Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
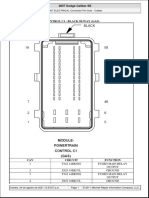
- Caliber Modulo PCM PinoutDokumen7 halamanCaliber Modulo PCM PinoutManuel Suarez100% (3)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Energy Manipulation and MeditationDokumen6 halamanEnergy Manipulation and Meditationapi-246292178100% (1)
- Dna60 PDFDokumen15 halamanDna60 PDFAc IdBelum ada peringkat
- PhoneList (FirstName)Dokumen35 halamanPhoneList (FirstName)api-3752216100% (3)
- Wiggins Vents Info Wiggins VentsDokumen2 halamanWiggins Vents Info Wiggins Ventsapi-3752216Belum ada peringkat
- Technical Bulletins TB - Dual Tanks 0300Dokumen4 halamanTechnical Bulletins TB - Dual Tanks 0300api-3752216Belum ada peringkat
- Technical Bulletins TB - 1000LPM Installation Advice 0601 - 1Dokumen5 halamanTechnical Bulletins TB - 1000LPM Installation Advice 0601 - 1api-3752216Belum ada peringkat
- Technical Bulletins TB - Nozzle Shut-Off MechanismDokumen4 halamanTechnical Bulletins TB - Nozzle Shut-Off Mechanismapi-3752216Belum ada peringkat
- Bam 800 T001 - Air TestDokumen2 halamanBam 800 T001 - Air Testapi-3752216Belum ada peringkat
- Technical Bulletins TB - Multi Compartment Tanks 0300Dokumen4 halamanTechnical Bulletins TB - Multi Compartment Tanks 0300api-3752216Belum ada peringkat
- Technical Bulletins TB - Quick-Fill Tank VentsDokumen13 halamanTechnical Bulletins TB - Quick-Fill Tank Ventsapi-3752216Belum ada peringkat
- Technical Bulletins TB - Quick-Fill Tank VentsDokumen13 halamanTechnical Bulletins TB - Quick-Fill Tank Ventsapi-3752216Belum ada peringkat
- Technical Bulletins TB - Fluid Theory 0400Dokumen8 halamanTechnical Bulletins TB - Fluid Theory 0400api-3752216Belum ada peringkat
- Technical Bulletins TB - 800LPM Installation Advice 0601Dokumen5 halamanTechnical Bulletins TB - 800LPM Installation Advice 0601api-3752216Belum ada peringkat
- Technical Bulletins TB - 800LPM Installation AdviceDokumen4 halamanTechnical Bulletins TB - 800LPM Installation Adviceapi-3752216Belum ada peringkat
- Technical Bulletins Hydrostatic Pressure & Flow Test Results Rev3Dokumen1 halamanTechnical Bulletins Hydrostatic Pressure & Flow Test Results Rev3api-3752216Belum ada peringkat
- Bam 800 T004 - Nozzle Flow Testing GuidelinesDokumen11 halamanBam 800 T004 - Nozzle Flow Testing Guidelinesapi-3752216100% (1)
- Oil Sampling Valve Oil Sampling Valve0001Dokumen1 halamanOil Sampling Valve Oil Sampling Valve0001api-3752216Belum ada peringkat
- Risk Analysis Refueling Nozzles RA Refuelling Nozzles - Generic Rev3Dokumen39 halamanRisk Analysis Refueling Nozzles RA Refuelling Nozzles - Generic Rev3api-3752216100% (1)
- Installation Guidelines Installation Guidlines On The Installation of 800LPM Refueling SystemDokumen1 halamanInstallation Guidelines Installation Guidlines On The Installation of 800LPM Refueling Systemapi-3752216Belum ada peringkat
- Scully Systems - Scully Systems Electronic Tank Truck Equipment - Files Banlaw FillSafeTM Electronic Overfill Protection SystemDokumen3 halamanScully Systems - Scully Systems Electronic Tank Truck Equipment - Files Banlaw FillSafeTM Electronic Overfill Protection Systemapi-3752216100% (1)
- Fuel Trial Results Fuel TrialsDokumen2 halamanFuel Trial Results Fuel Trialsapi-3752216Belum ada peringkat
- Installation Guidelines Installation and Inspection Guidlines For The AUS 25A Quick Fill VentsDokumen1 halamanInstallation Guidelines Installation and Inspection Guidlines For The AUS 25A Quick Fill Ventsapi-3752216Belum ada peringkat
- Banlaw Sales Brochures FillSafeDokumen2 halamanBanlaw Sales Brochures FillSafeapi-3752216Belum ada peringkat
- Filtered Vents FilteredVentDokumen2 halamanFiltered Vents FilteredVentapi-3752216Belum ada peringkat
