Anda mungkin juga menyukai
- Venturi Scrubber DesignDokumen2 halamanVenturi Scrubber DesignPassmore Dube57% (14)
- Carver Cascade2 RapideDokumen8 halamanCarver Cascade2 Rapidepetrica laurentiuBelum ada peringkat
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsDari Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsPenilaian: 4 dari 5 bintang4/5 (1)
- Method of Statement Testing of PipeDokumen5 halamanMethod of Statement Testing of PipevpamatyaBelum ada peringkat
- Typical Solar BQDokumen7 halamanTypical Solar BQngarinyagaBelum ada peringkat
- How To Design Gravity Flow Water SysDokumen114 halamanHow To Design Gravity Flow Water SysEdwinNdirangu100% (1)
- Binder 4Dokumen68 halamanBinder 4Sunil KBelum ada peringkat
- Installing Plastic Pipes: Butt Fusion Welding of PolypropyleneDokumen6 halamanInstalling Plastic Pipes: Butt Fusion Welding of Polypropylenecrys suryo prayogoBelum ada peringkat
- GF Central Catalog Electrofusion Products Section PDFDokumen54 halamanGF Central Catalog Electrofusion Products Section PDFjose03Belum ada peringkat
- Water Cooled Fcu Piping DetailsDokumen14 halamanWater Cooled Fcu Piping Detailsfernandoreyes893Belum ada peringkat
- ElectroFusion Installation Manual (European Version)Dokumen44 halamanElectroFusion Installation Manual (European Version)Jorge BaronBelum ada peringkat
- Manual Técnico - Press-FittingDokumen27 halamanManual Técnico - Press-FittingvaskitBelum ada peringkat
- SPK de Perete PDFDokumen6 halamanSPK de Perete PDFalinmf3Belum ada peringkat
- Desuperheater That Combines Proven Technologies For Better Operational EconomyDokumen4 halamanDesuperheater That Combines Proven Technologies For Better Operational Economyhappale2002Belum ada peringkat
- M50 enDokumen338 halamanM50 entomwilkinsBelum ada peringkat
- PexFlex - LogstorDokumen10 halamanPexFlex - LogstorZeljko RisticBelum ada peringkat
- Electrical Control Valves EX5 / EX6 /EX7 / EX8Dokumen8 halamanElectrical Control Valves EX5 / EX6 /EX7 / EX8jovanoxBelum ada peringkat
- FMC Weco Wing Union CatalogDokumen16 halamanFMC Weco Wing Union CatalogSargunam Sankaravadivel100% (2)
- Rheem Pipe Cover Assembly RTG20227Dokumen2 halamanRheem Pipe Cover Assembly RTG20227tsemmesBelum ada peringkat
- Info On HDPE PipesDokumen49 halamanInfo On HDPE PipesH.V. Patil100% (1)
- Valvula Expansao Te5 PDFDokumen6 halamanValvula Expansao Te5 PDFJosé Edgard Pereira BarrettoBelum ada peringkat
- Manual Ecoflux en - KrohneDokumen14 halamanManual Ecoflux en - Krohnemmihai_popa2006Belum ada peringkat
- TESEO Triptico PDFDokumen5 halamanTESEO Triptico PDFLuis Felipe ZuñigaBelum ada peringkat
- Erection and Commissioning Procedure PDFDokumen94 halamanErection and Commissioning Procedure PDFShankar JhaBelum ada peringkat
- E50337 Bedienungsanleitung 1106 02Dokumen8 halamanE50337 Bedienungsanleitung 1106 02Sergiu BadalutaBelum ada peringkat
- GF System Specification PVC-U BS InchDokumen14 halamanGF System Specification PVC-U BS InchDale CokleyBelum ada peringkat
- Tuburi Radiante Ambirad Vs Carte TehnicaDokumen56 halamanTuburi Radiante Ambirad Vs Carte TehnicaSuciu MariusBelum ada peringkat
- Equator 1Dokumen48 halamanEquator 1sajkhdjksahdkjBelum ada peringkat
- Greenheck 474680 SP CSPDokumen8 halamanGreenheck 474680 SP CSPEduardo Trujillo NeciosupBelum ada peringkat
- PipeDokumen54 halamanPipematejBelum ada peringkat
- Installation Instructions: - Split System Air ConditionerDokumen45 halamanInstallation Instructions: - Split System Air ConditionerpejdewitBelum ada peringkat
- TECEfloor Brochure GB - LowDokumen8 halamanTECEfloor Brochure GB - LowapsarasoBelum ada peringkat
- Expension Joints Engineering AppliancesDokumen30 halamanExpension Joints Engineering AppliancesAcid BurnsBelum ada peringkat
- Perar Trunnion Ball ValvesDokumen54 halamanPerar Trunnion Ball ValvesUday GokhaleBelum ada peringkat
- Double Reg Valves PDFDokumen15 halamanDouble Reg Valves PDFNoushad P HamsaBelum ada peringkat
