Anda mungkin juga menyukai
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- TQ-0305-R00 - Calculo Estrutura PDFDokumen4 halamanTQ-0305-R00 - Calculo Estrutura PDFPeterson MagroBelum ada peringkat
- 10 Handbook Standard For Portable Fire ExtinguishersDokumen205 halaman10 Handbook Standard For Portable Fire ExtinguishersJosesin SinsinBelum ada peringkat
- Science Answer Key Class IxDokumen7 halamanScience Answer Key Class IxLakshay BansalBelum ada peringkat
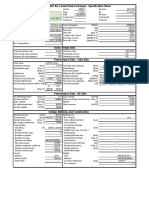
- By Todd Harvey at 10:31 Am, Sep 30, 2013: API 661 Air-Cooled Heat Exchanger - Specification SheetDokumen12 halamanBy Todd Harvey at 10:31 Am, Sep 30, 2013: API 661 Air-Cooled Heat Exchanger - Specification SheetPackage RotaryBelum ada peringkat
- Complaint AnalysisDokumen8 halamanComplaint AnalysisJKP OperationBelum ada peringkat
- Staircase AssignmentDokumen10 halamanStaircase AssignmentNabila Faiqah Zayn100% (1)
- Technical Catalogue PP v1Dokumen84 halamanTechnical Catalogue PP v1Fluidra Group0% (1)
- BPC - BG HD 7000fDokumen1 halamanBPC - BG HD 7000fSLKM Engineering & ConsultantsBelum ada peringkat
- Environmental Engineering SlidesDokumen30 halamanEnvironmental Engineering SlidesDurka AghnaBelum ada peringkat
- Powder Metallurgy Stainless Steels - Processing Microstructures, and PropertiesDokumen227 halamanPowder Metallurgy Stainless Steels - Processing Microstructures, and PropertiesSamuel TesfayeBelum ada peringkat
- CgtophDokumen2 halamanCgtophcristian orihuelaBelum ada peringkat
- Magnetocaloric effect and magnetic refrigerationDokumen6 halamanMagnetocaloric effect and magnetic refrigerationMirza MesanovicBelum ada peringkat
- Physics and Technology For Engineers... 2023Dokumen546 halamanPhysics and Technology For Engineers... 2023david floresBelum ada peringkat
- BIS0116 - C1L7P3 - Technical Guide - Drilling - Countersinking - Tapping - WebDokumen8 halamanBIS0116 - C1L7P3 - Technical Guide - Drilling - Countersinking - Tapping - WebkenBelum ada peringkat
- HS-750RC Technical Data SheetDokumen3 halamanHS-750RC Technical Data SheetĐạt LêBelum ada peringkat
- Magnetoplastic Effect in Nonmagnetic MaterialsDokumen8 halamanMagnetoplastic Effect in Nonmagnetic MaterialsSeindahNyaBelum ada peringkat
- Nexans MV Cables UK Brochure - 1Dokumen48 halamanNexans MV Cables UK Brochure - 1Ra'fat HerzallahBelum ada peringkat
- Soil test kit instructions and reagent listDokumen8 halamanSoil test kit instructions and reagent listhromeroeBelum ada peringkat
- Chondroitin sulfate sodium analytical methods guideDokumen3 halamanChondroitin sulfate sodium analytical methods guideAchmad LatiefBelum ada peringkat
- Nonlinear Analysis For Reactive Powder Concrete Beams Under Rapid Flexural LoadingsDokumen13 halamanNonlinear Analysis For Reactive Powder Concrete Beams Under Rapid Flexural Loadingspradeep kankeriBelum ada peringkat
- Methods For Improving The Microstructure of Recycled Concrete Aggregate - A ReviewDokumen18 halamanMethods For Improving The Microstructure of Recycled Concrete Aggregate - A ReviewMO AbdulkareemBelum ada peringkat
- Series 46 V9Dokumen6 halamanSeries 46 V9Process Controls & ServicesBelum ada peringkat
- CV Curriculum Vitae Mechanical EngineerDokumen3 halamanCV Curriculum Vitae Mechanical Engineerkalpesh yadavBelum ada peringkat
- Manganese Bronze Data SheetDokumen10 halamanManganese Bronze Data SheetKapil HarchekarBelum ada peringkat
- bizurado-silvaco-PIN Detector Thesis PDFDokumen143 halamanbizurado-silvaco-PIN Detector Thesis PDFombraga1896Belum ada peringkat
- ASNA2041Dokumen18 halamanASNA2041BorjaBelum ada peringkat
- Mastics, Glues For Marble, Granite, StoneDokumen6 halamanMastics, Glues For Marble, Granite, StoneNaveen GuptaBelum ada peringkat
- LAB 7 MAE 4333 Daniel Perez & Trevor KaaseDokumen4 halamanLAB 7 MAE 4333 Daniel Perez & Trevor Kaasedaniel perezBelum ada peringkat
- Assignment On Soil PollutionDokumen18 halamanAssignment On Soil PollutionImran Hussain100% (1)
- Final Drawing - Operation Manual - K.C Ltd. Co.Dokumen19 halamanFinal Drawing - Operation Manual - K.C Ltd. Co.pdimizasBelum ada peringkat