- Fast Fill Couplers LubeCentralhfcouplingsDokumen2 halamanFast Fill Couplers LubeCentralhfcouplingsapi-3752216Belum ada peringkat
- Banlaw Sales Brochures Filtered VentDokumen2 halamanBanlaw Sales Brochures Filtered Ventapi-3752216Belum ada peringkat
- Scully Systems - Scully Systems Electronic Tank Truck Equipment - Files Banlaw FillSafeTM Electronic Overfill Protection SystemDokumen3 halamanScully Systems - Scully Systems Electronic Tank Truck Equipment - Files Banlaw FillSafeTM Electronic Overfill Protection Systemapi-3752216100% (1)
- Fast Fill Couplers FF Coupling Price List-06Dokumen1 halamanFast Fill Couplers FF Coupling Price List-06api-3752216Belum ada peringkat
- Fill Safe General Operating Instructions 08-05Dokumen1 halamanFill Safe General Operating Instructions 08-05api-3752216Belum ada peringkat
- Fast Fill Couplers NEW FJ Broch PG 12Dokumen1 halamanFast Fill Couplers NEW FJ Broch PG 12api-3752216Belum ada peringkat
- Fast Fill Couplers LC Hi-Flow FlyerDokumen3 halamanFast Fill Couplers LC Hi-Flow Flyerapi-3752216Belum ada peringkat
- Fast Fill Couplers Flush Face Flyer - PDDokumen2 halamanFast Fill Couplers Flush Face Flyer - PDapi-3752216Belum ada peringkat
- IFFCO Urea ProcesspdfDokumen3 halamanIFFCO Urea ProcesspdfBalas43Belum ada peringkat
- SUPER PPTPPTDokumen15 halamanSUPER PPTPPTsrinuBelum ada peringkat
- 2563-Wireless Catalogue enDokumen151 halaman2563-Wireless Catalogue enElafanBelum ada peringkat
- Waste Water-Sewage PumpDokumen111 halamanWaste Water-Sewage Pumpcharadeg100Belum ada peringkat
- Belimo Damper Actuator GM24A (Datasheet - 2007)Dokumen2 halamanBelimo Damper Actuator GM24A (Datasheet - 2007)Ivan BriscoeBelum ada peringkat
- SGP Chapter-1Dokumen81 halamanSGP Chapter-1Shashank ReddyBelum ada peringkat
- Safety LOPADokumen28 halamanSafety LOPAnandorg1113100% (1)
- Torsional Vibration in CrankshaftsDokumen10 halamanTorsional Vibration in Crankshaftscharans100% (4)
- Electrical Machines DC MotorDokumen5 halamanElectrical Machines DC MotorKitkay NivramBelum ada peringkat
- Resume Dr. R.N.MukerjeeDokumen13 halamanResume Dr. R.N.MukerjeeRahul Mukerjee100% (1)
- DC Components Co., LTD.: Rectifier SpecialistsDokumen3 halamanDC Components Co., LTD.: Rectifier SpecialistsPICVIOBelum ada peringkat
- Euler-Ship Mast LocationDokumen61 halamanEuler-Ship Mast LocationzeldaikBelum ada peringkat
- Turbocharged Engines PDFDokumen72 halamanTurbocharged Engines PDFVeler VelericBelum ada peringkat
- Air Cooler LeafletDokumen2 halamanAir Cooler LeafletSaad zubayr MBelum ada peringkat
- Lumidor Minimax XTDokumen4 halamanLumidor Minimax XTPaky PakicBelum ada peringkat
- RAIS PDA AppDokumen8 halamanRAIS PDA Appzaw lin ooBelum ada peringkat
- Kaplan Turbine Working As A Propeller CFD InvestigDokumen11 halamanKaplan Turbine Working As A Propeller CFD InvestigclaudehackerBelum ada peringkat
- محطات الطاقةDokumen22 halamanمحطات الطاقةJoe LewisBelum ada peringkat
- Introduction To The Multi MeterDokumen3 halamanIntroduction To The Multi MeterFaiz FauziBelum ada peringkat
- MeasurementDokumen4 halamanMeasurementJemason100% (1)
- Annual Syllabus 9 & 10Dokumen6 halamanAnnual Syllabus 9 & 10Kumar SiddhantBelum ada peringkat
- Mayo College: Dining Hall at AjmerDokumen79 halamanMayo College: Dining Hall at AjmerFaquruddinBelum ada peringkat
- ECE 1312 Chapter 1Dokumen19 halamanECE 1312 Chapter 1Fatihah AinaBelum ada peringkat
- LG Refridge ServiceManualDokumen79 halamanLG Refridge ServiceManualMichael Dianics100% (1)
- Test RDCDokumen88 halamanTest RDCWan SahBelum ada peringkat
- WM2077CW Service ManualDokumen44 halamanWM2077CW Service ManualMichael David SharkeyBelum ada peringkat
- High Efficiency Battery Charger Using DC-DC ConverterDokumen4 halamanHigh Efficiency Battery Charger Using DC-DC ConvertersanilBelum ada peringkat