New)Pranesh BhatBelum ada peringkat
- Corrosion Data IIDokumen4 halamanCorrosion Data IIPranesh BhatBelum ada peringkat
- With 40 Mesh Painting - Epoxy Primer, Admiral Grey FinishDokumen1 halamanWith 40 Mesh Painting - Epoxy Primer, Admiral Grey FinishPranesh BhatBelum ada peringkat
- 2013 Ranking of Countries For Mining InvestmentDokumen11 halaman2013 Ranking of Countries For Mining InvestmentBelinda WinkelmanBelum ada peringkat
- Design Engineer Interview QuestionsDokumen2 halamanDesign Engineer Interview QuestionsPranesh Bhat0% (1)
- GD 1020 Bandlock GD en A4Dokumen4 halamanGD 1020 Bandlock GD en A4Pranesh BhatBelum ada peringkat
- Super Bainite SteelDokumen13 halamanSuper Bainite SteelNicholson ZapantaBelum ada peringkat
- Actom High Voltage Outdoor DisconnectorsDokumen8 halamanActom High Voltage Outdoor Disconnectorsjoydeep_d3232Belum ada peringkat
- Classic M DistributionBoardsDokumen2 halamanClassic M DistributionBoardsijaxkribs0% (1)
- Updated Resume 2016Dokumen4 halamanUpdated Resume 2016Ralph ManuelBelum ada peringkat
- Different Types of Welding and What They Are Used ForDokumen3 halamanDifferent Types of Welding and What They Are Used ForpipelealBelum ada peringkat
- Magnetism in SSDokumen12 halamanMagnetism in SSSusheel WankhedeBelum ada peringkat
- HT ProcedureDokumen9 halamanHT ProcedureKhanh BuiBelum ada peringkat
- Wrought AlloysDokumen33 halamanWrought AlloysKanjiMasroorBelum ada peringkat
- Hard Anodizing of Aluminum and Its AlloysDokumen3 halamanHard Anodizing of Aluminum and Its Alloysgray-watts-4023Belum ada peringkat
- Catalog Tubing Inspection Probes enDokumen32 halamanCatalog Tubing Inspection Probes enMohammed Ilyas MohiuddinBelum ada peringkat
- Cma Ejercicios PDFDokumen21 halamanCma Ejercicios PDFElisa VargasBelum ada peringkat
- Lincoln Strip Cladding Presentation April 2011Dokumen26 halamanLincoln Strip Cladding Presentation April 2011Renny DevassyBelum ada peringkat
- Klamflexproduct BrochureDokumen24 halamanKlamflexproduct BrochureblindjaxxBelum ada peringkat
- AMS 5571 J-2012 - Eng.Dokumen6 halamanAMS 5571 J-2012 - Eng.TetianaBelum ada peringkat
- USEPA Procedure 3005aDokumen5 halamanUSEPA Procedure 3005aronna_hBelum ada peringkat
- Longi Magnet Co., Ltd.: Model 型 号:RCYK-10T1Dokumen29 halamanLongi Magnet Co., Ltd.: Model 型 号:RCYK-10T1翟庆祥Belum ada peringkat
- Metallic ImplantsDokumen38 halamanMetallic ImplantsSmitha Kollerahithlu100% (1)
- General Principles: Limb Lengthening and Deformity Correction With Truelok Ring Fixation SystemDokumen28 halamanGeneral Principles: Limb Lengthening and Deformity Correction With Truelok Ring Fixation SystemFlorin MacarieBelum ada peringkat
- Equivalent ASME en MaterialsDokumen3 halamanEquivalent ASME en MaterialsChee WeiBelum ada peringkat
- Technical Notes and Specifications Part CDokumen29 halamanTechnical Notes and Specifications Part Cهيمنت بيلوديا100% (1)
- Pumps CorrosionDokumen14 halamanPumps Corrosionapi-3740417100% (2)
- New Galvanizing TechnologyDokumen4 halamanNew Galvanizing Technologywmaddoxmec100% (1)
- A554-15a Standard Specification For Welded Stainless Steel Mechanical TubingDokumen5 halamanA554-15a Standard Specification For Welded Stainless Steel Mechanical TubingChuthaBelum ada peringkat
- Brass AlloyDokumen22 halamanBrass AlloyFadhilBelum ada peringkat
- Review 2Dokumen22 halamanReview 2EDENBelum ada peringkat
- Material AsmDokumen6 halamanMaterial Asmrawalepushkar123Belum ada peringkat
- 11kv LSZH CableDokumen3 halaman11kv LSZH CableMadushan Eranga KumaraBelum ada peringkat
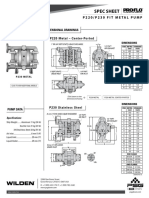
- p220 p230 Metal Spec SheetDokumen2 halamanp220 p230 Metal Spec SheetHéctor Gabriel CastilloBelum ada peringkat