Anda mungkin juga menyukai
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- XOMOX JacketedPlugValveDokumen14 halamanXOMOX JacketedPlugValvedsiucBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- 2013 Alkane Tutorial (Solutions)Dokumen7 halaman2013 Alkane Tutorial (Solutions)Pinzhen ChenBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Powders Solutions CatalogDokumen32 halamanPowders Solutions CataloggidlavinayBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Gas Processing Fundamentals Manual1Dokumen12 halamanGas Processing Fundamentals Manual1Ahmed Khamees ShatlaBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Normal ResistivityDokumen1 halamanNormal ResistivityShahzad KhanBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Ja504539w Si 001Dokumen20 halamanJa504539w Si 001Andrea Melissa CabreraBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Deflection of Elastic Beam PDFDokumen32 halamanDeflection of Elastic Beam PDFZahid JiwaBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Properties Value: Ug-23 Maximum Allowable Stress ValuesDokumen2 halamanProperties Value: Ug-23 Maximum Allowable Stress ValuesMohamad Faiz ZulkipliBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Cirebon Power Plant - R0Dokumen213 halamanCirebon Power Plant - R0Teguh Wiradinata0% (1)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- MicromeriticsDokumen109 halamanMicromeriticsSan GalBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- 1 s2.0 S0950061820318560 MainDokumen7 halaman1 s2.0 S0950061820318560 MainElias SoaresBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
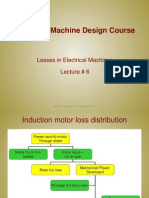
- Lecture6 - Losses in Electric MachinesDokumen24 halamanLecture6 - Losses in Electric Machinesthulasi_krishnaBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- IGCSE Prep - 4Dokumen17 halamanIGCSE Prep - 4Yoel Friady HutabaratBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- K10 GRS 2000Dokumen2 halamanK10 GRS 2000Dilon FernandoBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Electrical Discharge Through GasesDokumen4 halamanElectrical Discharge Through GasessambhuBelum ada peringkat
- 2nd Year Chemistry Important Questions PDFDokumen4 halaman2nd Year Chemistry Important Questions PDFHemanshu Ghanshani80% (15)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Starrett 3814 ManualDokumen15 halamanStarrett 3814 ManualcdokepBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Fds - Tierra DiatomeaDokumen2 halamanFds - Tierra DiatomeaBlasBelum ada peringkat
- Festschrift Hoehler PDFDokumen14 halamanFestschrift Hoehler PDFAndrec Crs CrsBelum ada peringkat
- Chem Project Kanishka KhamkarDokumen10 halamanChem Project Kanishka KhamkarKanishka P KhamkarBelum ada peringkat
- Sheet MetalDokumen46 halamanSheet Metalpreetham shekarBelum ada peringkat
- E985F8E88F069BF1BB6F005056AC67B7Dokumen1 halamanE985F8E88F069BF1BB6F005056AC67B7Jose ReynosoBelum ada peringkat
- BecherDokumen7 halamanBechervalholBelum ada peringkat
- AWC WCD5 HeavyTimber ViewOnly 0402Dokumen24 halamanAWC WCD5 HeavyTimber ViewOnly 0402Sand'sZaoldyeckBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Key Concept Chapter 10 ElectrolysisDokumen20 halamanKey Concept Chapter 10 ElectrolysisKim KatBelum ada peringkat
- InSituTesting WebsiteDokumen38 halamanInSituTesting Websiteag_007Belum ada peringkat
- Phosphorus, Reactive (Orthophosphate) : Molybdovanadate Method Method 8114 1.0 To 100.0 MG/L PO (HR) Test N Tube VialsDokumen6 halamanPhosphorus, Reactive (Orthophosphate) : Molybdovanadate Method Method 8114 1.0 To 100.0 MG/L PO (HR) Test N Tube VialsOudah AliBelum ada peringkat
- PCL BiomedicalDokumen6 halamanPCL BiomedicalCynthia CastroBelum ada peringkat
- The Italian Art of TunnelingDokumen9 halamanThe Italian Art of TunnelingGihartoBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)