Anda mungkin juga menyukai
- Processos de Soldagem ManualDokumen41 halamanProcessos de Soldagem ManualLuis Omena100% (1)
- Tratamentos térmicos e superficiais dos açosDari EverandTratamentos térmicos e superficiais dos açosPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- Soldagem com eletrodo revestidoDokumen12 halamanSoldagem com eletrodo revestidopaulo100% (1)
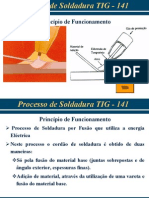
- Soldadura TIG: Princípios e ParâmetrosDokumen31 halamanSoldadura TIG: Princípios e ParâmetrosJohhSmithBelum ada peringkat
- SENAI - Eletrodo Revestido NIVEL 1Dokumen89 halamanSENAI - Eletrodo Revestido NIVEL 1Rafinha Melo100% (1)
- Prova Professor Metalurgia - IfRSDokumen13 halamanProva Professor Metalurgia - IfRSmarcelodalboBelum ada peringkat
- Soldagem Eletrodo RevestidoDokumen85 halamanSoldagem Eletrodo RevestidoShueidy Braga50% (2)
- Soldagem A Arco Elétrico Com Eletrodo RevestidoDokumen36 halamanSoldagem A Arco Elétrico Com Eletrodo RevestidoVisconde JoséBelum ada peringkat
- Lista de Exercício para SoldagemDokumen16 halamanLista de Exercício para SoldagemFlávio Spindola100% (2)
- Soldagem a arco elétrico com eletrodo revestidoDokumen37 halamanSoldagem a arco elétrico com eletrodo revestidoClaudio RibasBelum ada peringkat
- SOLDAGEM - Processo Eletrodo Revestido1Dokumen34 halamanSOLDAGEM - Processo Eletrodo Revestido1Roberta Silva OliveiraBelum ada peringkat
- Soldagem Eletrodo RevestidoDokumen7 halamanSoldagem Eletrodo RevestidoMatheus Leite PéresBelum ada peringkat
- Aula 1 - Soldagem Eletrodo Revestido - Aula ApresentaçãoDokumen25 halamanAula 1 - Soldagem Eletrodo Revestido - Aula ApresentaçãoJuliano Sampaio100% (1)
- Processos de soldagem por fusãoDokumen223 halamanProcessos de soldagem por fusãoTalwaniBelum ada peringkat
- Soldagem: Processos e SegurançaDokumen92 halamanSoldagem: Processos e Segurançafiesta new100% (1)
- Aula Soldagem Processo de Fabricação - FinalDokumen37 halamanAula Soldagem Processo de Fabricação - FinalBruno GuedesBelum ada peringkat
- Senai - 6 Processo MIG MAGDokumen22 halamanSenai - 6 Processo MIG MAGAnonymous XQuDOLBelum ada peringkat
- Soldagem MIG (Slides)Dokumen28 halamanSoldagem MIG (Slides)César Augusto100% (1)
- Soldagem - Aula 1Dokumen60 halamanSoldagem - Aula 1Lucas Issamu Nakasone Paulo100% (1)
- TS - Aula 02 Eletrodo Revestido Senai 2020 PDFDokumen42 halamanTS - Aula 02 Eletrodo Revestido Senai 2020 PDFMatheus StrombeckBelum ada peringkat
- Ensaio de Dureza DurDokumen58 halamanEnsaio de Dureza DurAntonio Melgaço da SilvaBelum ada peringkat
- Tratamentos endurecimento superficialDokumen32 halamanTratamentos endurecimento superficialCarolai FabrisBelum ada peringkat
- Soldagem de Aços InoxidáveisDokumen80 halamanSoldagem de Aços InoxidáveisWeniton OliveiraBelum ada peringkat
- Introdução aos processos de fabricação de metaisDokumen281 halamanIntrodução aos processos de fabricação de metaisPaulo Henrique RibeiroBelum ada peringkat
- Noções Básicas de Soldagem e CorteDokumen119 halamanNoções Básicas de Soldagem e Cortec_guzanskyrochaBelum ada peringkat
- Tecnologia Da Soldagem 2012 - Prof. Amilton CordeiroDokumen88 halamanTecnologia Da Soldagem 2012 - Prof. Amilton Cordeiroalanrogermoreno100% (1)
- Parâmetros Sugeridos para Solda TIGDokumen3 halamanParâmetros Sugeridos para Solda TIGPaulinoBelum ada peringkat
