Anda mungkin juga menyukai
- Effective Coaching ConversationsDokumen2 halamanEffective Coaching ConversationsAlc DinuBelum ada peringkat
- CEEB Codes College UniversityDokumen259 halamanCEEB Codes College Universityimranazhar344% (16)
- Breakfast Pasty/ Sandwiches Item Allergies Ingredients DescriptionDokumen9 halamanBreakfast Pasty/ Sandwiches Item Allergies Ingredients DescriptionAlc DinuBelum ada peringkat
- Cookies Item Allergies Ingredients Description: Sant AmbroeusDokumen8 halamanCookies Item Allergies Ingredients Description: Sant AmbroeusAlc DinuBelum ada peringkat
- Bread Item Allergies Ingredients Description: Sant AmbroeusDokumen7 halamanBread Item Allergies Ingredients Description: Sant AmbroeusAlc DinuBelum ada peringkat
- Sant Ambroeus Desserts Allergens GuideDokumen8 halamanSant Ambroeus Desserts Allergens GuideAlc DinuBelum ada peringkat
- Gelato Allergen Info Gelato (2021)Dokumen2 halamanGelato Allergen Info Gelato (2021)Alc DinuBelum ada peringkat
- 9.beverage and Coffee Inventory Done On 11.01.2020Dokumen8 halaman9.beverage and Coffee Inventory Done On 11.01.2020Alc DinuBelum ada peringkat
- Imperial Supplies Order List UPDATEDDokumen1 halamanImperial Supplies Order List UPDATEDAlc DinuBelum ada peringkat
- Desserts: Barbougalach: (For 2) Warm Nutella Filled "Rugelach" Served in Tagine Bowl Comes With Vanilla Ice CreamDokumen1 halamanDesserts: Barbougalach: (For 2) Warm Nutella Filled "Rugelach" Served in Tagine Bowl Comes With Vanilla Ice CreamAlc DinuBelum ada peringkat
- Sabrfl Menu Descriptions With Photos 11.05.2020Dokumen7 halamanSabrfl Menu Descriptions With Photos 11.05.2020Alc DinuBelum ada peringkat
- Accounting Certification Practice Test PDFDokumen8 halamanAccounting Certification Practice Test PDFdzsofiBelum ada peringkat
- Barbounia Menu DescriptionsDokumen6 halamanBarbounia Menu DescriptionsAlc DinuBelum ada peringkat
- Count Sheet - SA Third Ave - SAHA Coffee Stock Count - 10/31/2020Dokumen2 halamanCount Sheet - SA Third Ave - SAHA Coffee Stock Count - 10/31/2020Alc DinuBelum ada peringkat
- Accounting Fundamentals/Bookkeeper Practice TestDokumen8 halamanAccounting Fundamentals/Bookkeeper Practice TestLindcelle Jane Dalope100% (1)
- Practice Test in Excel PDFDokumen7 halamanPractice Test in Excel PDFTon DelfinadoBelum ada peringkat
- Elena IonDokumen6 halamanElena IonAlc DinuBelum ada peringkat
- Food Chemistry: E.J. Llorent-Martínez, P. Ortega-Barrales, M.L. Fernández-De Córdova, A. Domínguez-Vidal, A. Ruiz-MedinaDokumen6 halamanFood Chemistry: E.J. Llorent-Martínez, P. Ortega-Barrales, M.L. Fernández-De Córdova, A. Domínguez-Vidal, A. Ruiz-MedinaAlc DinuBelum ada peringkat
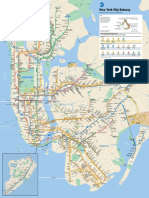
- Subwaymap PDFDokumen1 halamanSubwaymap PDFapakuniBelum ada peringkat
- ElenaDokumen6 halamanElenaAlc DinuBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Ramachandran PlotDokumen2 halamanThe Ramachandran PlotParth sarthi Sen guptaBelum ada peringkat
- Elastic Vitrimers BeyondDokumen32 halamanElastic Vitrimers BeyondMostafa AhmadiBelum ada peringkat
- Lecture 10-C4 PathwayDokumen8 halamanLecture 10-C4 PathwayAtika ZulfiqarBelum ada peringkat
- Synergisms Between Compost and Biochar For Sustainable Soil AmeliorationDokumen33 halamanSynergisms Between Compost and Biochar For Sustainable Soil AmeliorationasdfghjklBelum ada peringkat
