Anda mungkin juga menyukai
- High-Performance GM LS-Series Cylinder Head GuideDari EverandHigh-Performance GM LS-Series Cylinder Head GuidePenilaian: 4.5 dari 5 bintang4.5/5 (2)
- Weld Like a Pro: Beginning to Advanced TechniquesDari EverandWeld Like a Pro: Beginning to Advanced TechniquesPenilaian: 4.5 dari 5 bintang4.5/5 (6)
- RULES BV NR467 Consolidated January2016Dokumen2.313 halamanRULES BV NR467 Consolidated January2016Lucy KathBelum ada peringkat
- U-Line Refrigerator Service ManualDokumen38 halamanU-Line Refrigerator Service ManualMichael Laraway100% (1)
- Train Doctor: Trouble Shooting with Diesel and Electric TractionDari EverandTrain Doctor: Trouble Shooting with Diesel and Electric TractionBelum ada peringkat
- Aluminium Rail CoachDokumen7 halamanAluminium Rail CoachdselvakuuBelum ada peringkat
- As For Boiler PackagesDokumen17 halamanAs For Boiler PackagesjkBelum ada peringkat
- A Project Report OnDokumen45 halamanA Project Report Onamruta_warwatkarBelum ada peringkat
- Ansi - Assp - Z359 - 14 - 2021 ActDokumen60 halamanAnsi - Assp - Z359 - 14 - 2021 ActANDRES LOPEZBelum ada peringkat
- Turbine BladesDokumen11 halamanTurbine BladesTheWorrior ChayranBelum ada peringkat
- Ajax-Integral Engine CompressorDokumen8 halamanAjax-Integral Engine CompressorShahzad AhmadBelum ada peringkat
- Centrifugal PumpDokumen38 halamanCentrifugal PumpAbdullah Azzam100% (2)
- b2b Marketing Case 8 KONE - 0002Dokumen20 halamanb2b Marketing Case 8 KONE - 0002Sab IneBelum ada peringkat
- Wheels PDF 2009Dokumen12 halamanWheels PDF 2009adrianlacolegiataBelum ada peringkat
- The Indian Cold Rolling IndustryDokumen5 halamanThe Indian Cold Rolling IndustrymalevolentBelum ada peringkat
- NPR Catalogue 2017 for Japanese Vehicles Vol31 3; Кольца поршневые NPR 2017 vol31Dokumen158 halamanNPR Catalogue 2017 for Japanese Vehicles Vol31 3; Кольца поршневые NPR 2017 vol31rexmist88% (91)
- SUPAPE Docuro2006Dokumen96 halamanSUPAPE Docuro2006Adina Blendea63% (8)
- Kobelco 9% Steel WeldingDokumen12 halamanKobelco 9% Steel WeldingElias KapaBelum ada peringkat
- Audi Alusil Cylinder Block RefinishingDokumen100 halamanAudi Alusil Cylinder Block Refinishingsheba1023Belum ada peringkat
- Project Modification of Coke Discharge Chute at Battery-8&9Dokumen30 halamanProject Modification of Coke Discharge Chute at Battery-8&9Rahul Kumar100% (1)
- NPR Catalogue 2014 for Japanese Vehicles Vol29; Кольца поршневые NPR vol29Dokumen158 halamanNPR Catalogue 2014 for Japanese Vehicles Vol29; Кольца поршневые NPR vol29rexmist92% (13)
- PROJECT - REPORTof Shubham - 22 On Q.car WheelDokumen23 halamanPROJECT - REPORTof Shubham - 22 On Q.car WheelShubham SharmaBelum ada peringkat
- DBR BTG ElectricalDokumen67 halamanDBR BTG ElectricalParmeshwar Nath TripathiBelum ada peringkat
- Overhead Line ConductorsDokumen29 halamanOverhead Line Conductorsapi-3713457100% (8)
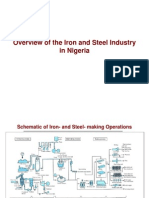
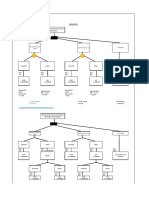
- Overview of The Iron and Steel Industry in Nigeria: DR David A. AderibigbeDokumen17 halamanOverview of The Iron and Steel Industry in Nigeria: DR David A. AderibigbeNaz Onuzo0% (1)
- Intermark Retail Fitout Manual-V2Dokumen38 halamanIntermark Retail Fitout Manual-V2freddieooiBelum ada peringkat
- CIM Case StudyDokumen10 halamanCIM Case StudyAdnan AliBelum ada peringkat
- Adhunik Metaliks Limited Project ReportDokumen29 halamanAdhunik Metaliks Limited Project ReportShuvajit BiswasBelum ada peringkat
- JARN - Factory Visit Report PDFDokumen1 halamanJARN - Factory Visit Report PDFkevinjunBelum ada peringkat
