Anda mungkin juga menyukai
- Marketing Analysis - Breakeven AnalysisDokumen25 halamanMarketing Analysis - Breakeven AnalysisFaiq Ahmad KhanBelum ada peringkat
- 01 - Distillation Columns Opeation and ControlDokumen85 halaman01 - Distillation Columns Opeation and ControlGabriel Eduardo Contreras PerozoBelum ada peringkat
- 8 HydrotreatingDokumen31 halaman8 HydrotreatingAmroKasht100% (2)
- TALAT Lecture 1201: Introduction To Aluminium As An Engineering MaterialDokumen22 halamanTALAT Lecture 1201: Introduction To Aluminium As An Engineering MaterialCORE MaterialsBelum ada peringkat
- Chemistry Paper 1 2009Dokumen7 halamanChemistry Paper 1 2009Robert EdwardsBelum ada peringkat
- Temperature, Pressure Measurements Solve Column Operating ProblemsDokumen5 halamanTemperature, Pressure Measurements Solve Column Operating ProblemsHari PrasadBelum ada peringkat
- 02 Naphtha Hydro Treating (Compatibility Mode) - OptDokumen52 halaman02 Naphtha Hydro Treating (Compatibility Mode) - OptJhon Molina100% (6)
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentDari EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentBelum ada peringkat
- Catalyst Passivation For Safer, More Efficient TurnaroundsDokumen4 halamanCatalyst Passivation For Safer, More Efficient TurnaroundsAltif AboodBelum ada peringkat
- Fluidized Catalytic Cracking-An: Luidized Atalytic Racking-AnDokumen47 halamanFluidized Catalytic Cracking-An: Luidized Atalytic Racking-AnChakravarthy BharathBelum ada peringkat
- Textile Auxiliaries: Zschimmer & SchwarzDokumen54 halamanTextile Auxiliaries: Zschimmer & SchwarzRezoanul HaqueBelum ada peringkat
- Nuclear HL QDokumen40 halamanNuclear HL QSidhartha PahwaBelum ada peringkat
- Acid Base Equilibrium Multiple ChoiceDokumen4 halamanAcid Base Equilibrium Multiple ChoiceMarcus LeeBelum ada peringkat
- Reducing Pressure - Increasing Efficiency: PanoramaDokumen4 halamanReducing Pressure - Increasing Efficiency: PanoramapsshnkrBelum ada peringkat
- Section-IV Shutdown Rev4Dokumen12 halamanSection-IV Shutdown Rev4Balasubramanian CBelum ada peringkat
- Design Alternatives For Sweetening LPG's and Liquid Hydrocarbons With Amines PDFDokumen7 halamanDesign Alternatives For Sweetening LPG's and Liquid Hydrocarbons With Amines PDFmohamedBelum ada peringkat
- Hydrotreating - UOP - A Honeywell CompanyDokumen59 halamanHydrotreating - UOP - A Honeywell CompanySamBelum ada peringkat
- Crude Distillation PosterDokumen1 halamanCrude Distillation Postervivek_rec100% (1)
- Hydrotreating & Hydrocracking Process Technology Training Course - PetroKnowledgeDokumen3 halamanHydrotreating & Hydrocracking Process Technology Training Course - PetroKnowledgenishilgeorgeBelum ada peringkat
- Eliminating Inert Entry For CatalystDokumen2 halamanEliminating Inert Entry For CatalystAndri SaputraBelum ada peringkat
- Understanding Gas Treatment FundamentalsDokumen8 halamanUnderstanding Gas Treatment Fundamentalsazotik1985Belum ada peringkat
- Kerosene Distillate HydrotreatingDokumen3 halamanKerosene Distillate HydrotreatingRio Rinaldi100% (2)
- Troubleshooting Vacuum Unit Revamp - TDokumen6 halamanTroubleshooting Vacuum Unit Revamp - TRafeek Emad AbdElkaderBelum ada peringkat
- Seminar - Sulfur RecoveryDokumen18 halamanSeminar - Sulfur RecoverySourav Sikdar100% (1)
- Fluid Catalytic Craking Unit (Fccu)Dokumen6 halamanFluid Catalytic Craking Unit (Fccu)Nitin VarshneyBelum ada peringkat
- FCC GCU Stripper RevampDokumen5 halamanFCC GCU Stripper RevampRavi NookalaBelum ada peringkat
- Hydro Processing Corrosion Wash WaterDokumen9 halamanHydro Processing Corrosion Wash WaterNagendra H100% (1)
- Hydro ProcessingDokumen24 halamanHydro Processingjeygar12Belum ada peringkat
- Truobleshooting Refinery Vacuum TowerDokumen33 halamanTruobleshooting Refinery Vacuum TowerGUZMAN0% (1)
- Oil Ref Walk ThroughDokumen7 halamanOil Ref Walk ThroughSumedh SinghBelum ada peringkat