- TIAC Guide English 2013-Section-02Dokumen3 halamanTIAC Guide English 2013-Section-02tekcellentBelum ada peringkat
- Types of Honey BeeDokumen3 halamanTypes of Honey BeePrem SharmaBelum ada peringkat
- Codex Alimentarius CommissionDokumen68 halamanCodex Alimentarius Commissioncurious_leneBelum ada peringkat
- Coating ReviewDokumen20 halamanCoating ReviewsherepunjabBelum ada peringkat
- A Brief History of BioplasticsDokumen8 halamanA Brief History of BioplasticsSHANKAR PRINTINGBelum ada peringkat
- Squash Blossoms As Food ColoringDokumen8 halamanSquash Blossoms As Food ColoringcakepapuBelum ada peringkat
- Salihu Et Al PDFDokumen7 halamanSalihu Et Al PDFibro4khadBelum ada peringkat
- The Cell Nucleus: Genetic Control CenterDokumen10 halamanThe Cell Nucleus: Genetic Control CenterPinak ChowdhuryBelum ada peringkat
- Aromatic Electrophilic SubstitutionDokumen71 halamanAromatic Electrophilic SubstitutionsridharancBelum ada peringkat
- Org ChemDokumen172 halamanOrg ChemMikaila Denise LoanzonBelum ada peringkat
- New MSDS OF NUVET PLUSDokumen5 halamanNew MSDS OF NUVET PLUSAnin1234100% (2)
- PA12-I Ems-Grivory - A Unit of Ems-Chemie Ag: Grilamid L 25 W 20 YDokumen3 halamanPA12-I Ems-Grivory - A Unit of Ems-Chemie Ag: Grilamid L 25 W 20 YTUNCAY GUMUSBelum ada peringkat
- Lab YogurtDokumen6 halamanLab YogurtSikin Sikin0% (1)
- In A Neutralization Reaction, An Acid Reacts With A Base To Produce A Salt and WaterDokumen19 halamanIn A Neutralization Reaction, An Acid Reacts With A Base To Produce A Salt and WaterSalma AbdelhakBelum ada peringkat
- Section 08500 - Windows: Whole Building Design Guide Federal Green Construction Guide For SpecifiersDokumen7 halamanSection 08500 - Windows: Whole Building Design Guide Federal Green Construction Guide For SpecifiersAnonymous NMytbMiDBelum ada peringkat
- Preparing Buffer SolutionsDokumen8 halamanPreparing Buffer SolutionsStephen S. LaderaBelum ada peringkat
- Sugar Mill HiDokumen46 halamanSugar Mill HiSaravanapriya KarthikBelum ada peringkat
- Biological Molecules - Food Test - DNA - Cambridge IGCSE Biology - 0610-0970 (Chapter4)Dokumen19 halamanBiological Molecules - Food Test - DNA - Cambridge IGCSE Biology - 0610-0970 (Chapter4)Malak KhalilBelum ada peringkat
- Sublimation and Melting Point Determination of Benzoic AcidDokumen3 halamanSublimation and Melting Point Determination of Benzoic AcidAj Guanzon100% (1)
- Micro Structures in PolymersDokumen33 halamanMicro Structures in PolymersdtkraeutBelum ada peringkat
- Dictionary of Chemicals and Raw Products Used in The Manufacture of Paints 1901Dokumen424 halamanDictionary of Chemicals and Raw Products Used in The Manufacture of Paints 1901OceanBelum ada peringkat
- Nissi ProjectDokumen24 halamanNissi ProjectSonia Dann KuruvillaBelum ada peringkat
- Important Paint Manufacturing ProcessesDokumen27 halamanImportant Paint Manufacturing Processesapi-2752658788% (68)
- Ms. Rima DessaiDokumen46 halamanMs. Rima DessaiSanghaviBelum ada peringkat
- Preparation and Antimicrobial Activity of Hydroxypropyl ChitosanDokumen6 halamanPreparation and Antimicrobial Activity of Hydroxypropyl ChitosanunodostressssBelum ada peringkat
- Métodos en Farmacognosia European Pharmacopoeia 8 0 2 - AceitesDokumen12 halamanMétodos en Farmacognosia European Pharmacopoeia 8 0 2 - AceitesMarco AronesBelum ada peringkat