Anda mungkin juga menyukai
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheDari EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LathePenilaian: 4.5 dari 5 bintang4.5/5 (2)
- Change Gears Charts For Metric Threading On The 7x MiniDokumen2 halamanChange Gears Charts For Metric Threading On The 7x MinikokiskoBelum ada peringkat
- Bonelle TCG DrawingsDokumen74 halamanBonelle TCG Drawingsnevadablue100% (1)
- 06-MeasuringAndMarkingMetals Text7Dokumen2 halaman06-MeasuringAndMarkingMetals Text7Instruktur MesinBelum ada peringkat
- CNC Machine ProbingDokumen4 halamanCNC Machine Probingandreeaoana45Belum ada peringkat
- G Code CommandsDokumen6 halamanG Code CommandsFida HussainBelum ada peringkat
- Chapter-5: MachiningDokumen32 halamanChapter-5: Machiningbhushan wandre0% (1)
- EMCO Compact 5 ManualDokumen88 halamanEMCO Compact 5 ManualFrancisco Javier Villate Gaona100% (1)
- Rotary BroachDokumen2 halamanRotary BroachpeterBelum ada peringkat
- Maag Gear Shaper CutterDokumen3 halamanMaag Gear Shaper CutterBrandoBelum ada peringkat
- Practical Treatise On Milling and Milling Machines PDFDokumen345 halamanPractical Treatise On Milling and Milling Machines PDFmetalservis2009Belum ada peringkat
- Computer Numerical Control (CNC) Machine: Industrial Oriented Mini Project Report ONDokumen46 halamanComputer Numerical Control (CNC) Machine: Industrial Oriented Mini Project Report ONMechanical 2-1Belum ada peringkat
- Aferican Oxcart Design and ManufactureDokumen62 halamanAferican Oxcart Design and ManufacturereissmachinistBelum ada peringkat
- Hovercraft Building PlansDokumen3 halamanHovercraft Building Plansinfineum100% (1)
- Walter Helitronic Tool Studio V1.9 BookletDokumen39 halamanWalter Helitronic Tool Studio V1.9 Bookletalmedin_hecimov8494100% (1)
- Static Balancing of Grinding WheelsDokumen3 halamanStatic Balancing of Grinding WheelsloosenutBelum ada peringkat
- InterferometersDokumen18 halamanInterferometersrohit singhBelum ada peringkat
- Rockwell UniviseDokumen2 halamanRockwell UniviseRusty_Iron_WorksBelum ada peringkat
- Shaper Used As Surface GrinderDokumen1 halamanShaper Used As Surface Grinderradio-chaserBelum ada peringkat
- AssemblyInstructions Fabscan PDFDokumen22 halamanAssemblyInstructions Fabscan PDFjoumor100% (1)
- Biax 7EL Assembly - RepairDokumen6 halamanBiax 7EL Assembly - RepairKarsten BergBelum ada peringkat
- Sheet Metal ShopDokumen35 halamanSheet Metal ShopAshish SinghBelum ada peringkat
- Wood Tooling CatalogDokumen32 halamanWood Tooling CatalogLam NguyenBelum ada peringkat
- Scroll BenderDokumen23 halamanScroll Benderkevineli80% (5)
- Sherline Lathe Manual PDFDokumen48 halamanSherline Lathe Manual PDFglenn toberBelum ada peringkat
- End Mill and Cutting Tool Design Criteria and Technical FeaturesDokumen4 halamanEnd Mill and Cutting Tool Design Criteria and Technical FeaturesdkkBelum ada peringkat
- 201512913475958393Dokumen42 halaman201512913475958393mvamsip100% (1)
- Engineering Vol 69 1900-03-16Dokumen30 halamanEngineering Vol 69 1900-03-16ian_newBelum ada peringkat
- SolidCAM 2017 2.5D Milling Training Course PDFDokumen320 halamanSolidCAM 2017 2.5D Milling Training Course PDFAdnan MustafićBelum ada peringkat
- Acoustic Tractor Beam: 35 Steps (With Pictures) PDFDokumen38 halamanAcoustic Tractor Beam: 35 Steps (With Pictures) PDFAmirBelum ada peringkat
- Ins Ha Per 1Dokumen5 halamanIns Ha Per 1David SaylorBelum ada peringkat
- Dormer Reamer Tolerances PDFDokumen12 halamanDormer Reamer Tolerances PDFHenrique MarquesBelum ada peringkat
- WErbsen CourseworkDokumen562 halamanWErbsen CourseworkRoberto Alexis Rodríguez TorresBelum ada peringkat
- Cutting Tools & Tool HoldersDokumen38 halamanCutting Tools & Tool HoldersWilliam SalazarBelum ada peringkat
