Anda mungkin juga menyukai
- Fluid Catalytic Cracking Cyclone Design BuellDokumen6 halamanFluid Catalytic Cracking Cyclone Design BuellpiolinwallsBelum ada peringkat
- Design and Operation of CyclonesDokumen40 halamanDesign and Operation of CyclonesShaina OrnopiaBelum ada peringkat
- StanexDokumen2 halamanStanexSamehibrahemBelum ada peringkat
- Oil Mist Lubrication TutorialDokumen14 halamanOil Mist Lubrication Tutorial최승원Belum ada peringkat
- Nox Emissions and Its Control: Abhishek Pundir (16105049)Dokumen27 halamanNox Emissions and Its Control: Abhishek Pundir (16105049)SavitarBelum ada peringkat
- Rider Ring Installation GuideDokumen4 halamanRider Ring Installation Guidepaulsonp_2Belum ada peringkat
- Ac Orc Bro Atlas CopcoDokumen16 halamanAc Orc Bro Atlas CopcojudarangocaBelum ada peringkat
- Cyclone GeneralDokumen13 halamanCyclone GeneralMuhammad ArifBelum ada peringkat
- Presentation On HiTran by CalGavin EnggDokumen15 halamanPresentation On HiTran by CalGavin EnggAnonymous UUO5fV9bPBelum ada peringkat
- Erosion in CyclonesDokumen30 halamanErosion in CyclonesmoromartinsBelum ada peringkat
- Size:: Every Kiln Has The Following ComponentsDokumen10 halamanSize:: Every Kiln Has The Following ComponentsShehabul Hasan MamunBelum ada peringkat
- Cyclone FurnaceDokumen2 halamanCyclone Furnacecumpio425428Belum ada peringkat
- CCX CycloneDokumen4 halamanCCX CycloneMageshBelum ada peringkat
- FEECO Seal OptionsDokumen1 halamanFEECO Seal OptionsFernando MilmanBelum ada peringkat
- Fluid Coupling in Belt Conveyor DrivesDokumen12 halamanFluid Coupling in Belt Conveyor Drivesnoelaroboi100% (2)
- Conveyor DrivespulleysDokumen55 halamanConveyor DrivespulleysSaurabh JainBelum ada peringkat
- 2 200901loeschetadipatri 120803014722 Phpapp01Dokumen4 halaman2 200901loeschetadipatri 120803014722 Phpapp01Sai Sricharan ReddyBelum ada peringkat
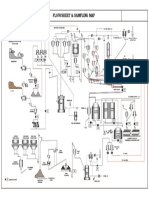
- Flow sheet & sampling map cement plant processesDokumen1 halamanFlow sheet & sampling map cement plant processesOkta RiaBelum ada peringkat
- 20 Questions - Identify Probable Causes For High FCC Catalyst LossDokumen8 halaman20 Questions - Identify Probable Causes For High FCC Catalyst Losssaleh4060Belum ada peringkat
- Some Thoughts On Chute Design PhilosophyDokumen3 halamanSome Thoughts On Chute Design PhilosophyneilradcliffeBelum ada peringkat
- Pfeiffer Cement MillDokumen11 halamanPfeiffer Cement Millgrupa2904Belum ada peringkat
- Axial Transport and Residence Time of MSW in Rotary KilnsDokumen11 halamanAxial Transport and Residence Time of MSW in Rotary Kilnsjimmy_burgos_11Belum ada peringkat
- STD Line: Product DescriptionDokumen16 halamanSTD Line: Product DescriptionrpmBelum ada peringkat
- Oil & Gas BurnersDokumen8 halamanOil & Gas BurnersgoelamitaBelum ada peringkat
- Coal BurnerDokumen11 halamanCoal BurnerGeorge Markas0% (1)
- 11E YorkBucketElevatorM16 M24LeggingConstructionManualDokumen84 halaman11E YorkBucketElevatorM16 M24LeggingConstructionManualNagesh KhandareBelum ada peringkat
- Optimizing Screw ConveyorDokumen6 halamanOptimizing Screw ConveyorChem.Engg100% (1)
- 075 Oil Mist Application Manual PDFDokumen34 halaman075 Oil Mist Application Manual PDFAdolfo EirasBelum ada peringkat
- FLSmidth SF Cooler UpgradeDokumen2 halamanFLSmidth SF Cooler UpgradeMohammed AbdoBelum ada peringkat
- Solids flow modes and hopper design principlesDokumen14 halamanSolids flow modes and hopper design principlesHogar Belo HorizonteBelum ada peringkat
- Complete List S4MDokumen75 halamanComplete List S4Mhacenescribd50% (2)
- Fan Efficiency ArticlesDokumen12 halamanFan Efficiency ArticlesRami GhanemBelum ada peringkat
- EN21004243A Roller StationsDokumen51 halamanEN21004243A Roller StationsbulentbulutBelum ada peringkat
- GeislingerDokumen5 halamanGeislingerSameh Jeep100% (1)
- Introduction to Bowl MillsDokumen8 halamanIntroduction to Bowl MillsUtkarsh SinghBelum ada peringkat
- The 1953 Paxton Phoenix Brooks Stevens Designed Steam Car Fiberglass Bodied PrototypeDokumen14 halamanThe 1953 Paxton Phoenix Brooks Stevens Designed Steam Car Fiberglass Bodied Prototypetzababagita936Belum ada peringkat
- Modern Cement Grinding Systems ComparedDokumen14 halamanModern Cement Grinding Systems ComparedCao Ngoc AnhBelum ada peringkat
- Preheat and Drying of The Kiln From Cold ConditionsDokumen4 halamanPreheat and Drying of The Kiln From Cold ConditionsJCSBelum ada peringkat
- Swirl Generation and Recirculation Using Radial Swirl VanesDokumen9 halamanSwirl Generation and Recirculation Using Radial Swirl VanesVignesh PanneerselvamBelum ada peringkat
