Anda mungkin juga menyukai
- Man B&W ServiceDokumen34 halamanMan B&W Servicetazlaoanu_mihai2168100% (6)
- MAN B&W ME Trainee HandoutDokumen96 halamanMAN B&W ME Trainee HandoutSorin-Adrian Learschi100% (1)
- Man B&W Me Ecs TrainingDokumen174 halamanMan B&W Me Ecs TrainingLuci Lucian100% (2)
- 7 - PMI & EDS (January 2010) PDFDokumen46 halaman7 - PMI & EDS (January 2010) PDFStanca Radu100% (13)
- 0603 ME Control SystemDokumen12 halaman0603 ME Control SystemHasan Cosalev100% (1)
- 0602 Exhaust Valve + MEDokumen18 halaman0602 Exhaust Valve + MELuis Rolando Castro Escobar71% (7)
- Cleaning of FIVA Valves in ServiceDokumen5 halamanCleaning of FIVA Valves in ServiceValeriy DomashenkoBelum ada peringkat
- Manoeuvring System MEDokumen28 halamanManoeuvring System MESENTHIL KUMAR100% (2)
- Hcu DumpDokumen86 halamanHcu DumpŞansal Dikmener100% (3)
- Introduction To The ME EngineDokumen14 halamanIntroduction To The ME EngineKhin Zaw ShweBelum ada peringkat
- HCU Event SampleDokumen19 halamanHCU Event Samplekvb_hp100% (1)
- Examples of HCU Events From ME-ECS Ver 0, Training Material PDFDokumen19 halamanExamples of HCU Events From ME-ECS Ver 0, Training Material PDFПетрBelum ada peringkat
- Hydraulic Cylinder Unit (HCU)Dokumen35 halamanHydraulic Cylinder Unit (HCU)Khin Zaw Shwe0% (1)
- 6 Man B&W ME-C Hydraulic Cylinder UnitDokumen32 halaman6 Man B&W ME-C Hydraulic Cylinder UnitRachit0% (1)
- Electrical Syst MeDokumen99 halamanElectrical Syst MeYogesh Kadam83% (6)
- Man Diesel Primeserv Academy Hydraulic Power Supply, HpsDokumen40 halamanMan Diesel Primeserv Academy Hydraulic Power Supply, HpsKhin Zaw ShweBelum ada peringkat
- Man B&W Cold CorrosionDokumen36 halamanMan B&W Cold Corrosionjatin jain100% (1)
- The Electronically Controlled ME Engine: Presented by Ole Groene MAN B&W Diesel, DenmarkDokumen140 halamanThe Electronically Controlled ME Engine: Presented by Ole Groene MAN B&W Diesel, DenmarkAbdulachim Emin67% (3)
- About Me-B - enDokumen25 halamanAbout Me-B - enMannMannBelum ada peringkat
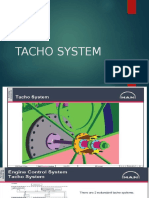
- Tacho SystemDokumen15 halamanTacho SystemMihir Mishra100% (4)
- 1 ME-B IntroductionDokumen48 halaman1 ME-B IntroductionYao WeiBelum ada peringkat
- Cylinder ConditionDokumen61 halamanCylinder Conditionbefonkt100% (2)
- 40 RT-flex Control-System Rev01Dokumen68 halaman40 RT-flex Control-System Rev01Mayvon Botelho100% (2)
- Man B& W G50me-B, Volume IDokumen771 halamanMan B& W G50me-B, Volume IIgors VrublevskisBelum ada peringkat
- Hitachi-Man B&W Diesel Engine Service Data: Stroke Sensor For Electronically Controlled Valve Such As FIVA/ELFI ValveDokumen2 halamanHitachi-Man B&W Diesel Engine Service Data: Stroke Sensor For Electronically Controlled Valve Such As FIVA/ELFI Valveg arv100% (1)
- Performance Adjustment On ME Engine 20130415Dokumen24 halamanPerformance Adjustment On ME Engine 20130415George Arimana93% (14)
- MAN B&W Service LettersDokumen8 halamanMAN B&W Service LettersМаксим АгеевBelum ada peringkat
- Man B&W: GeneralDokumen18 halamanMan B&W: GeneralFelipe RibasBelum ada peringkat
- PMI & EDS (Sep 2015) PDFDokumen32 halamanPMI & EDS (Sep 2015) PDFValeriy DomashenkoBelum ada peringkat
