Definición de La OEE y Mejoras Continuas
Diunggah oleh
Jesus MadrigalJudul Asli
Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Definición de La OEE y Mejoras Continuas
Diunggah oleh
Jesus MadrigalHak Cipta:
Format Tersedia
Definicin de la OEE
La Eficiencia General de los Equipos EGE o el Overall equipment efficiency OEE en ingles, es un Indicador Clave de Realizacin KPI utilizado para medir como se aprovecha la capacidad productiva de un proceso de fabricacin. De hecho, el OEE es un ratio que compara la produccin efectiva con la capacidad de produccin terica.
Clculo de la OEE
Es una combinacin de 3 ratios principales: Disponibilidad, Rendimiento y Calidad sobre un perodo dado (da, semana, mes...)
OEE = ratio de Disponibilidad x ratio de Rendimiento x ratio de Calidad
Ratio de Disponibilidad de la OEE
Ratio de Disponibilidad = Tiempo real de produccin / Tiempo de produccin terica - Tiempo real de produccin (horas) = Tiempo de produccin terica (horas) Tiempo de parada (horas) - Tiempo de produccin terica (horas) = Nmero de horas trabajadas - Tiempo de parada (horas) = Nmero de horas de parada de las mquinas
Ratio de Rendimiento de la OEE
Ratio de Rendimiento = Tiempo de ciclo x Produccin efectiva / Tiempo real de produccin
- Tiempo de ciclo (horas/item) = 1 / Capacidad de produccin mxima (ctd/hora) - Produccin efectiva = Cantidad de productos fabricados effectivamente (productos rechazados incluidos) Ratio de Calidad de la OEE
Ratio de Calidad = (Produccin efectiva - Produccin rechazada) / Produccin efectiva
- Produccin rechazada (ctd) = Cantidad de productos que no han alcanzado el nivel de calidad requerido.
Mantenimiento Productivo Total TPM
Definicin del TPM
Viene del ingles Total productive Maintenance TPM. El Mantenimiento Productivo Total TPM es un concepto empujado por conservacin, por modificacin y por mejoramiento de las mquinas y los equipos. Con el concepto de Mantenimiento Productivo Total, el mantenimiento no est mas considerado solamente como una actividad no generadora de valor aadido, sino como un proceso importante del mejoramiento de la productividad global. El fin del Mantenimiento Productivo Total es reducir en lo posible las paradas de actividad por causa de mantenimiento, mejorar la productividad global implicando a todo personal. Metafricamente, el TPM est a los equipos y mquinas lo que la medicina esta e a los seres humanos. Historia del TPM
Evolucin del concepto del mantenimiento preventivo (inventado en los Estados Unidos), el TPM es, como a menudo concerniendo a los conceptos del Lean Manufacturing, un concepto japons. Las sociedades japonesas comenzaron a poner en ejecucin el mantenimiento preventivo en sus fbricas alrededor de 1951. Una de estas sociedades, Nippon Denso, observ el aumento del personal dedicado a las operaciones de mantenimiento (pues costes) a medida que sus fbricas desarrollaban su nivel de automatizacin. Nippon Denso entonces decidi que los operadores se haran cargo directamente de todas las operaciones de mantenimiento estndares. Esta decisin novadora transform el mantenimiento preventivo en mantenimiento productivo donde "productivo" se refiere al hecho de que el personal de produccin hace el mantenimiento. La palabra Total ha sido aadido para mostrar que todo el personal debera ser implicado para realizar el mejor resultado posible.
Los beneficios o ventajas del TPM
Algunos de los beneficios ms importantes del Mantenimiento Productivo Total: Reduce los costes Aumenta la productividad OPE y OEE , sin reducir la calidad de producto. Evita las prdidas de todo tipo. Dales el 100 % de satisfaccin a todos los clientes Reduce los accidentes Permite el control de las medidas ecologistas.
Algunos de los beneficios secundarios del Mantenimiento Productivo Total: Aumenta el nivel de confianza del personal Hace ms limpias pues ms atractivas, las zonas de trabajo
Desarrolla el trabajo en equipo. Implicacin ms fuerte del personal Relacion personal fuerte entre obreros y sus mquina y equipos Ensanche de las habilidades del personal
Estructura Bsica del TPM
El TPM puede estar considerado como uno un edificio con cimientos y 8 pilares; los 8 pilares de Total Productivo Mantenimiento TPM
CIMIENTOS - 5S PILAR 1 - Mantenimiento Autnomo (JISHU HOZEN) PILAR 2 - Mejoras Enfocadas(KAIZEN) PILAR 3 - Mantenimiento Planificado PILAR 4 - Mantenimiento de la Calidad PILAR 5 - Prevencin del Mantenimiento PILAR 6 - TPM en reas administrativas (funciones de soporte) PILAR 7 - Educacin y Entrenamiento PILAR 8 - Seguridad y Medioambiente
Conclusin sobre el Mantenimiento Productivo Total TPM
El TPM se revel a menudo como un concepto que funciona, dando los resultados competitivos comparados con los recursos voluntarios. Un punto clave de tranquilizar es la participacin de todos los empleados y una jerarqua
voluntaria. Adems, TPM el concepto es fcilmente adaptable a otras actividades que la industria como los bienes inmuebles, la construccin, la logstica Definicin de la Gestin de la Calidad Total TQM
La Gestin de la Calidad Total o simplemente "Calidad Total" es un mtodo global de la gestin de empresas relativa a la calidad que se concentra sobre la respuesta a las necesidades cliente y sobre los objetivos organizacionales.
Su idea de base es que la empresa entera: cultura, organizacin, proceso y actitud diaria del personal, sea implicada continuamente en el mejoramiento de la calidad de los productos fabricados y servicios devueltos.
