Anda mungkin juga menyukai
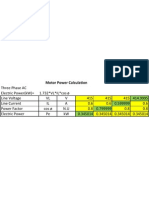
- Pump & Motor Excel CalculatorDokumen1 halamanPump & Motor Excel Calculatormanoj mjBelum ada peringkat
- Pump & Motor Excel CalculatorDokumen1 halamanPump & Motor Excel Calculatormanoj mjBelum ada peringkat
- Kpa To Psi ChartDokumen1 halamanKpa To Psi Chartmanoj mjBelum ada peringkat
- DEE Mar09Dokumen22 halamanDEE Mar09timmer_2009Belum ada peringkat
- AWG Diameter CalculatorDokumen2 halamanAWG Diameter Calculatormanoj mjBelum ada peringkat
- AWG Diameter CalculatorDokumen2 halamanAWG Diameter Calculatormanoj mjBelum ada peringkat
- Temperature CalculationsDokumen3 halamanTemperature Calculationsmanoj mjBelum ada peringkat
- Flow 1Dokumen11 halamanFlow 1manoj mjBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Real-Time Mining - Project - OverviewDokumen47 halamanReal-Time Mining - Project - OverviewMário de FreitasBelum ada peringkat
- Propeller Shaft RequirementsDokumen25 halamanPropeller Shaft RequirementsGustavo Ferreira100% (1)
- Kaizen and Poka-Yoke Help Quality ControlDokumen15 halamanKaizen and Poka-Yoke Help Quality Controlshaista naazBelum ada peringkat
- Carlson Hotel WorldwideDokumen2 halamanCarlson Hotel WorldwidechrstBelum ada peringkat
- Construction Contract Template 1Dokumen8 halamanConstruction Contract Template 1Mik AeilBelum ada peringkat
- Dynamic LogisticDokumen15 halamanDynamic LogisticChamp MehtaBelum ada peringkat
- B767 BrakesDokumen6 halamanB767 BrakesGustavo Avila RodriguezBelum ada peringkat
- Chloride Chlorine Levels and Stainless S PDFDokumen1 halamanChloride Chlorine Levels and Stainless S PDFSH1961Belum ada peringkat
- P Nagar, Near Ordnance Factory: 0t, R111 KOTA / S T. / CAIDokumen2 halamanP Nagar, Near Ordnance Factory: 0t, R111 KOTA / S T. / CAISupradeep GoudBelum ada peringkat
- Rolls-Royce Merlin EngineDokumen6 halamanRolls-Royce Merlin Enginekty2924Belum ada peringkat
- ZF TrainnigDokumen132 halamanZF TrainnigNuno Pires100% (4)
- Field Service Engineer Application LetterDokumen2 halamanField Service Engineer Application LetterAnthony DibiaBelum ada peringkat
- CM11 Nordics p22-23 Koenigsegg CATIA EN FINAL PDFDokumen1 halamanCM11 Nordics p22-23 Koenigsegg CATIA EN FINAL PDFsunilbholBelum ada peringkat
- A Work Breakdown Structure (WBS)Dokumen4 halamanA Work Breakdown Structure (WBS)GebeyehuBelum ada peringkat
- Distance Rate Time Word ProblemsDokumen4 halamanDistance Rate Time Word Problemsapi-286443551Belum ada peringkat
- SPHINX'18: Malaviya National Institute of Technology JaipurDokumen7 halamanSPHINX'18: Malaviya National Institute of Technology JaipurTushar Mani AgarwalBelum ada peringkat
- Book To PrintDokumen291 halamanBook To PrintIan Untalan67% (6)
- Index: Big Data Analytics: Turning Big Data Into Big MoneyDokumen8 halamanIndex: Big Data Analytics: Turning Big Data Into Big MoneyNazmul-Hassan SumonBelum ada peringkat
- Eicher Motors Initiating CoverageDokumen15 halamanEicher Motors Initiating CoverageNikhil SinghalBelum ada peringkat
- Block Plans: Block A (Typical Floor Plan)Dokumen7 halamanBlock Plans: Block A (Typical Floor Plan)Manidipa SahaBelum ada peringkat
- Conveyance Security-Aeo Check List PDFDokumen3 halamanConveyance Security-Aeo Check List PDFRajula Gurva ReddyBelum ada peringkat
- Air Assisted FlaresDokumen2 halamanAir Assisted FlaresUr FriendBelum ada peringkat
- Data Sheets 966F-E (80e)Dokumen20 halamanData Sheets 966F-E (80e)abdelrhmangbr86Belum ada peringkat
- VSL News 2010 1Dokumen40 halamanVSL News 2010 1DrPadipat ChaemmangkangBelum ada peringkat
- Packing Instructions for Safe TransportDokumen50 halamanPacking Instructions for Safe TransportDhaman A KokaBelum ada peringkat
- Spec GuideDokumen33 halamanSpec GuidemyoldtoastBelum ada peringkat
- Considerations For Estimating The Costs of Pilot-Scale FacilitiesDokumen9 halamanConsiderations For Estimating The Costs of Pilot-Scale FacilitiesAlexBelum ada peringkat
- Business Plan Summary for MGVCL FY 2011-16Dokumen160 halamanBusiness Plan Summary for MGVCL FY 2011-16havejsnjBelum ada peringkat
- ABB PS Range BrouchureDokumen12 halamanABB PS Range BrouchureguigfsBelum ada peringkat
- Qualification of Autoclave & Hot Air OvenDokumen26 halamanQualification of Autoclave & Hot Air OvenSharon Dsouza100% (1)