- MAN B&W ME Electronically Controlled Two-Stroke Engines: The Set of Documents Include The FollowingDokumen2 halamanMAN B&W ME Electronically Controlled Two-Stroke Engines: The Set of Documents Include The FollowingThusitha DalpathaduBelum ada peringkat
- ReversingDokumen28 halamanReversingrakesh0212100% (1)
- B&W Alpha LubricationDokumen4 halamanB&W Alpha Lubricationimmyself94% (17)
- ME Engine Training Course - MAN B&W Diesel PDFDokumen142 halamanME Engine Training Course - MAN B&W Diesel PDFabcde83% (40)
- Maersk Horsburgh TCEV+FBIV InstallationDokumen13 halamanMaersk Horsburgh TCEV+FBIV InstallationJujhaar Bhinder67% (3)
- 42 RT Flex Bus SystemDokumen18 halaman42 RT Flex Bus SystemTudor-Mădălin Andrei100% (1)
- 6 Hydraulic Cylinder Unit PDFDokumen49 halaman6 Hydraulic Cylinder Unit PDFhanif100% (1)
- 78 - RT-Flex - CLU-4 Cylinder Lubricating SystemDokumen19 halaman78 - RT-Flex - CLU-4 Cylinder Lubricating SystemVignesh Krishnamoorthy100% (2)
- WECS-9520 For Sulzer RT-flex - 1Dokumen35 halamanWECS-9520 For Sulzer RT-flex - 1zack100% (1)
- MOPdescription0905 PDFDokumen136 halamanMOPdescription0905 PDFGeorge Arimana100% (1)
- RT Flex Fuel InjDokumen5 halamanRT Flex Fuel InjArun S100% (1)
- Alpha Cylinder Lubrication SystemDokumen23 halamanAlpha Cylinder Lubrication SystemSubramoniam Marine100% (1)
- Hcu and Hps Events For Me C and Me B Engines PDFDokumen93 halamanHcu and Hps Events For Me C and Me B Engines PDFKaren Miano Cacho100% (3)
- Off-Line PMI System Pressure Analyser User's Guide: MAN DieselDokumen70 halamanOff-Line PMI System Pressure Analyser User's Guide: MAN DieselpdimizasBelum ada peringkat
- Comparison MC-C Vs ME-C Vs ME-B - 2.6 - enDokumen21 halamanComparison MC-C Vs ME-C Vs ME-B - 2.6 - enantony augustine100% (2)
- MAN B & W Engine AutomationDokumen548 halamanMAN B & W Engine AutomationJose Evonne96% (25)
- 9 - PMI & CoCoS-EDS ApplicationsDokumen49 halaman9 - PMI & CoCoS-EDS ApplicationsPawan Kumar Mariner75% (4)
- MAN B&W Fuel Pump Components PDFDokumen18 halamanMAN B&W Fuel Pump Components PDFAnonymous dMpyrukeJ100% (2)
- Maintenance of Alpha Lubricator SystemDokumen6 halamanMaintenance of Alpha Lubricator SystemGeorgios Papakostas100% (1)
- s50mc-c 01 PartsDokumen844 halamans50mc-c 01 PartsWagner GuimarãesBelum ada peringkat
- Alpha LubricatorDokumen22 halamanAlpha LubricatorarvanitakiscBelum ada peringkat
- Service Experience: MAN B&W Low Speed Diesel EnginesDokumen34 halamanService Experience: MAN B&W Low Speed Diesel Enginesalevent100% (3)
- 15201Dokumen16 halaman15201Alexis Barnabás CollinsBelum ada peringkat
- Delay in Opening of LP Bypass ValveDokumen94 halamanDelay in Opening of LP Bypass ValveCharu ChhabraBelum ada peringkat
- Geng5507 MTT Case Study Only FinalDokumen8 halamanGeng5507 MTT Case Study Only FinalAkansha DahiyaBelum ada peringkat
- Service Experience MAN 2 STROKEDokumen32 halamanService Experience MAN 2 STROKEBenjamin van DierenBelum ada peringkat
- Value of Cylinder Pressure Measurement For CompressorDokumen7 halamanValue of Cylinder Pressure Measurement For CompressorsubrataBelum ada peringkat
- 3guide Line Examining Soupapes3Dokumen13 halaman3guide Line Examining Soupapes3chokriBelum ada peringkat
- Double Regulating Valves (2920W)Dokumen8 halamanDouble Regulating Valves (2920W)Anwar SyedBelum ada peringkat
- Balance LineDokumen0 halamanBalance Linewsjouri2510Belum ada peringkat
