Anda mungkin juga menyukai
- Tactical Guide For Deploying Mbe InitiativesDokumen26 halamanTactical Guide For Deploying Mbe InitiativeskarrtiktvBelum ada peringkat
- LLR Test General Driving Principles EnglishDokumen23 halamanLLR Test General Driving Principles Englishu2mailrahulBelum ada peringkat
- Geometric ModellingDokumen137 halamanGeometric ModellingintelchinoBelum ada peringkat
- So You Think Hearing Protection Is Boring..Dokumen1 halamanSo You Think Hearing Protection Is Boring..karrtiktvBelum ada peringkat
- 9A02404 Electromagnetic FieldsDokumen1 halaman9A02404 Electromagnetic FieldskarrtiktvBelum ada peringkat
- 3 - 5!6!30 Eye Protection Requird Good PDFDokumen1 halaman3 - 5!6!30 Eye Protection Requird Good PDFkarrtiktvBelum ada peringkat
- Unit 9 CRCDokumen21 halamanUnit 9 CRCEr Manpreet ChahalBelum ada peringkat
- Murex Arc Gas Conumables 3Dokumen58 halamanMurex Arc Gas Conumables 3karrtiktvBelum ada peringkat
- Don't Put It On The Bench... Put It On Your Ears!Dokumen1 halamanDon't Put It On The Bench... Put It On Your Ears!karrtiktvBelum ada peringkat
- Electrical Measurement & InstrumentationDokumen462 halamanElectrical Measurement & InstrumentationEr. Amar Kumar86% (7)
- Shortcuts in ExcellDokumen15 halamanShortcuts in ExcellkarrtiktvBelum ada peringkat
- New Microsoft Office Word DocumentDokumen4 halamanNew Microsoft Office Word DocumentkarrtiktvBelum ada peringkat
- Electromagnetic FieldsDokumen2 halamanElectromagnetic FieldskarrtiktvBelum ada peringkat
- 1 Jagadeesh 2 Guru 3 Noor 4 Raghu 5 Rajesh: #J #G #N #R #RADokumen6 halaman1 Jagadeesh 2 Guru 3 Noor 4 Raghu 5 Rajesh: #J #G #N #R #RAkarrtiktvBelum ada peringkat
- Silambarasan ResumeDokumen2 halamanSilambarasan ResumekarrtiktvBelum ada peringkat
- Biogas PresentationDokumen13 halamanBiogas PresentationkarrtiktvBelum ada peringkat
- Chapter 15 Transformer Design:: N + (T) - + (T) - (T) (T)Dokumen40 halamanChapter 15 Transformer Design:: N + (T) - + (T) - (T) (T)elmanlucian100% (2)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5782)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Science Form 1 - Chapter 3Dokumen15 halamanScience Form 1 - Chapter 3Beevy GB71% (14)
- Chemical Solution Density & ViscosityDokumen18 halamanChemical Solution Density & ViscosityLee JianBelum ada peringkat
- Chapter 5 Answers To Examination Style QuestionsDokumen6 halamanChapter 5 Answers To Examination Style QuestionsRosa Wells0% (1)
- Spreadsheet - Gas Blanketed Tanks - Outbreathing Process Calculations & Control Valve Sizing - Rev2Dokumen33 halamanSpreadsheet - Gas Blanketed Tanks - Outbreathing Process Calculations & Control Valve Sizing - Rev2MaheshBelum ada peringkat
- ANALYSIS OF PIPELINE STRESS IN GEOTHERMAL PIPING SYSTEMDokumen15 halamanANALYSIS OF PIPELINE STRESS IN GEOTHERMAL PIPING SYSTEMAbdul Haris SiregarBelum ada peringkat
- Fundamentals of Ultrasonic Phased Arrays - 1-10Dokumen10 halamanFundamentals of Ultrasonic Phased Arrays - 1-10Kevin HuangBelum ada peringkat
- Goldstein Classical Mechanics PDFDokumen3 halamanGoldstein Classical Mechanics PDFAdam50% (2)
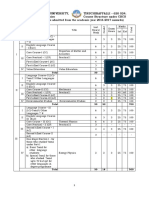
- Bharathidasan University, Tiruchirappalli - 620 024. B.Sc. Physics Course Structure Under CBCSDokumen27 halamanBharathidasan University, Tiruchirappalli - 620 024. B.Sc. Physics Course Structure Under CBCSSarjithBelum ada peringkat
- Dynamics (Linear Impulse and Momentum)Dokumen4 halamanDynamics (Linear Impulse and Momentum)YadanaBelum ada peringkat
- Corrosion 2Dokumen8 halamanCorrosion 2alyBelum ada peringkat
- PhysicsDokumen147 halamanPhysicsMâñøj Thę ŠtrįkėrBelum ada peringkat
- Nova - The Race For Absolute Zero WorksheetDokumen3 halamanNova - The Race For Absolute Zero Worksheetemily petersBelum ada peringkat
- Energy Skatepark Student GuideDokumen4 halamanEnergy Skatepark Student GuideZilvinas Griskevicius GriskeviciusBelum ada peringkat
- Resonant Column Last VersionDokumen34 halamanResonant Column Last Versionkabasy2015Belum ada peringkat
- PhysicsDokumen26 halamanPhysicsShashikiran MBelum ada peringkat
- Geometric:Clifford Algebra For PhysicsDokumen25 halamanGeometric:Clifford Algebra For PhysicsBho Bho0% (1)
- Kimet JusufiDokumen7 halamanKimet JusufiFatlum RushitiBelum ada peringkat
- Dynamic Stabilisation of Biped Lucy Powered by ActuatorsDokumen340 halamanDynamic Stabilisation of Biped Lucy Powered by ActuatorstakinabreakBelum ada peringkat
- QUIZ 3 OF LP3 (Fluid Kinematics) OF MC PHYSICS 1 (FLUID MECHANICS)Dokumen3 halamanQUIZ 3 OF LP3 (Fluid Kinematics) OF MC PHYSICS 1 (FLUID MECHANICS)fj damayoBelum ada peringkat
- Curve of A Baseball: Index Bernoulli ConceptsDokumen1 halamanCurve of A Baseball: Index Bernoulli Conceptspepe.booksBelum ada peringkat
- Homework 3 FebDokumen42 halamanHomework 3 FebEmmanuel Olowosulu100% (3)
- Issa 1986Dokumen17 halamanIssa 1986andersson benito herreraBelum ada peringkat
- Statics of Rigid BodiesDokumen12 halamanStatics of Rigid BodiesJoanne-chan Mingi100% (1)
- Modeling and Analysis of Soil-Pile InteractionDokumen21 halamanModeling and Analysis of Soil-Pile InteractionLhester NavascaBelum ada peringkat
- DYNROT: A Matlab Toolbox For Rotordynamics Analysis: January 1994Dokumen27 halamanDYNROT: A Matlab Toolbox For Rotordynamics Analysis: January 1994saurabhchandrakerBelum ada peringkat
- RF Behaviour of Passive ComponentsDokumen4 halamanRF Behaviour of Passive ComponentsAmbbiga JaiBelum ada peringkat
- Grade 9 Lesson Plan 01Dokumen2 halamanGrade 9 Lesson Plan 01RahmonGreenBelum ada peringkat
- Assignment-Ray OpticsDokumen2 halamanAssignment-Ray OpticstejvanshsandhuBelum ada peringkat
- YZ250F Matlab DocumentationDokumen12 halamanYZ250F Matlab DocumentationvivekpattniBelum ada peringkat