- Tables For Processing GcodesDokumen33 halamanTables For Processing Gcodesandreeaoana45Belum ada peringkat
- Lathe OperationsDokumen29 halamanLathe OperationsWaqas AhmadBelum ada peringkat
- Turning Handbook: General Turning - Parting and Grooving - ThreadingDokumen53 halamanTurning Handbook: General Turning - Parting and Grooving - ThreadingMindrila BogdanBelum ada peringkat
- Cncpresentation PDFDokumen37 halamanCncpresentation PDFCorey YoungBelum ada peringkat
- 1946 Rusnok Mill Heads Cat PDFDokumen25 halaman1946 Rusnok Mill Heads Cat PDFfgrefeBelum ada peringkat
- Soft Limit ProcedureDokumen11 halamanSoft Limit Procedureradio-chaserBelum ada peringkat
- Mastercam X7 Wire PDFDokumen3 halamanMastercam X7 Wire PDFabsalon_jarv0% (1)
- Modern American LATHE PRACTICEDokumen438 halamanModern American LATHE PRACTICEJollygreen21100% (1)
- SheetCam TNG Manual - LetterDokumen160 halamanSheetCam TNG Manual - LetterSergio BricellaBelum ada peringkat
- Geomagic Q12 GuideDokumen30 halamanGeomagic Q12 Guidecmm5477Belum ada peringkat
- BobCAD-CAM Version 21 Manual - English - LCDokumen551 halamanBobCAD-CAM Version 21 Manual - English - LCs_barrios100% (1)
- Tap-Drill Chart Recommend Tap Drill To Use For 75% Depth of ThreadDokumen1 halamanTap-Drill Chart Recommend Tap Drill To Use For 75% Depth of ThreadPliskinAJBelum ada peringkat
- Building PYRTE - An Introduction PDFDokumen14 halamanBuilding PYRTE - An Introduction PDFRazaMobizoBelum ada peringkat
- Engineering - Metalworking - Lathe - Turning II - EITB Instruction ManualDokumen100 halamanEngineering - Metalworking - Lathe - Turning II - EITB Instruction ManualtherobroyBelum ada peringkat
- Hardinge HLV-H Maintenance ManualDokumen186 halamanHardinge HLV-H Maintenance ManualOogway MasterBelum ada peringkat
- 2 Engineering MaterialsDokumen14 halaman2 Engineering MaterialsPRASAD326100% (1)
- Us 4207797Dokumen7 halamanUs 4207797fghdfjerBelum ada peringkat
- Operating Manual: ZAY7032FG ZAY7040FG ZAY7045FG Bench Milling&Drilling MachineDokumen23 halamanOperating Manual: ZAY7032FG ZAY7040FG ZAY7045FG Bench Milling&Drilling MachineLucas QuinteroBelum ada peringkat
- English ZX7045Dokumen18 halamanEnglish ZX7045gnugpl100% (1)
- Manual Plotter COLETECHDokumen16 halamanManual Plotter COLETECHJuan Carlos CosmeBelum ada peringkat
- Mini Mill Users GuideDokumen28 halamanMini Mill Users Guidemglsite1Belum ada peringkat
- Milling MachineDokumen10 halamanMilling MachineNEF RIDERSBelum ada peringkat
- Manual Cortadora de DiscoDokumen14 halamanManual Cortadora de DiscoMartha JaquelinBelum ada peringkat
- Boxford 8 Inch Shaper PDFDokumen21 halamanBoxford 8 Inch Shaper PDFOlavo PastoreBelum ada peringkat
- Maintainance ReportDokumen17 halamanMaintainance ReportDinesh Kumar TailorBelum ada peringkat
- April May 2014 Design of Jigs and Fixtures Anwer KeyDokumen17 halamanApril May 2014 Design of Jigs and Fixtures Anwer Keybalaguru78Belum ada peringkat
- Business ListingDokumen16 halamanBusiness ListingSarika YadavBelum ada peringkat
- White Paper - SuperUserDokumen16 halamanWhite Paper - SuperUsermdsauberBelum ada peringkat
- HR AuditDokumen5 halamanHR AuditshanumanuranuBelum ada peringkat
- Goniophotometer For Automotive and Signal Lamps 1950sDokumen6 halamanGoniophotometer For Automotive and Signal Lamps 1950sLisun GroupBelum ada peringkat
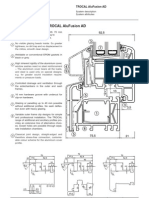
- Alufusion Eng TrocalDokumen226 halamanAlufusion Eng TrocalSid SilviuBelum ada peringkat
- Dual Upright Chiller & Freezer (246 Doors)Dokumen1 halamanDual Upright Chiller & Freezer (246 Doors)DAMIA SARA BINTI MOHD DIYAH MoeBelum ada peringkat
- The Dark WebDokumen23 halamanThe Dark Webnoussa100% (1)