- Consumíveis de SoldagemDokumen51 halamanConsumíveis de SoldagemRafael Souza100% (1)
- Metalurgia Da SoldagemDokumen119 halamanMetalurgia Da SoldagemErivaldo ConstantBelum ada peringkat
- Soldagem Eletrodo RevestidoDokumen66 halamanSoldagem Eletrodo Revestidowellington848100% (6)
- Solda Eletrica Eletrodo RevestidoDokumen14 halamanSolda Eletrica Eletrodo RevestidorumpontomoraisBelum ada peringkat
- Soldagem: processos, tipos de eletrodos e aplicaçõesDokumen9 halamanSoldagem: processos, tipos de eletrodos e aplicaçõesRenato MantaBelum ada peringkat
- Lista 01 - Soldagem - ResolDokumen10 halamanLista 01 - Soldagem - ResolMatheusSouzaBelum ada peringkat
- Usinagem Não Convencional 1Dokumen40 halamanUsinagem Não Convencional 1marcioulguim0% (1)
- Tratamentos Térmicos Dos AçosDokumen151 halamanTratamentos Térmicos Dos AçosRafaela BatistaBelum ada peringkat
- 13 - Soldagem PDFDokumen127 halaman13 - Soldagem PDFwlton Vga100% (1)
- Processos de soldagem - Lista de exercíciosDokumen8 halamanProcessos de soldagem - Lista de exercíciosVicente RamosBelum ada peringkat
- Tecnologia Da SoldagemDokumen54 halamanTecnologia Da SoldagemBruno MoraesBelum ada peringkat
- Soldagem com eletrodo revestidoDokumen38 halamanSoldagem com eletrodo revestidoRayana VieiraBelum ada peringkat
- Manutenção de Equips. Industriais Rev 1Dokumen132 halamanManutenção de Equips. Industriais Rev 1Rogério Cerqueira LimaBelum ada peringkat
- M1 D2 T12 Terminologia de DescontinuidadesDokumen20 halamanM1 D2 T12 Terminologia de DescontinuidadesGiuseppe SilvaBelum ada peringkat
- Soldagem - Tecnologia de Solda - Processo TIG e Eletrodo RevestidoDokumen49 halamanSoldagem - Tecnologia de Solda - Processo TIG e Eletrodo RevestidoRoberto Carlos Teixeira100% (1)
- GMAW - Soldagem MIG/MAG emDokumen33 halamanGMAW - Soldagem MIG/MAG emHudson XavierBelum ada peringkat
- LAMINAÇÃODokumen32 halamanLAMINAÇÃOMonize GarciaBelum ada peringkat
- Usinabilidade dos materiaisDokumen78 halamanUsinabilidade dos materiaisFabianoKovalechenBelum ada peringkat
- Microestrutura em Soldagem PDFDokumen38 halamanMicroestrutura em Soldagem PDFAna Maria PerezBelum ada peringkat
- Princípios dos processos de fabricação utilizando metais e polímerosDari EverandPrincípios dos processos de fabricação utilizando metais e polímerosBelum ada peringkat
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoDari EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoBelum ada peringkat
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasDari EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasBelum ada peringkat
- Programação Em Assembly Para O Microcontrolador Pic12f Volume IDari EverandProgramação Em Assembly Para O Microcontrolador Pic12f Volume IPenilaian: 5 dari 5 bintang5/5 (1)
- Aula 3 Soldagem UniritterDokumen26 halamanAula 3 Soldagem UniritterBrick FacilBelum ada peringkat
- 5 Soldagemcom Eletrodo Revestido 101008Dokumen27 halaman5 Soldagemcom Eletrodo Revestido 101008Lucas RaithsBelum ada peringkat
- Processo de Fabricação Com Soldagem - Arco El+®tricoDokumen47 halamanProcesso de Fabricação Com Soldagem - Arco El+®tricoedujfrBelum ada peringkat
- Processos de SoldagemDokumen55 halamanProcessos de SoldagemRodrigo Ribeiro de AzevedoBelum ada peringkat
- Noções de SoldagemDokumen67 halamanNoções de SoldagemAugusto PereiraBelum ada peringkat
- Tabela Periodica Dos ElementosDokumen23 halamanTabela Periodica Dos ElementosThiago GuimarãesBelum ada peringkat