- Cabletorq Thickeners/Clarifiers: Gl&V/Dorr-Oliver100Ft - Dia.Type"S"CabletorqthickenerDokumen4 halamanCabletorq Thickeners/Clarifiers: Gl&V/Dorr-Oliver100Ft - Dia.Type"S"Cabletorqthickenerdgomez686Belum ada peringkat
- Piston RingsDokumen7 halamanPiston RingsMudassir HussainBelum ada peringkat
- 1568 GB 02Dokumen7 halaman1568 GB 02Andra EneBelum ada peringkat
- Rotary kiln stressDokumen6 halamanRotary kiln stressRachid Kheir100% (1)
- Grate Cooler CFGDokumen3 halamanGrate Cooler CFGfetniBelum ada peringkat
- Burner FurnaceDokumen5 halamanBurner FurnaceShaikh Muhammad UsamaBelum ada peringkat
- Cyclone PDFDokumen34 halamanCyclone PDFRodrigo Florindo100% (1)
- History of Portland CementDokumen2 halamanHistory of Portland CementMirosha NavaratnaBelum ada peringkat
- General Workshop Instructions 05-02 EN PDFDokumen494 halamanGeneral Workshop Instructions 05-02 EN PDFImmanuel RajBelum ada peringkat
- Worm Wheel HobsDokumen7 halamanWorm Wheel HobsRaul PerezBelum ada peringkat
- Brochure 154 Loesche-Mills For Cement Raw Material EN PDFDokumen24 halamanBrochure 154 Loesche-Mills For Cement Raw Material EN PDFMohammed AbdoBelum ada peringkat
- Cylinder Head DesignDokumen9 halamanCylinder Head Designjmanuel_225Belum ada peringkat
- G-B: Understanding the FK PumpDokumen9 halamanG-B: Understanding the FK PumpMehmet CBelum ada peringkat
- Steam Turbines - A Full Range To Fit Your Needs PDFDokumen20 halamanSteam Turbines - A Full Range To Fit Your Needs PDFNitinSoodBelum ada peringkat
- Cyclone PrecipitatorDokumen21 halamanCyclone Precipitatornp27031990100% (1)
- Buell: Division ofDokumen10 halamanBuell: Division ofguptadheerBelum ada peringkat
- Investigation of Flooding Re-Entrainment and Grade Efficiency in Axial FloDokumen11 halamanInvestigation of Flooding Re-Entrainment and Grade Efficiency in Axial FlorezBelum ada peringkat
- How Cyclones Use Centrifugal Force to Separate ParticulatesDokumen1 halamanHow Cyclones Use Centrifugal Force to Separate ParticulatesTalexandra PatienceBelum ada peringkat
- Cyclone SeparatorsDokumen46 halamanCyclone SeparatorsRahul Patel100% (1)
- Baham G J.stack Design Technol.1977.TRANSDokumen26 halamanBaham G J.stack Design Technol.1977.TRANSPhineas MagellanBelum ada peringkat
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshDari EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshBelum ada peringkat
- CA OPT MathDokumen38 halamanCA OPT MathkaleyedoscopicsBelum ada peringkat
- FCC Slip Velocity Characteristics in The Riser of Circulating Fluidised BedDokumen4 halamanFCC Slip Velocity Characteristics in The Riser of Circulating Fluidised BeddeepakattavarBelum ada peringkat
- Ashtanga Hridayam Suthra Stana &sareera Sthana PDFDokumen206 halamanAshtanga Hridayam Suthra Stana &sareera Sthana PDFfrintorappai67% (9)
- Chemistry of DistillationDokumen18 halamanChemistry of DistillationdeepakattavarBelum ada peringkat
- Why Is Polypropyl Ene Used For Food Storage?: Other People Are Reading Related AdsDokumen3 halamanWhy Is Polypropyl Ene Used For Food Storage?: Other People Are Reading Related AdsdeepakattavarBelum ada peringkat
- Steam System of Power PlantDokumen34 halamanSteam System of Power PlantEjaz AhmedBelum ada peringkat
- Cracking The Bottom of The Barrel With MIDAS Technology: Number 104 Fall 2008Dokumen24 halamanCracking The Bottom of The Barrel With MIDAS Technology: Number 104 Fall 2008deepakattavarBelum ada peringkat
- Atmospheric Relief ValveDokumen6 halamanAtmospheric Relief ValveTarun ChandraBelum ada peringkat
- Steam DistDokumen14 halamanSteam DistdeepakattavarBelum ada peringkat
- Pump Selection Guide Criteria PDFDokumen7 halamanPump Selection Guide Criteria PDFrodriguez.gaytanBelum ada peringkat
- Stop Check ValveDokumen1 halamanStop Check ValvedeepakattavarBelum ada peringkat
- The Institution of Engineers (India) : Important Information and Instructions For AIE ApplicantsDokumen4 halamanThe Institution of Engineers (India) : Important Information and Instructions For AIE ApplicantsdeepakattavarBelum ada peringkat
- 01 Cyclone Basics Problem SolvingDokumen21 halaman01 Cyclone Basics Problem SolvingdeepakattavarBelum ada peringkat
- M Tech ChemicalDokumen31 halamanM Tech ChemicaldeepakattavarBelum ada peringkat
- World Times Excel FileDokumen2 halamanWorld Times Excel Filerahul100% (1)
- DesignDokumen3 halamanDesignkotes2007Belum ada peringkat
- Fundamentals of Adsorption and CatalysisDokumen80 halamanFundamentals of Adsorption and CatalysisdeepakattavarBelum ada peringkat