Alcanzar la calidad perfecta reduciendo todos los tipos de prdidas y mejorando las entregares de la sociedad puede
ser una buena definicin de la Gestin de la Calidad Total TQM
Los orgenes de la Gestin de la Calidad Total TQM
El concepto TQM naci probablemente en 1949 en Japn. El Sr. Toyoda, el fundador de Toyota, pidi a uno de sus ingenieros, el Sr. Taiichi Ohno, de encontrar una variante del mtodo Ford ms adaptado al nuevo entorno social y econmico del Japn de despues de la segunda guerra mundial. Ohno entonces desarroll un mtodo del que uno de los principios fundamentales es reducir las prdidas realizando una calidad perfecta. Desde principios de los aos 1980, el mtodo entonces se volvi ms popular, particularmente en pases occidentales.
Implementacin de la Gestin de la Calidad Total TQM
Un lema simplificado por la calidad total podra ser "hacer las cosas bien, desde la primera vez y cada vez ". Para poner en ejecucin la calidad total como filosofa de gestin para mejorar global las realizaciones de la empresa, sta debe desarrollar y poner en ejecucin los conceptos siguientes:
Lidearazo y empeo de la jerarqua, Gestin de la calidad provedor, Planificacin estratgica y visin largo plazo, Valuacin y medida contina (KPI), Controla de Procesos y mejoramiento, Reduccin del ciclo de concepcin de los productos y de los costes asociados, Mejoramiento del sistema de calidad, Participacin y responsabilizacin del empleado, Reconocimiento de los xitos y recompensas Formacin y Educacin,
Focalisation sobre las necesidades cliente.
Estas evoluciones habitualmente toman la forma de un conjunto de herramientas calidad o de tcnicas de management (Plano Do check Act, Poka Yoke, 5S, diagrama de Ishikawa, TOPS, Fact Based Decision Making)
Conclusin sobre la Gestin de la calidad total TQM
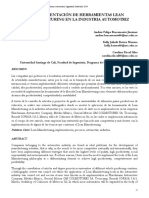
La calidad total es ms una filosofa de gestin de empresas que un conjunto de tcnicas detalladas. Aunque los resultados no sean positivos en el 100 % de los casos, la calidad total TQM - tan bien adaptada a cada contexto de sociedad - puede dar resultados significativos porque anima todas las funciones y todos los empleados a participar en el proceso continuo de mejoramiento de la sociedad. El diagrama de Pareto es una combinacin de: Un histograma donde los valores fijados son clasificados por orden decreciente. Un grfico lineal que indica el porcentaje acumulado portodos los valores Este diagrama ha sido utilizado por primera vez por Jos M . Juran para ilustrar la reparticin de los problemas de produccin y identificar cules tratar en prioridad para obtener ms resultado posible. Este diagrama lleva el nombre de Vilfredo Pareto, fundador de la ley de los 80 20 o principio de Pareto. El diagrama de Pareto es utilizado en logstica para identificar sobre cuales referencias o productos, debemos concentrarnos en prioridad para obtener la mayora de los resultados esperados. Ejemplo de Diagrama de Pareto Por ejemplo, es decir un almacn de 1000m2 donde 12 referencias diferentes son almacenadas. El objetivo es reducir del 15 % la superficie utilizada para recibir ms mercancas. La reparticin de la superficie por referencias es la siguiente: En este cuadro, calculamos el % de cada referencia y el % acumulativo / superficie total.
% de m2 totales 49% 20% 10% 5% 4% 4% 3% 2% 1% 1% 1% 0,2% % cumulativos de m2 totales 49% 69% 79% 84% 88% 92% 95% 97% 98% 99% 100% 100%
Superficie m2 Ref 1 Ref 2 Ref 3 Ref 4 Ref 5 Ref 6 Ref 7 Ref 8 Ref 9 Ref 10 Ref 11 Ref 12 490 200 100 50 40 40 30 15 12 11 10 2
Esto da el Diagrama de Pareto siguiente:
Este diagrama de Pareto muestra que si nos concentramos sobre la reduccin de la superficie utilizada por las referencias 1, 2 y 3, que representan el 80 % de la superficie total y qu se reducen su superficie del 20 % por ejemplo, realizaremos una reduccin del 16 % de la superficie total. Y esto, solamente trabajando en 3 referencias en lugar de 12. Ampliamente utilizado en Logstica pero tambin en Calidad, esta herramienta es un modo fcil y rpido de indentificar las prioridades a las cuales concentrar sus esfuerzos, economizando as tiempo y recursos.
Qu diferencia hay entre Logstica y Cadena de suministro ("Supply Chain") ?
La logstica representaba tradicionalmente la actividad de suministro de productos desde la planta de fabricacin o el proveedor hasta la entrega al cliente final. Ahora se ha integrado al concepto de "Supply Chain Management" o SCM, en espaol Cadena de suministro, cuyo objetivo es optimizar la gestin de los flujos fsicos, administrativos y de la informacin a lo largo de la cadena logstica desde el proveedor del proveedor hasta el cliente del cliente.
Pues est presente en todos los niveles de la empresa, tambin bien a nivel operacional para la gestin de los flujos fsicos de los productos que hay que entregar a nivel tctico para definir las organizaciones y pilotar estos flujos a medio plazo que a nivel estratgico para definir las orientaciones durables.
Planificar toda la actividad de la empresa, las compras, la produccin y la distribucin de los productos, adecundose y respetando las demandas de los clientes. Esta podra ser una definicin sinttica de la optimizacin de la supply chain.