- FluxogramaDokumen1 halamanFluxogramahoseokjung926Belum ada peringkat
- Introdução à metalurgia extrativa do ferroDokumen5 halamanIntrodução à metalurgia extrativa do ferrowmpoubelBelum ada peringkat
- Exercícios QuímicaDokumen2 halamanExercícios QuímicaDiego Caproni de MoraisBelum ada peringkat
- Comportamento mecânico dos minerais em condições de deformaçãoDokumen13 halamanComportamento mecânico dos minerais em condições de deformaçãoCarlos Roberto da SilveiraBelum ada peringkat
- 1645 AS053 Nocoes de Valvulas Tubulacoes Industriais e Acessorios PDFDokumen214 halaman1645 AS053 Nocoes de Valvulas Tubulacoes Industriais e Acessorios PDFCor Jesus Ferreira Costa100% (5)
- Normas técnicas para estruturas de concretoDokumen20 halamanNormas técnicas para estruturas de concretoLucas H. BortoliBelum ada peringkat
- Mapa Mental - Cimento Portland - TiposDokumen1 halamanMapa Mental - Cimento Portland - TiposSergio Nascimento100% (1)
- 17a Feira Mecânica NordesteDokumen15 halaman17a Feira Mecânica Nordesteg0at1Belum ada peringkat
- Revista Não Vale 2 - Versão Web CompletaDokumen96 halamanRevista Não Vale 2 - Versão Web CompletaxoanzinhoBelum ada peringkat
- ID (591 - 3) - Metais e Ligas MetálicasDokumen37 halamanID (591 - 3) - Metais e Ligas MetálicasLuis CidBelum ada peringkat
- Cátions e ânions principaisDokumen1 halamanCátions e ânions principaisKelly Cristina VidoBelum ada peringkat
- Gerdau - Guia Soldagem MigDokumen14 halamanGerdau - Guia Soldagem MigAlexandre SaitoBelum ada peringkat
- ÓxidoDokumen2 halamanÓxidoTalita Camargo BenassiBelum ada peringkat
- Soldagem A GásDokumen18 halamanSoldagem A GásSilvio EduardoBelum ada peringkat
- Procedimento Correcto para o Reprocessamento de Instrumentos No Consultorio DentarioDokumen60 halamanProcedimento Correcto para o Reprocessamento de Instrumentos No Consultorio DentariojosephBelum ada peringkat
- Metodo Do EDTA Na Determinacao Do Calcio e Magnesi PDFDokumen10 halamanMetodo Do EDTA Na Determinacao Do Calcio e Magnesi PDFRafael FerreiraBelum ada peringkat
- Casca Dura - ApresentaçãoDokumen35 halamanCasca Dura - ApresentaçãoFrancisco CarvalhoBelum ada peringkat
- Influência Mn no açoDokumen3 halamanInfluência Mn no açoNelson Alves Ferreira Junior100% (1)
- Enunciado Quimica 1 Èp. 12 Clas 2014 PDFDokumen5 halamanEnunciado Quimica 1 Èp. 12 Clas 2014 PDFJasse Pacanate100% (1)
- TenacidadeDokumen3 halamanTenacidadeWanderley XavierBelum ada peringkat
- Grupo 2 - Os Metais Alcalinos TerrososDokumen47 halamanGrupo 2 - Os Metais Alcalinos TerrososMaduhRodrigues75% (4)
- Aplicações e Características Dos Ferros FundidosDokumen2 halamanAplicações e Características Dos Ferros FundidosAnonymous hj68hZmoBelum ada peringkat
- Tec ConstrucDokumen78 halamanTec ConstrucJayme AlvesBelum ada peringkat
- Portobello Cat 02Dokumen17 halamanPortobello Cat 02FERCOBelum ada peringkat
- Cat PT-BR BR Data Doc PTBR PDF PT QS PT PDFDokumen59 halamanCat PT-BR BR Data Doc PTBR PDF PT QS PT PDFeuclidessantanBelum ada peringkat
- Tecnologia Das FerramentasDokumen25 halamanTecnologia Das FerramentasTiago OliveiraBelum ada peringkat
- Ciclo bioquímico do granitoDokumen4 halamanCiclo bioquímico do granitoLuís CorreiaBelum ada peringkat
- Quimica Exercicios Sobre CorrosaoDokumen6 halamanQuimica Exercicios Sobre Corrosaobelprestes4180100% (1)