Anda mungkin juga menyukai
- Recursive Cell Method For PBX 9501Dokumen40 halamanRecursive Cell Method For PBX 9501b.banerjee.nz6800Belum ada peringkat
- Talk On MTS Moel For 6061T6 AlDokumen33 halamanTalk On MTS Moel For 6061T6 Alb.banerjee.nz6800Belum ada peringkat
- Sloping Tank PressureDokumen2 halamanSloping Tank Pressureb.banerjee.nz6800Belum ada peringkat
- MTS Model 4340 SteelDokumen36 halamanMTS Model 4340 Steelb.banerjee.nz680075% (4)
- Generalized Method of Cells For PBX 9501Dokumen32 halamanGeneralized Method of Cells For PBX 9501b.banerjee.nz6800Belum ada peringkat
- Manufactured SolutionsDokumen3 halamanManufactured Solutionsb.banerjee.nz6800Belum ada peringkat
- ThermoElasticity NotesDokumen25 halamanThermoElasticity Notesb.banerjee.nz6800100% (2)
- Useful Results in Continuum MechanicsDokumen5 halamanUseful Results in Continuum Mechanicsb.banerjee.nz6800Belum ada peringkat
- Thermoplasticity Notes (Incomplete)Dokumen43 halamanThermoplasticity Notes (Incomplete)b.banerjee.nz6800Belum ada peringkat
- Validation of Plasticity ModelsDokumen24 halamanValidation of Plasticity Modelsb.banerjee.nz6800Belum ada peringkat
- Large Deformation Plasticity and MPM (Working Paper)Dokumen42 halamanLarge Deformation Plasticity and MPM (Working Paper)b.banerjee.nz6800Belum ada peringkat
- Exact Relations For CompositesDokumen17 halamanExact Relations For Compositesb.banerjee.nz6800Belum ada peringkat
- Simulation of Mock PBXDokumen18 halamanSimulation of Mock PBXb.banerjee.nz6800Belum ada peringkat
- Fragmentation With The Material Point MethodDokumen6 halamanFragmentation With The Material Point Methodb.banerjee.nz6800100% (2)
- Fluid Structure InteractionDokumen21 halamanFluid Structure Interactionb.banerjee.nz6800100% (1)
- Micromechanics of PBX 9501Dokumen33 halamanMicromechanics of PBX 9501b.banerjee.nz6800Belum ada peringkat
- Biswajit Banerjee - An Evaluation of Plastic Flow Stress Models For The Simulation of High-Temperature and High-Strain-Rate Deformation of MetalsDokumen53 halamanBiswajit Banerjee - An Evaluation of Plastic Flow Stress Models For The Simulation of High-Temperature and High-Strain-Rate Deformation of MetalsCola7890Belum ada peringkat
- Em2004 Paper270Dokumen15 halamanEm2004 Paper270b.banerjee.nz6800Belum ada peringkat
- Em 2002 PaperDokumen7 halamanEm 2002 Paperb.banerjee.nz6800Belum ada peringkat
- MTS6061 T6 AlDokumen37 halamanMTS6061 T6 Alb.banerjee.nz6800Belum ada peringkat
- Micromechanics-Based Determination of Effective Elastic Properties of Polymer Bonded ExplosivesDokumen9 halamanMicromechanics-Based Determination of Effective Elastic Properties of Polymer Bonded Explosivesb.banerjee.nz6800Belum ada peringkat
- MPM Validation: Sphere-Cylinder Impact: Medium Resolution SimulationsDokumen22 halamanMPM Validation: Sphere-Cylinder Impact: Medium Resolution Simulationsb.banerjee.nz6800Belum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Rock Stacked Retaining Walls t01-10Dokumen6 halamanRock Stacked Retaining Walls t01-10williamvargasmongeBelum ada peringkat
- Lab Report Strength Tensile TestDokumen3 halamanLab Report Strength Tensile TestAbdul KarimBelum ada peringkat
- Detailing of Beam Columns and SlabDokumen48 halamanDetailing of Beam Columns and Slabsalmantop1100% (2)
- Mukavemet FormülleriDokumen53 halamanMukavemet FormülleriambitionmanBelum ada peringkat
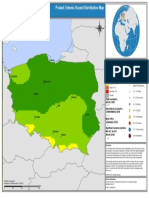
- Poland Seismic ZonesDokumen1 halamanPoland Seismic ZonesFelip PrietoBelum ada peringkat
