Anda mungkin juga menyukai
- Técnicas de NegociaciónDokumen34 halamanTécnicas de NegociaciónLuciano FuentesBelum ada peringkat
- Procesado y Almacenaje de Miel LíquidaDokumen12 halamanProcesado y Almacenaje de Miel LíquidaLuciano FuentesBelum ada peringkat
- Principales Corrientes en El Campo de La PsicologíaDokumen7 halamanPrincipales Corrientes en El Campo de La PsicologíaLuciano FuentesBelum ada peringkat
- Historia de La Ley N 20.572 Reprogramacion de CreditosDokumen183 halamanHistoria de La Ley N 20.572 Reprogramacion de CreditosLuciano FuentesBelum ada peringkat
- Apicultura Chilena Sector EmergenteDokumen15 halamanApicultura Chilena Sector EmergenteLuciano FuentesBelum ada peringkat
- Planificacion de Las Operaciones Sesion 6Dokumen21 halamanPlanificacion de Las Operaciones Sesion 6Luciano FuentesBelum ada peringkat
- Informe Investigación Bancos ChilenosDokumen30 halamanInforme Investigación Bancos ChilenosLuciano FuentesBelum ada peringkat
- 51 Definiciones AmortizacionDokumen2 halaman51 Definiciones AmortizacionvitelioatBelum ada peringkat
- Grupo 17 - Cerveza BohemiaDokumen51 halamanGrupo 17 - Cerveza BohemiaLuciano FuentesBelum ada peringkat
- Cerveza Analisis de MercadoDokumen34 halamanCerveza Analisis de MercadoLuciano Fuentes88% (8)
- Taller 1xDokumen1 halamanTaller 1xLuciano FuentesBelum ada peringkat
- Formulario para Pymes HDDokumen3 halamanFormulario para Pymes HDEmpresa Prosan LombriculturaBelum ada peringkat
- Ejemplo Diot Carga BachDokumen9 halamanEjemplo Diot Carga BachChristian BriseñoBelum ada peringkat
- Monografias - Sesion 14Dokumen8 halamanMonografias - Sesion 14Jhonatan LezcanoBelum ada peringkat
- Deysi Melo Maguiña 3. El Dorado 5. Saoco 8. Miyu Samantha Gallesio 1. Farmaperu Jose Ian Vega 8.MIYUDokumen19 halamanDeysi Melo Maguiña 3. El Dorado 5. Saoco 8. Miyu Samantha Gallesio 1. Farmaperu Jose Ian Vega 8.MIYUFlavia CorreaBelum ada peringkat
- Análisis cualitativo Bardot SADokumen10 halamanAnálisis cualitativo Bardot SAKatherine BarriosBelum ada peringkat
- Caso 4 - Logistica de AlmacenesDokumen20 halamanCaso 4 - Logistica de AlmacenesJennifer AlfaroBelum ada peringkat
- Niif 5Dokumen30 halamanNiif 5Arturo Mendoza67% (3)
- Ejercicio Anexo 1Dokumen9 halamanEjercicio Anexo 1Yhomi100% (1)
- Planeacion FinancieraDokumen17 halamanPlaneacion FinancieraTatiana Guzmán0% (1)
- Ejemplo de Operacionalización de VariablesDokumen24 halamanEjemplo de Operacionalización de VariablesdanielBelum ada peringkat
- Taller Metodo Centro de GravedadDokumen6 halamanTaller Metodo Centro de GravedadYudianaBelum ada peringkat
- Ejercicio - Estado Resultados y Situación FinancieraDokumen25 halamanEjercicio - Estado Resultados y Situación FinancieraValentina MontoyaBelum ada peringkat
- Gerencia logística inversa escalonamientoDokumen12 halamanGerencia logística inversa escalonamientoJuan Guillermo Grajales CorreaBelum ada peringkat
- UD 3Y 4 PMM Vop Fichas AlmacenDokumen6 halamanUD 3Y 4 PMM Vop Fichas AlmacenmdcgsafBelum ada peringkat
- Auditoria de Calidad - Incidentes/Requerimientos: Versión Motivo Del Cambio Preparado Por Fecha de ModificaciónDokumen27 halamanAuditoria de Calidad - Incidentes/Requerimientos: Versión Motivo Del Cambio Preparado Por Fecha de ModificaciónLuz PosadaBelum ada peringkat
- Métodos de Cálculo y Aplicación Eoq 1Dokumen11 halamanMétodos de Cálculo y Aplicación Eoq 1Sharlot Rossi Ticona MezaBelum ada peringkat
- Captura de Pantalla 2022-12-21 A La(s) 14.40.26Dokumen4 halamanCaptura de Pantalla 2022-12-21 A La(s) 14.40.26luanazambrani36Belum ada peringkat
- Estado de Resultados para Calcular IsrDokumen1 halamanEstado de Resultados para Calcular IsrFredy GarciaBelum ada peringkat
- Libros Iva FormatoDokumen12 halamanLibros Iva FormatoVeronica MieresBelum ada peringkat
- Estados Financieros de Helados SiberiaDokumen6 halamanEstados Financieros de Helados SiberiaMaithe Emelin Guizado SolisBelum ada peringkat
- Auditoria de Activo FijosDokumen17 halamanAuditoria de Activo FijosEloy Leon Torres100% (1)
- Tottus OficialDokumen27 halamanTottus OficialLeonardo Andre Huerta MontoyaBelum ada peringkat
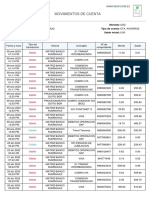
- Movimientos de Cuenta: DébitoDokumen2 halamanMovimientos de Cuenta: DébitoLuis BuñayBelum ada peringkat
- Costos Históricos de Compañia ALFA S.A. de C.V.Dokumen10 halamanCostos Históricos de Compañia ALFA S.A. de C.V.Yolanda D Roldán100% (1)
- Certificación Lean Six Sigma Green - Excelencia en Los Negocios Luis SoconinniDokumen349 halamanCertificación Lean Six Sigma Green - Excelencia en Los Negocios Luis SoconinniIvonne Janeth Barco100% (3)
- Linio S.A. - Balance GeneralDokumen2 halamanLinio S.A. - Balance GeneralPrynxipit AgustinBelum ada peringkat
- Aporte Individual Juan JimenezDokumen6 halamanAporte Individual Juan Jimenezmatute8Belum ada peringkat
- Copia de FORMATO EDO. DE RESULTADOSDokumen3 halamanCopia de FORMATO EDO. DE RESULTADOSMichel CastañedaBelum ada peringkat
- Huaral 22 - Parte 1Dokumen14 halamanHuaral 22 - Parte 1James BaltazarBelum ada peringkat
- Presentación Subgrupo 1 La Auditoria InternaDokumen46 halamanPresentación Subgrupo 1 La Auditoria InternaReyes MarroquinBelum ada peringkat