La cadena de suminitro no es una funcin de la empresa, ni un servicio contratado a un prestatario de servicios logsticos, no es tampoco una aplicacin informtica, simplemente es un proceso de funcionamiento cuyo fin es asegurar una gestin y una sincronizacin del conjunto de los procesos que permite a una empresa y sus proveedores de rang 1,2,.., n tomar en consideracin y responder a las necesidades de los clientes finales.
La Supply Chain contiene todas las actividades asociadas con los flujos y la transformacin de los productos, desde las materias primeras hasta el producto terminado entregado al cliente final, as como los flujos administrativos y de informaciones asociados.
La Cadena de suministro, el SCM o "Supply Chain Management" se define entonces como la integracin de estas actividades. Representa una ventaja competitiva para la empresa colocando en el centro del sistema la satisfaccin de las necesidades cliente.
Atencin: La palabra " Supply Chain " es empleada muy a menudo de manera abusiva. Por ejemplo para designar a la logstica de una empresa, aunque la funcin no es global, ni transversal. La palabra " Supply Chain " se emplea por prestadores de servicios que realizan prestaciones de almacenamiento: almacenamiento, preparacin de pedidos. Dicen tener una actividad " Supply Chain ". Esto es as slamente si estas prestaciones se integran en un sistema global y si el sistema de informacin utilizado est conectado por una parte con el sistema de pedidos del cliente y por otra con el sistema utilizado por los transportistas.
1.
Objetivo y Retos
1.
Objetivos
Ajustar las existencias a todos los niveles, mejorar la flexibilidad y la reactividad de la disponibilidad de los productos y utilizar de modo ptimo los medios de produccin y de la logstica. Puesto que la optimizacin es global, algunos de los porcentajes ganados sobre volmenes enormes tienen como resultado ganancias financieras significativas.
1.
Retos
Satisfacer las expectativas de los clientes: la flexibilidad de la organizacin y la fiabilidad de los plazos acondicionan la satisfaccin de los clientes,
Reducir los costes: la integracin de los flujos fsicos y de las informaciones, del punto de fabricacin a la entrega al cliente. Todo esto reduce los costes globales de la cadena logstica, Optimizar la utilizacin de los activos: creando una conexin entre los procesos de la empresa, los activos son utilizados de manera optimizada (recursos humanos, equipos, materias primeras, productos semi acabados, productos terminados).
1.
Estructura
1.
Estratgico
Definicin de la oferta de productos y servicios Dimensionamiento de la herramienta industrial y logstica Negociacin de los contratos y colaboracin con los proveedores y los clientes
1.
Tctica
Previsiones de ventas Planificacin, programacin y clculo de las necesidades Reglas de aprovisionamiento y reglas de gestin de las existencias
1.
Operacional
Gestin de los pedidos clientes Planificacin de las operaciones y la gestin de los azares Ejecucin de los pedidos: produccin, distribucin y facturacin
La clave del xito reside en la puesta en coordinacin de las herramientas, procesos y prcticas diarias con la estrategia Supply Chain definida por la empresa.
1.
Sistemas de Informacin
Como herramientas Supply Chain, encontramos tres grandes tipos de familia:
La planificacin (SCP = Supply Chain Planning) La ejecucin (SCE = Supply Chain Excution) La evaluacin (SCEM = Supply Chain Event Management)
Estos tipos de aplicaciones tienen funciones muy diferentes:
Las aplicaciones SCP sirven para planificar los procesos de la cadena logstica,
Las aplicaciones o la herramienta SCE permiten administrar la ejecucin de las operaciones logsticas (Compras, aprovisionamientos, gestin de la produccin, la gestin de las existencias, productos semi acabados, producidos remates, gestin de las operaciones de transporte). En el SCE encontramos:
El MES para la fabricacin (Manufacturing Execution System) El WMS para la gestin de los almacenes (Warehouse Management System) El TMS para la gestin del transporte (Transporte Gestin de empresas System) El OMS para administrar los pedidos y las ventas (Order Management System)
Las aplicaciones de SCEM ayudan a pilotar y a controlar la cadena logstica
Los actores sobre este mercado son numerosos: hay grandes editores de ERP como SAP, PEOPLE SOFT, Manhattan associates, IBS, ORACLE
Estos integran funciones logsticas ms o menos elaboradas y cubren globalmente las necesidades de base. SAP por ejemplo que originalmente estaba orientado hacia la planificacin y la estrategia tambin se orienta ahora hacia la ejecucin.
Encontramos tambin a otros actores. Inicialmente especializados en una de las herramientas del SCE, integraron por desarrollo interno, compra o por alianza a otros mdulos de Supply Chain. Muchas de estas herramientas especializadas desarrollaron interfaces con los ERP ms conocidos.
1.
Etapas de implementacin
Podemos distinguir 5 etapas de implementacin:
Etapa 1-Funciones logsticas independientes: en su empresa una gestin de produccin, una funcin de almacenamiento, una funcin transporte / distribucin que trabajan de modo casi independiente cada una con sus objetivos
Etapa 2-Funcin logstica transversal: una logstica industrial y una logstica de distribucin con un responsable logstico que crea la sinergia entre ambas entidades
Etapa 3-Supply Chain integrada en la empresa: la empresa despleg procesos y herramientas para integrar en un funcionamiento coherente el conjunto de los procesos internos de su logstica.
Etapa 4-Supply Chain Management extendido: el SCM es extendido a los clientes y a los proveedores con quienes usted comparte, en tiempo real, informaciones para las diferentes funciones de la logstica.