- Seismic Design Considerations For Precast Concrete Multistory BuildingsDokumen12 halamanSeismic Design Considerations For Precast Concrete Multistory BuildingsElvis Pampa VaraBelum ada peringkat
- Astm D6528-07-2016Dokumen9 halamanAstm D6528-07-2016Ahmed AlwahshBelum ada peringkat
- MARITIME GEOTECHNICS I HOMEWORK #2 TOPICS: SHALLOW FOUNDATIONSDokumen5 halamanMARITIME GEOTECHNICS I HOMEWORK #2 TOPICS: SHALLOW FOUNDATIONSWilliams AnthonyBelum ada peringkat
- Finite Element Modeling of Carbon Fibre Reinforced Polymer (CFRP)Dokumen7 halamanFinite Element Modeling of Carbon Fibre Reinforced Polymer (CFRP)Djerrad AbderrahimBelum ada peringkat
- Investigation Seismic Behaviour of Hollow-Core SlaDokumen9 halamanInvestigation Seismic Behaviour of Hollow-Core SlaVitor BrancoBelum ada peringkat
- Reeling Pipeline Material Characterization: Testing, Material Modeling and Offshore Measurement ValidationDokumen12 halamanReeling Pipeline Material Characterization: Testing, Material Modeling and Offshore Measurement Validationnicholas_j_vaughanBelum ada peringkat
- Solved Examples in Bearing Capacity of Shallow FoundationsDokumen10 halamanSolved Examples in Bearing Capacity of Shallow FoundationsMohamed A7hamBelum ada peringkat
- Designers' Guide To EN 1992-2 Concrete Bridges (2007)Dokumen381 halamanDesigners' Guide To EN 1992-2 Concrete Bridges (2007)Ialomiteanu Dan100% (7)
- Fracture, Fatigue, Failure and Damage Evolution, Volume 3 2023Dokumen108 halamanFracture, Fatigue, Failure and Damage Evolution, Volume 3 2023Anderson AndradeBelum ada peringkat
- St. Mary's College Mechanics LecturesDokumen3 halamanSt. Mary's College Mechanics LecturesWency LagumbayBelum ada peringkat
- Correlation Between Drained Shear Strength and Plasticity Index of Undisturbed Overconsolidated Clays - Final After 1 Review - B - Sorensen OkkelsDokumen7 halamanCorrelation Between Drained Shear Strength and Plasticity Index of Undisturbed Overconsolidated Clays - Final After 1 Review - B - Sorensen Okkelsargon39Belum ada peringkat
- Earthquake Resistant Buildings DesignDokumen2 halamanEarthquake Resistant Buildings Designhala0120% (1)
- Bari Nov2018 BaudetDokumen58 halamanBari Nov2018 BaudetmasterhamzamBelum ada peringkat
- The Science of EarthquakesDokumen11 halamanThe Science of EarthquakesRoy Isaac SilladorBelum ada peringkat
- ASTM - STP 801 Corrosion FatigueDokumen538 halamanASTM - STP 801 Corrosion FatigueKYAW SOE100% (1)
- General Design AssumptionsDokumen2 halamanGeneral Design AssumptionsRiadh TrabelsiBelum ada peringkat
- Portico ArriostradoDokumen31 halamanPortico ArriostradoJoselo LópezBelum ada peringkat
- Determining The Physico-Mechanical Characteristics of Maize Stalks Fordesigning HarvesterDokumen6 halamanDetermining The Physico-Mechanical Characteristics of Maize Stalks Fordesigning HarvesterBenidick Santos BernardinoBelum ada peringkat
- Sylomer Vibration PadsDokumen6 halamanSylomer Vibration PadsAnonymous IwqK1NlBelum ada peringkat
- ETABS 18.1.1 Column Design SummaryDokumen2 halamanETABS 18.1.1 Column Design SummarySandeep ShakyaBelum ada peringkat
- Steel Structure Final 1 PDFDokumen50 halamanSteel Structure Final 1 PDFMesfinBelum ada peringkat
- L 03 Analysis and Design of One Way Slab System Part II Dec 2014Dokumen37 halamanL 03 Analysis and Design of One Way Slab System Part II Dec 2014Hidayat UllahBelum ada peringkat
- How Rocks Deform Under StressDokumen49 halamanHow Rocks Deform Under StressAlyssa Rico-PiedadBelum ada peringkat
- Geotechnical - IIDokumen74 halamanGeotechnical - IIJaya RamBelum ada peringkat
- MMDokumen2 halamanMMAccount PhoneBelum ada peringkat