- Kobelco Welding Today2000-03Dokumen12 halamanKobelco Welding Today2000-03Charles JacobBelum ada peringkat
- Kobelco Vol 7 (No2)Dokumen10 halamanKobelco Vol 7 (No2)Claudia MmsBelum ada peringkat
- Wheels and Tyres For RailwaysDokumen12 halamanWheels and Tyres For RailwaysEl BaranBelum ada peringkat
- P.E.S College of Engineering, Mandya: San Engineering and Locomotive Co & Ltd. MysoreDokumen28 halamanP.E.S College of Engineering, Mandya: San Engineering and Locomotive Co & Ltd. Mysoreabdulzubair100% (1)
- PM Additive Manufacturing Steals The MACH ShowDokumen5 halamanPM Additive Manufacturing Steals The MACH ShowTaufik JunaidiBelum ada peringkat
- Summer Training at Bokaro Steel PlantDokumen16 halamanSummer Training at Bokaro Steel PlantDeepak KumarBelum ada peringkat
- Design of Fit Between Die and InsertDokumen4 halamanDesign of Fit Between Die and InsertInnovative Research PublicationsBelum ada peringkat
- Sea 343Dokumen6 halamanSea 343britties69Belum ada peringkat
- Year Book 2004Dokumen3 halamanYear Book 2004scrbd_yusufBelum ada peringkat
- Tanaka 1996 Development and Fabrication of CeraDokumen8 halamanTanaka 1996 Development and Fabrication of Ceraabolfazl faramarziBelum ada peringkat
- Aditya GaurDokumen27 halamanAditya GaurAnupam100% (1)
- Magnesium Alloy and Composite Engine BlocksDokumen29 halamanMagnesium Alloy and Composite Engine BlocksA Ariff Mohammed TajdeenBelum ada peringkat
- CastingDokumen8 halamanCastingShogy ShogyBelum ada peringkat
- ATB Riva Calzoni (High Pressure Vessels)Dokumen3 halamanATB Riva Calzoni (High Pressure Vessels)arianna_001Belum ada peringkat
- 2015 Advance Materials For GTDokumen10 halaman2015 Advance Materials For GTThomas Cuerq100% (1)
- Kobelco Steel Tube Co. LTD: The Seamless Stainless Steel Tubes & Pipes SpecialistDokumen4 halamanKobelco Steel Tube Co. LTD: The Seamless Stainless Steel Tubes & Pipes SpecialistaefqwfBelum ada peringkat
- Blast Furnace Japan DevelopmentDokumen14 halamanBlast Furnace Japan DevelopmentShyam JiBelum ada peringkat
- Development of 700°C Class Steam Turbine TechnologyDokumen6 halamanDevelopment of 700°C Class Steam Turbine TechnologyJuve100% (1)
- New Generation Ultra-High Strength Steels For Cold FormingDokumen4 halamanNew Generation Ultra-High Strength Steels For Cold FormingEdBelum ada peringkat
- A Report On Texmaco Rail and Engineering LimitedDokumen12 halamanA Report On Texmaco Rail and Engineering LimitedVishal Kumar SinghBelum ada peringkat
- Overview of The Iron and Steel Industry in NigeriaDokumen17 halamanOverview of The Iron and Steel Industry in NigeriaPushkar SharmaBelum ada peringkat
- NBC ReportDokumen39 halamanNBC ReportSahilChoudharyBelum ada peringkat
- A Joint Venture Held by AEROSUN Corp and Technoflex Corp Established Date: October, 1995 Holding SharesDokumen23 halamanA Joint Venture Held by AEROSUN Corp and Technoflex Corp Established Date: October, 1995 Holding Sharesaraz_1985Belum ada peringkat
- 19 OpDokumen7 halaman19 OpSrikanth SridharanBelum ada peringkat
- Svetsaren 1 2009Dokumen72 halamanSvetsaren 1 2009João Diego FeitosaBelum ada peringkat
- Training Report Loco WorkshopDokumen57 halamanTraining Report Loco WorkshopKartica ChouhanBelum ada peringkat
- Friction Stir Welding For Railway Rolling StockDokumen8 halamanFriction Stir Welding For Railway Rolling StockHandri YantoBelum ada peringkat
- Auto Manual Two WheelersDokumen40 halamanAuto Manual Two WheelersChandra Adi PradanaBelum ada peringkat
- Beml Report PDFDokumen32 halamanBeml Report PDFCrazy TamizhaBelum ada peringkat