Etapa 5- Supply Chain comn: la empresa utiliza medios en comn con clientes y proveedores, incluso con competidores en la misma comunidad de intereses
Establecer una gestin eficaz de su Supply Chain, es integrar y optimizar las actividades siguientes: Previsiones de la demanda, Planificacin de las necesidades (MRPII), Gestin de la cadena logstica, Gestin de la distribucin, Optimizacin niveles de existencias, Gestin de almacenes y emplazamientos, Gestin relacin proveedor, Gestin de las compras y GPA, Trazabilidad de los flujos.
Definicin
En el concepto Toyota, Heijunka es el alisado de la produccin por el volumen pero tambin el mix-producto para un perodo de tiempo dado.
Esta tcnica es utilizada para reducir los efectos no deseados de un proceso de built-to-order: Por ejemplo, una sociedad que funcionar en built-to-order estricto, si los pedidos clientes son elevados, fabricar en grandes cantidades, gastar dinero en horas extras, estresar a su personal y empujar los lmites de su equipo. Pero har estar en paro al mismo personal, si la semana siguiente, los pedidos clientes son bajos!
El fin de Heijunka es equilibrar o alisar el programa de fabricacin de la empresa. Con el sistema Heijunka, los productos no son directamente fabricados segn las necesidades cliente.
Los volmenes de pedidos son tomados sobre un perodo de tiempo dado y alisados para asegurarse de fabricar cada da la misma cantidad y los mismos mix producto.
Las ventajas de Heijunka
Produccin alisada y ms regular Programas previsibles de fabricacin Repercusin de esta estabilidad a los proveedores Reduccin de estrs sobre la supply chain Economas de horas suplementarias Gestin ms fcil de los recursos humanos Built-to-order sobre un perodo de tiempo dado.
Los inconvenientes de Heijunka
La produccin no funciona estrictamente en Built-to-order Existencias ms elevadas que en un puro sistema de built-to-order
Definicin : Que es seis sigma ?
Seis Sigma designa una metodologa estructurada por la gestin de empresas cuyo fin es el mejoramiento de la eficacia y la eliminacin de los defectos de los procesos.
Es una marca depositada por Motorola, "inventor" del mtodo en 1987.
Primero a fuerte connotacin calidad, Seis Sigma ha sido utilizada, en primer lugar, sobre procesos industriales de fabricacin antes de ser extendida a todos los tipos de procesos, hasta terciarios. El contexto actual de globalizacin de la visin de empresa conduce a una gestin de empresas ms compleja y crece de nuevo a la utilizacin de tal herramienta.
En estadsticas, la letra griega sigma representa la desviacin estndar. Seis Sigma quiere pues decir seis veces la desviacin estndar . El trmino seis sigma viene por el hecho de que si existe, para un proceso dado, 6 veces la desviacin estndar entre la realizacin media y la realizacin ms mala y aceptable, no habr prcticamente ningn producto que no alcanzar la realizacin deseada.
Principios del Seis Sigma
El mtodo seis Sigma se basa en un proceso estructurado a la vez fundado sobre las expectativas cliente (encuestas, sondeos) as como sobre datos mensurables y fiables.
Se descompone, generalmente, en dos subprocesos: El DMAMC, para el mejoramiento de los procesos existentes con el fin de responder a las expectativas cliente El DMADV, para los nuevos procesos porque los existentes no pueden ser mejorados para responder a las expectativas cliente
El DMAMC (DMAIC en ingls) es el acrnimo de las 5 etapas siguientes: Definir: el objetivo del mejoramiento que se apoya sobre las expectativas cliente y la estrategia de empresa. Medir: la realizacin actual del proceso y reunir los datos necesarios para una comparacin futura Analizar: bsqueda exhaustiva de las relaciones causas / efectos Mejorar: el proceso segn los ejes de progresos e herramientas identificadas durante el anlisis Controlar: continuamente para evitar que una desviacin se transforme en defecto y comparar
El DMADV es el acrnimo para Definir, Medir, Analizar, Desarrollar y Verificar . El principio es lo mismo pero el mejoramiento es reemplazado por la creacin (Desarrollo).
Un proceso creado con este mtodo es dicho "DFSS" (Designed fuero seis Sigma)
Los actores del Seis Sigma
El mtodo seis Sigma se debe de implicar toda la jerarqua de la empresa, pero se apoya tambin en recursos humanos propios con un papel bien definido: El Green Belt, a tiempo parcial sobre la conducta de los proyectos de mejoramiento (cerca del 25 %). Black Belt, plena dedicacin sobre el mejoramiento (conducta de proyecto, formacin de los Green Belts y otros Black Belts) debe dominar el mtodo entero. Es especializado o sea en DMAMC, o sea en DMAMC. Master Black Belt, formador de Blacks Belts, fiador del respeto del metodo, es el responsable jerrquico de los Blacks Belts. Deployment Leader (Director del Despliegue), en carga del establecimiento de la estrategia, los soportes de formacin, los presupuestos, etc...
Definicin
En ingls, SMED es el acrnimo de Single Minute Exchange of Dies, traducido en espaol por Cambio rpido de herramienta en menos de 10 minutos . De hecho, es el proceso de reduccin del tiempo necesario para el cambio de herramientas o utillajes sobre una mquina o una cadena de produccin para pasar de la fabricacin de un producto a otro.
El SMED se revel muy til en industrias que posean ciclos de vida de producto cortos, una gran diversidad de productos o de grandes necesidades en la reduccin de las existencias. En otras palabras, en nuestros das, la inmensa mayora de las industrias.
Las ventajas del SMED
Muy til para cualquier empresa que fabrica, prepara o embala una gran diversidad de productos sobre una lnea de fabricacin o una mquina nica, el SMED permitir: De reducir las existencias, De aumentar el tiempo de utilizacin del equipamiento clave, Obtener un retorno sobre la inversin (RSI) ms rpido sobre el equipamiento clave, De ofrecer una diversidad ms grande de productos, De reducir incurro.