- Brochure HdpeDokumen2 halamanBrochure HdpekavoshyarpajouhanBelum ada peringkat
- ThermocoupleDokumen8 halamanThermocoupleGustavo Palacios100% (1)
- Valrom Reinert RitzDokumen170 halamanValrom Reinert Ritzcatalin_73518618Belum ada peringkat
- Parking Cooler System Nitecool Tcc-100: Installation and Service InstructionsDokumen12 halamanParking Cooler System Nitecool Tcc-100: Installation and Service Instructionsebuk123Belum ada peringkat
- Cbx26uh 060Dokumen12 halamanCbx26uh 060Alberto Nava RodriguezBelum ada peringkat
- Mangueras AeroquipDokumen28 halamanMangueras AeroquipMilton Alexander Sanchez Rosales100% (1)
- Hep2O Installer Guide v3Dokumen84 halamanHep2O Installer Guide v3Carlos Choque0% (1)
- Brochure - Ex TENDDokumen4 halamanBrochure - Ex TENDBilly ZununBelum ada peringkat
- Sae J1453 OrfsDokumen7 halamanSae J1453 Orfslink2u_007Belum ada peringkat
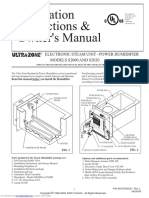
- Installation Instructions & Owner's Manual: Electronic Steam Unit - Power Humidifier MODELS S2000 AND S2020Dokumen16 halamanInstallation Instructions & Owner's Manual: Electronic Steam Unit - Power Humidifier MODELS S2000 AND S2020Franklin Ergueta100% (1)
- Weld On Hot Tap Saddle InstallDokumen20 halamanWeld On Hot Tap Saddle InstallRemmy Torres VegaBelum ada peringkat
- LG Multi V SPECDokumen21 halamanLG Multi V SPECJavier SordoBelum ada peringkat
- Nooter Eriksen PresentationDokumen72 halamanNooter Eriksen Presentationahmadarya100% (4)
- Surface-Mounted Hair Dryer: Technical DataDokumen2 halamanSurface-Mounted Hair Dryer: Technical Datachinni1658Belum ada peringkat
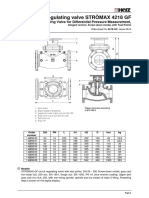
- Circuit Regulating Valve STRÖMAX 4218 GFDokumen14 halamanCircuit Regulating Valve STRÖMAX 4218 GFMario Mô Ri ABelum ada peringkat
- 11 00000 Vs System Produktueber 02 14 en Final InternetDokumen36 halaman11 00000 Vs System Produktueber 02 14 en Final InternetMihai RusBelum ada peringkat
- Slot Dipping Device by LecoreDokumen4 halamanSlot Dipping Device by Lecoretarun1976Belum ada peringkat
- MEPF BOQ - AZURE TargetDokumen33 halamanMEPF BOQ - AZURE TargetUpendra ChariBelum ada peringkat
- PIPA TM001 PE Pipe System Maintenance Guide June 2008Dokumen11 halamanPIPA TM001 PE Pipe System Maintenance Guide June 2008RicBelum ada peringkat
- UPE Universal Couplings and Flange AdaptorsDokumen8 halamanUPE Universal Couplings and Flange AdaptorsnoormohammedahBelum ada peringkat
- InstallationsDokumen3 halamanInstallationselcivilengBelum ada peringkat
- Orbital Riveting Technology: Ecoline En/Ene 20 and En/Ene 35Dokumen16 halamanOrbital Riveting Technology: Ecoline En/Ene 20 and En/Ene 35Vijaya KumarBelum ada peringkat
- Condenser BushingDokumen4 halamanCondenser BushingSanthosh RMBelum ada peringkat
- DEMU 4010 Rebar Coupler System DEMUDokumen24 halamanDEMU 4010 Rebar Coupler System DEMUTonni KurniawanBelum ada peringkat
- Actuated ValvesDokumen4 halamanActuated ValvestjendraBelum ada peringkat
- Epoxy Resin BushingDokumen12 halamanEpoxy Resin BushingSURJIT SINGHBelum ada peringkat
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitDari EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitBelum ada peringkat
- Actuated ValvesDokumen41 halamanActuated ValvesFluidra GroupBelum ada peringkat
- Sustainable Swimming PoolDokumen6 halamanSustainable Swimming PoolFluidra GroupBelum ada peringkat
- PVC Chemical Resistance ChartDokumen22 halamanPVC Chemical Resistance ChartFluidra GroupBelum ada peringkat
- PVC Pressure FittingsDokumen29 halamanPVC Pressure FittingsFluidra GroupBelum ada peringkat
- Butterfly Valves Standard SeriesDokumen4 halamanButterfly Valves Standard SeriesFluidra GroupBelum ada peringkat
- Valve Boxes Pro SeriesDokumen4 halamanValve Boxes Pro SeriesFluidra GroupBelum ada peringkat
- Ball Valves STD SeriesDokumen4 halamanBall Valves STD SeriesFluidra GroupBelum ada peringkat
- Butterfly ValvesDokumen6 halamanButterfly ValvesFluidra GroupBelum ada peringkat