- Seamless Pipes & TubesDokumen6 halamanSeamless Pipes & TubesParinita DevadigaBelum ada peringkat
- FINAL PROJECT Don Tire UsDokumen22 halamanFINAL PROJECT Don Tire UsFalana CalebBelum ada peringkat
- Industrial Training Report Diesel Locomotive Works Varanasi: Mechanical Engineering DepartmentDokumen19 halamanIndustrial Training Report Diesel Locomotive Works Varanasi: Mechanical Engineering DepartmentVeer PatelBelum ada peringkat
- InternshipDokumen19 halamanInternshipRitwik TiwariBelum ada peringkat
- Beatrice Field ReportDokumen18 halamanBeatrice Field Reportbahiyaabdallah0Belum ada peringkat
- Primary and Secondary Aluminium IngotsDokumen2 halamanPrimary and Secondary Aluminium IngotsAnil KumarBelum ada peringkat
- Metal Tanks (Heavy Gauge) World Summary: Market Values & Financials by CountryDari EverandMetal Tanks (Heavy Gauge) World Summary: Market Values & Financials by CountryBelum ada peringkat
- Spot Welding Interview Success: An Introduction to Spot WeldingDari EverandSpot Welding Interview Success: An Introduction to Spot WeldingBelum ada peringkat
- Hydrocarbon ExplorationDokumen5 halamanHydrocarbon Explorationkidilam91Belum ada peringkat
- Decision Tree ExampleDokumen2 halamanDecision Tree Examplemuhammad saadBelum ada peringkat
- Nuestra EmpresaDokumen44 halamanNuestra Empresamario samudioBelum ada peringkat
- Business Law NotesDokumen4 halamanBusiness Law NotesHarah LamanilaoBelum ada peringkat
- Medium Consistency MC Pumping Systems: Sulzer PumpsDokumen3 halamanMedium Consistency MC Pumping Systems: Sulzer PumpsSuresh Kumar MittapalliBelum ada peringkat
- Iverlux LedDokumen59 halamanIverlux LedLuis DTBelum ada peringkat
- ABB - A Long Tradition in Electric Railway Engineering PDFDokumen7 halamanABB - A Long Tradition in Electric Railway Engineering PDFnpfhBelum ada peringkat
- Canadian Solar Hidm Mono Perc 320 WDokumen2 halamanCanadian Solar Hidm Mono Perc 320 WDaniel CaceresBelum ada peringkat
- ELTAKODokumen127 halamanELTAKOJaneiro Ousa100% (1)
- Schrack - Prekidači Snage - W - K-Mccb-En8Dokumen274 halamanSchrack - Prekidači Snage - W - K-Mccb-En8darijobilicBelum ada peringkat
- 2020 ESAH Complete v3.1Dokumen130 halaman2020 ESAH Complete v3.1lsatchithananthanBelum ada peringkat
- Kazakhstan National Innovation FundDokumen8 halamanKazakhstan National Innovation FundAchaemenidAdvisorsBelum ada peringkat
- Cruces Stanadyne - JhondeeereDokumen2 halamanCruces Stanadyne - JhondeeereJuan Gabriel OchoaBelum ada peringkat
- Notice: Environmental Statements Notice of Intent: Ozark National Scenic Riverways, MODokumen2 halamanNotice: Environmental Statements Notice of Intent: Ozark National Scenic Riverways, MOJustia.comBelum ada peringkat
- Excitation Systems: Expert Course Faculty LeaderDokumen5 halamanExcitation Systems: Expert Course Faculty Leaderevonik1234560% (1)
- HRD100 Hydraulic Rock Drill - BrochureDokumen8 halamanHRD100 Hydraulic Rock Drill - BrochureEmrah MertyürekBelum ada peringkat
- Table Motul Gear OilDokumen1 halamanTable Motul Gear OilmillanzBelum ada peringkat
- Luferco 200 LDokumen4 halamanLuferco 200 LDonaldLadyRerungBelum ada peringkat
- 841 VCB HVF&HVG Catalogue 2012.1Dokumen56 halaman841 VCB HVF&HVG Catalogue 2012.1Sergio Ignacio Zurita VargasBelum ada peringkat
- Bibliometric Review and Co-Citation Analysis of Documents Published in The Derivative Market: A Study Based On The Scopus DatabaseDokumen11 halamanBibliometric Review and Co-Citation Analysis of Documents Published in The Derivative Market: A Study Based On The Scopus DatabaseIJAR JOURNALBelum ada peringkat