Los principios del SMED
Despus de la fabricacin del ltimo producto de un lote dado, las operaciones siguientes deben ser hechas: Parada del equipamiento, Limpieza de la mquina o la lnea de produccin, Descolocacin de las antiguas herramientas o postura hasta el punto del nuevo, Colocacin de las nuevas herramientas, Puesta hasta el punto de las nuevas herramientas, Proceso de comienzo. El fin del SMED es reducir el tiempo correspondiente a estas operaciones.
El proceso del SMED s inicie separando todas las operaciones de cambio en las categoras siguientes: Externas: las operaciones que pueden ser hechas la mquina o la lnea en funcionamiento,
Internas: las operaciones que deben efectuarse cuando el equipo est parado, Operaciones no esenciales.
El proceso SMED consistir entonces a:
Eliminar las operaciones no esenciales: sustitucin de las piezas especficas solamente, las dems tras deben ser estndares, ajuste solamente un lado en lugar de los dos
Convertir en Externas las operaciones Internas en lo posible, Optimizar las operaciones Externas: reunir las piezas, los herramientas, el nuevo material Simplificar las operaciones Internas: utilizacin de alfiler, de levas y de dimensiones para reducir los tiempos de arreglo, reemplazar las tuercas y los pernos por pomos manuales, palancas y las riendas a bscula.
Medir continuamente el mejoramiento Para verificar la reduccin del tiempo
Un buen ejemplo del resultado de SMED es cualquier pit stop de frmula 1: el equipo del pit stop aplic hasta su lmite todos los principios del SMED!
El Lean manufacturing es una metodologa enfocada a la reduccin de los tipos de desperdicios en los procesos de produccin. Los 7 desperdicios analizados son: sobreproduccin sobre-inventario movimiento proceso inadecuado plazo de entrega tiempo de espera defectos Se centra en el anlisis de cinco campos llamados cinco primeros elementos. La fuerza de la metodologa del lean manufacturing reside en el anlisis de todos los elementos a la vez como un conjunto. Asegura tambin que se toman en consideracin los costes desde la concepcin de los productos.
Es bsicamente el desarrollo de la productividad y la rentabilidad buscando el respecto del principio: El bueno producto, en el lugar correcto, a tiempo, en cantidad correcta, reduciendo a lo mximo los desperdicios y garantizando la flexibilidad. Los primeros elementos son:
Flujo de produccin Es decir el estudio de la organizacin del flujo fsico y de la herramienta para un proceso dado de fabricacin. Este proceso es generalmente descompuesto en una serie de entidades llamadas celdas. Las principales herramientas de anlisis son: evaluacin de la cantidad producida cartografa de los procesos anlisis de los flujos clculos de los tiempos de takt carga de trabajo equilibrado dimensionamiento kanban layout trabajo estndar flujo continuo
Organizacin Es decir como estn identificados la gente, los organigramas, las funciones. Como estn formados y como comunican. Las principales herramientas de anlisis son: equipos multi disciplinarios centrados en el producto desarrollo del lean management matriz de evaluacin transversal del saber-hacer de los equipos formacin plan de comunicacin definicin de los papeles y responsabilidades
Control del proceso El decir como los procesos estn evaluados, controlados, mejorados y estabilizados. Las principales herramientas de anlisis son: TPM (Mantenimiento Productivo Total / Total Productive Maintenance) Poka yoke SMED (Single Minute Exchange of Die) Instrucciones de trabajo graficas Control visual Mejora continua
Paro de lnea 5S
Evaluacin Es decir como estn evaluados, fsicamente y concretamente, el rendimiento, las mejoras y el reconocimiento de los equipo. Las principales herramientas de anlisis son: Entregables a tiempo Plazo de realizacin del proceso Coste total Generacin de calidad Stock Utilizacin de las superficies Distancia recogida Productividad
Logstica Es decir como las actividades de planificacin y control del flujo de mercanca estn desarrolladas, mejoradas y controladas. Plan futuro Mix-modelo produccin habilidad Establecimiento de la carga de trabajo Trabajo realizable Kanban A B C piezas manipulacin Compromisos de servicio Alineacin cliente - proveedor Reglas operativas
La metodologa Lean manufacturing esta basada en: herramientas y metodologa de gestin de proyecto, anlisis continuo (Kaisen), control continuo (5S y Poka Yoke)
modelo de produccin pull
Un proyecto Lean sigue los siguientes pasos:
Lean evaluacin enfocada en la reduccin de los desperdicios Identificacin de las diferencias con la situacin existente Diseo de la situacin futura Despliegue Evaluacin de los resultados
La implicacin de todo el personal de la actividad estudiada y del comit de direccin es un factor importante para asegurar el xito y la adecuacin de los cambios identificados con los deseos del mercado.
Al final del despliegue, un cambio duradero ser asegurado con un control continuo: Los jefes de equipo realizan auditoria 5S al menos una vez al mes Los operativos realizan actividades de mejora continua Los operativos realizan un Kaisen evento cada trimestre Los KPIs estn actualizados cada da Los problemas operativos estn repasados cada da Una reunin operativa cada da para repasar los progresos y problemas Los tiempos de implantacin estn registrados Las tablas de evaluacin del nivel de formacin estn actualizadas cada trimestre Las herramientas de trabajo estan limpiadas y verificadas cada da Los operativos visitan clientes y proveedores cada trimestre
Ejemplos de resultados del Lean Manufacturing Lean Manufacturing proyectos permiten mejorar:
Operaciones o o o o Aumento de la productividad Reduccin del plazo de entrega Reduccin del stock Reduccin de las superficies utilizadas
o o
Reduccin del tiempo necesario al lanzamiento de nuevos productos Reduccin de los costes asociados a la calidad Equipos
o o o o o o
Comunicacin eficaz y coordinada Eficacia Autonoma Saber hacer Riesgo de seguridad minimizado Motivacin Hacia los clientes
o o o o
Reactividad en contestar a los requerimientos flexibilidad Servicio Confianza
Definicin
Es un mtodo iterativo de resolucin de problemas en 4 etapas. Es a menudo representada bajo la forma de un ciclo.