- Fiber-Optic Sensing A Historical PerspectiveDokumen15 halamanFiber-Optic Sensing A Historical PerspectiveAnonymous Shv3RwsWnrBelum ada peringkat
- CRI AssignmentDokumen19 halamanCRI AssignmentLim Keng LiangBelum ada peringkat
- Aluminium Composite PanelsDokumen46 halamanAluminium Composite PanelsSashwat GhaiBelum ada peringkat
- Absolute ValueDokumen19 halamanAbsolute Valueapi-70433300Belum ada peringkat
- District Revised HMIS Manual UpdatedDokumen289 halamanDistrict Revised HMIS Manual UpdatedWaqar Asmat0% (1)
- Necco BondDokumen1 halamanNecco BondZdenko SemanBelum ada peringkat
- K9900 Series Level GaugeDokumen2 halamanK9900 Series Level GaugeBilly Isea DenaroBelum ada peringkat
- Minitab Basic TutorialDokumen32 halamanMinitab Basic TutorialMohd Nazri SalimBelum ada peringkat
- E-Content #03 (RSR) Thesis and Research Paper Writing - A BriefDokumen2 halamanE-Content #03 (RSR) Thesis and Research Paper Writing - A Briefaravind mouryaBelum ada peringkat
- YALE (C878) GDP135VX LIFT TRUCK Service Repair Manual PDFDokumen20 halamanYALE (C878) GDP135VX LIFT TRUCK Service Repair Manual PDFfjskekdmmemBelum ada peringkat
- COVID-19 Vaccination Appointment Details: CenterDokumen1 halamanCOVID-19 Vaccination Appointment Details: CenterMohit MittalBelum ada peringkat
- Pipeline Defect Assessment ManualDokumen18 halamanPipeline Defect Assessment Manualalexrodriguezabc100% (4)
- On API 650Dokumen52 halamanOn API 650ferdad79% (19)
- Sec 1038Dokumen4 halamanSec 1038Lauren BowenBelum ada peringkat
- Sales Manager Dashboard Template: Daily TrackerDokumen12 halamanSales Manager Dashboard Template: Daily TrackerAwais ZafarBelum ada peringkat
- Bomba - Weir - Warman Horizontal Pumps PDFDokumen8 halamanBomba - Weir - Warman Horizontal Pumps PDFWanderson Alcantara100% (1)
- Ivd Symbols FinalDokumen14 halamanIvd Symbols FinalDennis ChenBelum ada peringkat
- Chapter Eighteen: Creating Competitive AdvantageDokumen34 halamanChapter Eighteen: Creating Competitive AdvantageSana MehmoodBelum ada peringkat
- Pulley Groove Dimensions and SelectionDokumen1 halamanPulley Groove Dimensions and Selectionandysupa100% (1)
- Glass Defect CompleteDokumen99 halamanGlass Defect CompleteHimanshu Vaid67% (3)
- The Effectiveness of Acceptance and Commitment-BasDokumen18 halamanThe Effectiveness of Acceptance and Commitment-BasRaphaele ColferaiBelum ada peringkat
- Trafo Manual ABBDokumen104 halamanTrafo Manual ABBMarcos SebastianBelum ada peringkat
- UntitledDokumen50 halamanUntitledapi-118172932Belum ada peringkat
- Beginning AutoCAD® 2022 Exercise Workbook: For Windows®Dari EverandBeginning AutoCAD® 2022 Exercise Workbook: For Windows®Belum ada peringkat
- Certified Solidworks Professional Advanced Weldments Exam PreparationDari EverandCertified Solidworks Professional Advanced Weldments Exam PreparationPenilaian: 5 dari 5 bintang5/5 (1)
- FreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsDari EverandFreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsPenilaian: 5 dari 5 bintang5/5 (1)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchDari EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchPenilaian: 4 dari 5 bintang4/5 (10)
- Beginning AutoCAD® 2020 Exercise WorkbookDari EverandBeginning AutoCAD® 2020 Exercise WorkbookPenilaian: 2.5 dari 5 bintang2.5/5 (3)
- Up and Running with AutoCAD 2020: 2D Drafting and DesignDari EverandUp and Running with AutoCAD 2020: 2D Drafting and DesignBelum ada peringkat
- Design Research Through Practice: From the Lab, Field, and ShowroomDari EverandDesign Research Through Practice: From the Lab, Field, and ShowroomPenilaian: 3 dari 5 bintang3/5 (7)
- SolidWorks 2015 Learn by doing-Part 1Dari EverandSolidWorks 2015 Learn by doing-Part 1Penilaian: 4.5 dari 5 bintang4.5/5 (11)