- 320 CV CUDokumen11 halaman320 CV CUปูหลน ไซไซBelum ada peringkat
- Utv Gamma CF Moto 625Dokumen135 halamanUtv Gamma CF Moto 625maximchacaBelum ada peringkat
- Spe 36761 MSDokumen13 halamanSpe 36761 MSKarla CotesBelum ada peringkat
- (PDF) Calculation - Compress PDFDokumen50 halaman(PDF) Calculation - Compress PDFDhrupal PatelBelum ada peringkat
- The Scrodinger Wave EquationDokumen19 halamanThe Scrodinger Wave EquationAshwin S PurohitBelum ada peringkat
- PREZENTARE UPG PLOIESTI - 29 - 04 - 2021 (1) IrinaDokumen40 halamanPREZENTARE UPG PLOIESTI - 29 - 04 - 2021 (1) IrinaAndrey MantaBelum ada peringkat
- Component Engineering: Installation, Operation & Maintenance ManualDokumen1 halamanComponent Engineering: Installation, Operation & Maintenance ManualrsaimaheshBelum ada peringkat
- Peugeot 404 Workshop ManualDokumen99 halamanPeugeot 404 Workshop ManualDiego Hernan Piñeiro100% (5)
- Homework 1-3 PDFDokumen3 halamanHomework 1-3 PDFivan david alvarez herreraBelum ada peringkat
- Water Jet and Abrasive Water Jet MachiningDokumen38 halamanWater Jet and Abrasive Water Jet MachiningEthan HuntBelum ada peringkat
- TRANSMICIONDokumen84 halamanTRANSMICIONPepe Al100% (1)
- RENR1156Dokumen2 halamanRENR1156Leopoldo Del Campo100% (1)
- Toyota North America New FeaturesDokumen735 halamanToyota North America New FeaturesRobBelum ada peringkat
- Iso 4413 2010 en PDFDokumen11 halamanIso 4413 2010 en PDFDiego Lima BarretoBelum ada peringkat
- Instruction Manual: Electro-Pneumatic Valve PositionersDokumen31 halamanInstruction Manual: Electro-Pneumatic Valve PositionersArdvarkBelum ada peringkat
- SVPL PDFDokumen68 halamanSVPL PDFSales SVPLBelum ada peringkat
- Dokumen - Tips Onshore Pipeline EngineeringpptDokumen52 halamanDokumen - Tips Onshore Pipeline Engineeringpptfxoption4057Belum ada peringkat
- Abrasion Test PDFDokumen4 halamanAbrasion Test PDFGloria Angelica Mora RomeroBelum ada peringkat
- MEI Company Profile PDFDokumen9 halamanMEI Company Profile PDFWilliam J JBelum ada peringkat
- Preliminary Welding Procedure Specification (PWPS)Dokumen2 halamanPreliminary Welding Procedure Specification (PWPS)Maneesh0% (1)
- RTN Parts Consignment List: Item Part Number Latest PN DescriptionDokumen19 halamanRTN Parts Consignment List: Item Part Number Latest PN Descriptionbernie romeroBelum ada peringkat
- Is 1893 1984Dokumen83 halamanIs 1893 1984rcdk2Belum ada peringkat
- A Guide To Well ConstructionDokumen127 halamanA Guide To Well ConstructionEliezer JimenezBelum ada peringkat
- Om - S70 Metric - 11 - 2014Dokumen30 halamanOm - S70 Metric - 11 - 2014TucumánElectricidadIndustrialBelum ada peringkat
- Pvii Study Notes English TestDokumen21 halamanPvii Study Notes English Testanon_660004464100% (1)
- Aerobic Selector: Energy Is Obtained From Oxidation of COD Using ODokumen2 halamanAerobic Selector: Energy Is Obtained From Oxidation of COD Using OAslıhan KayaBelum ada peringkat
- ChillerDokumen128 halamanChillerJuan Cascante JiménezBelum ada peringkat
- Wiper & Washer PDFDokumen27 halamanWiper & Washer PDFtavi2meBelum ada peringkat
- Viscous Fluid Flow ExamDokumen2 halamanViscous Fluid Flow ExamBibin Mathew JoseBelum ada peringkat
- Astm A270 PDFDokumen1 halamanAstm A270 PDFgaminBelum ada peringkat
- PLI (Pounds Per Linear Foot)Dokumen5 halamanPLI (Pounds Per Linear Foot)ccorp00890% (1)