Popularizado bajo el apelacin PDCA luego PDSA (Plano Do Study Act) por Edwards Demings en los aos 50, este mtodo fue inventado por Walter Shewhart bajo el nombre del ciclo de Walter Shewhart.
PDCA es el acrnimo de:
P = PLAN (Preparar) Fijar sus objetivos de mejoramiento, Analizar y Definir el plan de acciones asociado, Establecer los indicadores de medida asociados.
Esta fase inicial es crtica porque acondiciona el xito del proyecto entero. Si sta es mal hecha, el proyecto tendr dificultades, prdidas de tiempo y dinero.
D = DO (Hacer, Aplicar) Colocar el plan de accin definido en fase P.
C = CHECK (Verificar) Controlar la realizacin del plan de acciones y la adecuacin de los resultados engendrados, Identificar las desviaciones entre P y D.
A = ACT (Actuar, Reaccionar) Encontrar las causas de las desviaciones medidas y aplicar las acciones correctivas Standardizar la mejor prctica obtenida para asegurar la perennidad. Definir los objetivos para nuevos mejoramientos.
La ventaja principal de este mtodo es evitar pararse despus de la fase de realizacin recordando la importancia de las fases de comprobacin y de reaccin, a menudo olvidadas.
Definicin
El justo al tiempo puede definirse de la manera siguiente:
Hago justo a tiempo si compro o produzco solamente lo que necesito en el momento en el que lo necesito.
Concretar esta frase es el objetivo del justo a tiempo que va, va un conjunto de mtodos y tcnicas logsticas, a mejorar la productividad global de la empresa reduciendo las existencias y sus costes inducidos.
El justo a tiempo concierne a todos los aspectos de la supply chain de una empresa: desde el proveedor de su proveedor hasta el cliente de su cliente. Cada uno es dependiente de la buena realizacin de los otros porque en el principio del justo a tiempo, la fabricacin es tirada por la peticin cliente y todos los actores arriba se alinean.
Prerrequeridos para hacer el Justo a Tiempo
Fabricar segn las necesidades cliente y pues dominar su calidad, cantidades producidas y los plazos. Disponer de plazos de fabricacin cortos as como una grande flexibilidad para cubrir las necesidades cliente (pequeas cantidades, gran diversidad)
Producir o estrictamente comprar que las cantidades inmediatamente necesarias. Evitar las esperas o las prdidas de tiempo. Tener equipamientos fiables. Comprar productos de calidad. Disponer de un personal polivalente, adaptndose rpidamente.
Ventajas del Justo a Tiempo
Respuesta adecuada a la peticin cliente, Evitar la constitucin de existencias y sus consecuencias, Reduccin de los plazos, Reduccin de las existencias, Mejoramiento de la productividad de la cadena logstica, Reduccin de los metros cuadrados utilizados, Reduccin de las paradas de mquinas debidas a las averas o los incidentes, Crecimiento de la calidad producida...
Inconvenientes del Justo a Tiempo
Cada uno es dependiente de todos, si la realizacin no padece: riesgo de rotura de produccin en casa del cliente (retrasos de entregas proveedores, problemas de produccin; roturas, calidad, huelgas, dificultades transporte, mala calidad de productos que no pueden ser reemplazados a tiempo...)
Riesgo social: el JAT impone una presin muy fuerte sobre el personal del proveedor, fuente importante de estrs.
Definicin
En alemn, Takt significa "medida". Puede tambin ser interpretado por "ciclo", "ritmo" o "rgimen". Ciertas definiciones refieren a Takt como el palo de un conductor de orquesta.
El tiempo Takt es la cadencia a la cual el cliente exige que su empresa fabrique sus productos. El tiempo Takt es el nmero de minutos de trabajo por da divididos por el nmero de pedidos por da.
NP = nmero de pedidos cliente por da (unidades / da) Nm = nmero de minutos trabajados por da (minutos / da)
El tiempo Takt (minutos / unidad) = Nm / NP
El Lean Manufacturing utiliza el tiempo Takt como la cadencia a la cual un producto terminado debe ser fabricado para satisfacer a la peticin cliente.
Ventajas del tiempo Takt
La utilizacin del tiempo Takt permitir:
o o o o o
La sincronizacin de la produccin con los pedidos cliente: Permite la planificacin en flujos tirados La sobreproduccin es limitada, las existencias tambin Una produccin estable sin interrupciones El ritmo de la fabricacin es el tiempo Takt Una cadencia regular de trabajo para los operadores, Uno incurre en reducto y una mejor identificacin de los problemas del proceso
Una concepcin de los procesos y los puestos de trabajo facilitada Comprobacin inmediata de la realizacin, la motivacin de los empleados es facilitada.
Pre-requeridos del tiempo Takt
Una mano de obra flexible y polivalente, aceptando evoluciones sobre los procesos y a los puestos de trabajo Procesos y equipamientos de trabajo flexibles, dado el hecho que una variacin del tiempo Takt puede aumentar o disminuir al personal necesario para las mismas operaciones.