- Butterfly Valves Industrial SeriesDokumen6 halamanButterfly Valves Industrial SeriesFluidra GroupBelum ada peringkat
- Check ValvesDokumen4 halamanCheck ValvesFluidra GroupBelum ada peringkat
- Ball Valves (IND) SeriesDokumen6 halamanBall Valves (IND) SeriesFluidra GroupBelum ada peringkat
- 1 11868 HBR Analytics Webinar Executive Summary - SAS 092810-WpDokumen5 halaman1 11868 HBR Analytics Webinar Executive Summary - SAS 092810-WpPravin ShisodeBelum ada peringkat
- Ball ValvesDokumen6 halamanBall ValvesFluidra GroupBelum ada peringkat
- Technical Catalogue PP v1Dokumen84 halamanTechnical Catalogue PP v1Fluidra Group0% (1)
- Astral Pool Catalog NewDokumen3 halamanAstral Pool Catalog NewFluidra GroupBelum ada peringkat
- Parryware Price List 01.03.18Dokumen56 halamanParryware Price List 01.03.18Rounak Maheshwari62% (13)
- Sub-Water Demand Cal (27062010)Dokumen59 halamanSub-Water Demand Cal (27062010)Tiffany CombsBelum ada peringkat
- RTR Pipe Hydrotest ProcedureDokumen13 halamanRTR Pipe Hydrotest ProcedureMohammad Rizwan0% (1)
- Notes:: Details Cast Iron Catch Basin With Side InletsDokumen1 halamanNotes:: Details Cast Iron Catch Basin With Side InletsJorge Garcia0% (1)
- Chapter FourDokumen27 halamanChapter FourSiraj BusseBelum ada peringkat
- F75201-Pressure Test ReportDokumen1 halamanF75201-Pressure Test Reportsarsan nedumkuzhiBelum ada peringkat
- IBC - 1613 Seismic Not-Requirement AreasDokumen1 halamanIBC - 1613 Seismic Not-Requirement AreasbanunalBelum ada peringkat
- Walchem Spare Parts Kits, Valves, Accessories ModelsDokumen23 halamanWalchem Spare Parts Kits, Valves, Accessories ModelsPromagEnviro.comBelum ada peringkat
- NASA CC3 ImpellerDokumen22 halamanNASA CC3 ImpellerPaul BarlowBelum ada peringkat
- Section 18 24Dokumen26 halamanSection 18 24hecirlene vieiraBelum ada peringkat
- Novatech Catalog Guide: - All Rights ReservedDokumen20 halamanNovatech Catalog Guide: - All Rights ReservedJovianto Prisila100% (1)
- Hamer JTHB08-3 PDFDokumen48 halamanHamer JTHB08-3 PDFRouni AñazcoBelum ada peringkat
- SM K1015439EDokumen41 halamanSM K1015439Eoscar el careverga100% (1)
- Attachment 1. HydraulicDokumen36 halamanAttachment 1. HydraulicAnonymous R4c2XlRNBelum ada peringkat
- UFI Catalog Alarm GongDokumen1 halamanUFI Catalog Alarm GongShariman Azmi - GDEBelum ada peringkat
- Horizontal and Vertical PumpsDokumen13 halamanHorizontal and Vertical PumpsRehime SalmanBelum ada peringkat
- Instrument List (Phase 1)Dokumen24 halamanInstrument List (Phase 1)MohamedBelum ada peringkat
- Datasheet Si-202 EN Butterfly Valve For Fire Safe FSV/VSS: Edition: 2020-03Dokumen16 halamanDatasheet Si-202 EN Butterfly Valve For Fire Safe FSV/VSS: Edition: 2020-03f hBelum ada peringkat
- Additional Course Material: Physical Properties of FluidsDokumen43 halamanAdditional Course Material: Physical Properties of Fluidssilswal1988Belum ada peringkat
- Hydraulics - Series 1 (Fundamentals of Fluid Flow) - Sample Problems PDFDokumen2 halamanHydraulics - Series 1 (Fundamentals of Fluid Flow) - Sample Problems PDFNica Remollo100% (3)
- Infratex Price ListDokumen4 halamanInfratex Price Listapi-3720293Belum ada peringkat
- What Is The Importance of Reynold Numbers in Flow of FluidDokumen10 halamanWhat Is The Importance of Reynold Numbers in Flow of Fluidyowma33% (3)
- I Data: Project: 8" Gas Pipeline From Citarik Metering Station To Tatajabar Client: PT TatajabarDokumen1 halamanI Data: Project: 8" Gas Pipeline From Citarik Metering Station To Tatajabar Client: PT TatajabarmochfaridBelum ada peringkat
- PSV Process Data Sheet Zubair ADokumen2 halamanPSV Process Data Sheet Zubair ASIVABelum ada peringkat
- Cherne Test Ball Pipe PlugsDokumen2 halamanCherne Test Ball Pipe PlugsPromagEnviro.comBelum ada peringkat
- TMM Hospital at Thiruvalla. Approved Make of Materials For Fire Protection SystemDokumen2 halamanTMM Hospital at Thiruvalla. Approved Make of Materials For Fire Protection SystemMC EstimationBelum ada peringkat