En conclusin, el tiempo Takt es una herramienta poderosa, pero no debera ser cambiado continuamente. Debe ser utilizado segn las previsiones de pedidos cliente a largo plazo ms que segn las previsiones a corto plazo, diarias o semanales.
En japons KAIZEN significa mejora : KAI = "cambiar" y ZEN = "para mejor"
Es un mtodo de mejora continua sin revolucionar lo existente. Este mtodo implica los empleados en la deteccin de las perdidas (de tiempo, de materias ) y la aplicacin de las mejoras.
Es un circulo virtuoso :
1. 2. 3. 4. 5. 6. 7. 8. 9.
Analizar y validar Identificar las oportunidades de mejora Construir el proyecto y el equipo Desarollar el conocimiento Identificar lo que esta en juego Desarollar recomendaciones Priorisar las oportunidades Construir el plan de acciones Crear las soluciones
10. Probar y verificar las soluciones 11. Implantar las soluciones 12. Volver a 1
Es un mtodo para garantizar la productividad del trabajo.
SEIRI
Ordenar
Vaciar la zona de trabajo de lo que no es necesario.
SEITON
Organizar
Organizar la zona de trabajo. Cada objeto, herramienta, mercanca, en su sitio y accesible.
SEISO
Limpiar
Limpiar las zonas de trabajo. Animar la higiene de los empleados.
SEIKETSU
Estandardizar
Escribir los estndares de orden y limpieza, integrarlos en la organizacin del tiempo
SHITSUKE
Respectar los procedimientos
Mantener los estndares a travs de la formacin, la comunicacin y disciplina.
Definicin
En japons significa " Testigo" (en el sentido de carrera de relevos) Creado en los aos 1970, en el seno del fabricante de automviles Toyota, el sistema Kanban es una herramienta que contribuye al proceso de "Justo a tiempo". Su objetivo principal es reducir los stocks. Encuentra toda su utilidad en los procesos de fabricacin en gran serie.
Funcionando sobre el principio de los flujos tirados (el cliente solicita el producto), el primer paso es definir la cantidad ideal de productos que hay que entregar. Esta debe ser suficientemente grande para asegurar la produccin y a la vez permitir reducir las existencias.
Pegamos una etiqueta: Kanban, a esta cantidad (una caja de piezas, por ejemplo). Una vez el "cliente" haya consumido la caja, la etiqueta Kankan se reenvia al "proveedor" y as acta como una orden de pedido para ste. Durante este tiempo, el "cliente" va a consumir otra caja que fue suministrada de la misma manera, y as, consecuentemente. Esto permite un ajustamiento de los stocks.
Requerimientos para el sistema Kanban
Entregas fijas por parte del "proveedor". Plazos de entrega de "proveedores" cortos y fiables. Tanto el "cliente", como el "proveedor" deben trabajar sin stock de seguridad (Ver ficha tcnica Free-Logistics.com Clculo de las varias nociones de stock). La produccin debe estar planificada en series largas con pocas fluctuaciones La cantidad necesaria de etiquetas Kanban debe ser regulada: no es posible aumentar / reducir la cantidad.
Informaciones de Kanban
Nmeros de Kanban. Referencia del producto. Referencias del "cliente": nombre, direccin. Referencias del "proveedor": nombre, direccin. Tipo de embalaje. Cantidad de referencia por embalaje.
Dimensionar su cantidad de Kanbans (dotacin)
C*P + S Nmero de Kanbans = ----------Q Donde:
C: Consumo promedio de la referencia P: Plazo de entrega (desde la salida de Kanban del sitio "cliente" hasta la llegada del producto en casa del "cliente") S: Coeficiente de Seguridad (< 10 % de CxP) Q: Cantidad de referencias por embalaje escogido
Definicin
En ingls, Structured Analysis and Design Technique. Es una herramienta de anlisis funcional de un proceso dado con niveles de detalles sucesivos.
El mtodo SADT permite definir las necesidades de los usuarios para desarrollos informticos (muy utilizado en la informtica industrial) o bien explicar y presentar los procesos, procedimientos de fabricacin, o actividades de una empresa.
El mtodo completo es pesado y riguroso pero permite un anlisis funcional muy estructurado y ascendiente o descendiente. Adems, el SADT es una herramienta grfica de representacin muy accesible al novicio.
La representacin del SADT es la siguiente: Un rectngulo principal donde se especifica el nombre del proceso o de la accin Sobre la izquierda de este rectngulo, flechas entrantes: los disparadores de la accin. Sobre el lado superior, las flechas entrantes: los datos necesarios para la accin. Sobre la parte de abajo del rectngulo, las flechas entrantes: los medios utilizados para la accin. Sobre la derecha del rectngulo, las flechas salientes: los resultados de la accin.
El SADT comienza al nivel 0 luego puede detallarse en niveles inferiores (1, 2, 3). Por ejemplo, al nivel 1, el rectngulo del nivel 0 ser detallado en varios rectngulos elemental etctera
Ejemplo
Nivel 0
Nivel 1
La accin Fabricar ordenadores , podr por ejemplo decaerse en 4 rectngulos: recibir los componentes electrnicos , almacenar los componentes electrnicos , traer los componentes electrnicos a la lnea de montaje , montar los ordenadores
Anda mungkin juga menyukai
- Curso Mantenimiento PredictivoDokumen65 halamanCurso Mantenimiento PredictivoRichard Young Miranda Nalvarte100% (1)
- Mantenimiento Industrial (Recopilación - I Gestión)Dokumen171 halamanMantenimiento Industrial (Recopilación - I Gestión)Antonio Ros MorenoBelum ada peringkat
- Reconstruccion de Dientes EndodonciadosDokumen178 halamanReconstruccion de Dientes EndodonciadosJesus MadrigalBelum ada peringkat
- Reconstruccion de Dientes EndodonciadosDokumen178 halamanReconstruccion de Dientes EndodonciadosJesus MadrigalBelum ada peringkat
- Reconstruccion de Dientes EndodonciadosDokumen178 halamanReconstruccion de Dientes EndodonciadosJesus MadrigalBelum ada peringkat
- Manufactura Esbelta - 12FORMATOALUMNOTRABAJOFINALDokumen13 halamanManufactura Esbelta - 12FORMATOALUMNOTRABAJOFINALNoelia rosario Pinelo67% (3)
- Farmacia SimanDokumen3 halamanFarmacia Simancristia mayorga100% (1)
- Pilares de MantenimientoDokumen44 halamanPilares de MantenimientoAlvaro López LópezBelum ada peringkat
- Implementación de HerramientasDokumen15 halamanImplementación de HerramientasStefan Kirchhofer100% (2)
- Mantenimiento Productivo Total (TPM)Dokumen25 halamanMantenimiento Productivo Total (TPM)Elayne TavarezBelum ada peringkat
- Qué Es ProductividadDokumen9 halamanQué Es ProductividadAndres CifuentesBelum ada peringkat
- Formulas EXCELDokumen14 halamanFormulas EXCELLuis MorenoBelum ada peringkat
- Quinta DisciplinaDokumen14 halamanQuinta DisciplinaJesus MadrigalBelum ada peringkat
- Tfe002755 PDFDokumen585 halamanTfe002755 PDFAxel Mata ArellanoBelum ada peringkat
- Cuadro de Areas y VolumenesDokumen2 halamanCuadro de Areas y VolumenesGerardo Orihuela GarciaBelum ada peringkat
- Clemente BAA Mogollón RG SDDokumen191 halamanClemente BAA Mogollón RG SDDiego Alonso Lucero CastroBelum ada peringkat
- TPM M1 Curs Tuv 2022 Introducció TPMDokumen97 halamanTPM M1 Curs Tuv 2022 Introducció TPMmarc CostaBelum ada peringkat
- Mantenimiento Industrial Trabajo FinalDokumen19 halamanMantenimiento Industrial Trabajo FinalMariangela Arevalo TanchivaBelum ada peringkat
- Actividad Final de TPMDokumen5 halamanActividad Final de TPMLaura CuetoBelum ada peringkat
- La Palabra Kaizen Es Una Derivación de Dos Ideogramas JaponesasDokumen40 halamanLa Palabra Kaizen Es Una Derivación de Dos Ideogramas JaponesasAngel Rondon LeonBelum ada peringkat
- PROYECTODokumen47 halamanPROYECTOJimmy VidarteBelum ada peringkat
- TPMPDFDokumen6 halamanTPMPDFroyjarapBelum ada peringkat
- TPM Una Vision para El ExitoDokumen5 halamanTPM Una Vision para El ExitoAymarita RamosBelum ada peringkat
- Exp. PPT - Cabrera SoldevillaDokumen39 halamanExp. PPT - Cabrera SoldevillaJuan Rafael SanchezBelum ada peringkat
- Exposicion Gerencia de ProduccionDokumen15 halamanExposicion Gerencia de ProduccionRosma MendozaBelum ada peringkat
- 16 PerdidasDokumen3 halaman16 PerdidasramirezlizBelum ada peringkat
- TPM Mantenimiento Productivo Total: 1. TPM en El EcuadorDokumen3 halamanTPM Mantenimiento Productivo Total: 1. TPM en El EcuadorCarly Serrano CorderoBelum ada peringkat
- Mantenimiento Productivo Total (TPM)Dokumen23 halamanMantenimiento Productivo Total (TPM)Efrain Salinas RodriguezBelum ada peringkat
- Qué Es El Mantenimiento IndustrialDokumen29 halamanQué Es El Mantenimiento IndustrialJUANCARLOSFLORESBelum ada peringkat
- Eduado+Bautista - Percy+Riveros Tesis MAESTRIA GESTION DE OPERACIONES - UCA PerúDokumen130 halamanEduado+Bautista - Percy+Riveros Tesis MAESTRIA GESTION DE OPERACIONES - UCA PerúDanielIncisoBelum ada peringkat
- Test 03 - Sesión 03Dokumen4 halamanTest 03 - Sesión 03NICOLE CASTILLOBelum ada peringkat
- UNIDAD 4-Fondon Vazquez DenisseDokumen18 halamanUNIDAD 4-Fondon Vazquez DenisseDenisse F. VazquezBelum ada peringkat
- Arana SC-Alonso VZKMDokumen146 halamanArana SC-Alonso VZKMAlfred Manuel Fernandez ManuelBelum ada peringkat
- Informe Proesbelta - 2.0Dokumen39 halamanInforme Proesbelta - 2.0Helen Maricielo Julian LocanoBelum ada peringkat
- OPtimizacion Ope. 4.8 MSDokumen15 halamanOPtimizacion Ope. 4.8 MSShirley FlorezBelum ada peringkat
- Mantenimiento y Seguridad IndustrialDokumen9 halamanMantenimiento y Seguridad IndustrialMaria AdelaBelum ada peringkat
- Informe .1Dokumen32 halamanInforme .1AnderPerezBelum ada peringkat
- EXAMEN FINAL DE GESTION DE MANTENIMIENTO1 RespuestasDokumen6 halamanEXAMEN FINAL DE GESTION DE MANTENIMIENTO1 RespuestasJose SotoBelum ada peringkat