- Article - Delayed Coker RevampsDokumen13 halamanArticle - Delayed Coker RevampsPlatinium1002Belum ada peringkat
- Two Reboiler Simultaneously RunDokumen16 halamanTwo Reboiler Simultaneously RunteddyBelum ada peringkat
- CDU Enhance Energy EfficiencyDokumen5 halamanCDU Enhance Energy Efficiencyrvkumar61100% (2)
- Critical Variable in Catalytic Reforming and Unit Monitoring Best PracticesDokumen18 halamanCritical Variable in Catalytic Reforming and Unit Monitoring Best Practicesbakhtyar21Belum ada peringkat
- Crude and Refinery CalculationsDokumen5 halamanCrude and Refinery CalculationsAnonymous 6s9Aw9Belum ada peringkat
- DHDSDokumen36 halamanDHDSravichandraBelum ada peringkat
- A Financial Analysis For The Production of HQ Propylene-MustangDokumen19 halamanA Financial Analysis For The Production of HQ Propylene-Mustangandrei12320003181Belum ada peringkat
- OPERATING MANUALS - Kerosene Hydrotreater Rev 01 - 3Dokumen13 halamanOPERATING MANUALS - Kerosene Hydrotreater Rev 01 - 3MohamadMostafavi100% (1)
- IsomerizationDokumen10 halamanIsomerizationRizwan Shehzad100% (2)
- Effect of Sodium Salts On Demercaptanization ProcessDokumen4 halamanEffect of Sodium Salts On Demercaptanization ProcessInternational Journal of Science and Engineering InvestigationsBelum ada peringkat
- DHDS ProcessDokumen9 halamanDHDS ProcessSandeep ChallaBelum ada peringkat
- 6 Crude Oil RefiningDokumen57 halaman6 Crude Oil RefiningAkashBelum ada peringkat
- Module 4 (KTU)Dokumen118 halamanModule 4 (KTU)Aravind G100% (1)
- Penex Process PDFDokumen49 halamanPenex Process PDFAhmed Mohamed KhalilBelum ada peringkat
- 2009-03 CleanDieselHydroPTQ MustangDokumen7 halaman2009-03 CleanDieselHydroPTQ Mustanganhchangleloi100% (2)
- For Exchanger Tube Rupture PDFDokumen3 halamanFor Exchanger Tube Rupture PDFNikhil DivateBelum ada peringkat
- CoMo PDFDokumen4 halamanCoMo PDFNeniitha SánchezBelum ada peringkat
- Unit 3 Steam GenerationDokumen30 halamanUnit 3 Steam GenerationkhalimnBelum ada peringkat
- HPCL IT DHDS Block OverviewDokumen37 halamanHPCL IT DHDS Block OverviewSrija Mummidi100% (1)
- Sulfur Addition To FurnacesDokumen4 halamanSulfur Addition To FurnacesAnonymous RvIgDU50% (2)
- Kurita Mitigating Coke FormationDokumen3 halamanKurita Mitigating Coke FormationMarcelBelum ada peringkat
- 18CH036 Hydrotreating ProcessDokumen17 halaman18CH036 Hydrotreating ProcessSuleka RanasingheBelum ada peringkat
- Uop/Fw Usa Solvent Deasphalting Process: Daniel B. GillisDokumen26 halamanUop/Fw Usa Solvent Deasphalting Process: Daniel B. GillisBharavi K SBelum ada peringkat
- CV of ValvesDokumen1 halamanCV of ValvesparmindarranaBelum ada peringkat
- PSV For Distillation GuidelinesDokumen3 halamanPSV For Distillation GuidelinesMubarik AliBelum ada peringkat
- Dehydration of Ethanol To EthyleneDokumen10 halamanDehydration of Ethanol To EthylenewiboonwiBelum ada peringkat
- Sweetening LPG With AminesDokumen8 halamanSweetening LPG With AminessizwehBelum ada peringkat
- Maximise Ethylene Gain PDFDokumen4 halamanMaximise Ethylene Gain PDFRaj KumarBelum ada peringkat
- Reliance HPC Course 2009 - 01 - IntroductionDokumen8 halamanReliance HPC Course 2009 - 01 - IntroductionsuprateemBelum ada peringkat
- DesigningVacuumtower (VDU)Dokumen26 halamanDesigningVacuumtower (VDU)Bilal KhanBelum ada peringkat
- Hydrodesulfurization: HistoryDokumen5 halamanHydrodesulfurization: HistoryHevin HassanBelum ada peringkat
- Petroleum Task5Dokumen3 halamanPetroleum Task5Chetan CherryBelum ada peringkat
- What Are The Techniques Used in Reforming Unit To Reduce Catalyst Dust While Removing Catalyst Fines From Regenerator Unit?Dokumen3 halamanWhat Are The Techniques Used in Reforming Unit To Reduce Catalyst Dust While Removing Catalyst Fines From Regenerator Unit?Chetan CherryBelum ada peringkat
- HydrodesulfurizationDokumen7 halamanHydrodesulfurizationjcencicBelum ada peringkat
- Unit-III Treatment TechniquesDokumen7 halamanUnit-III Treatment TechniquesES19CH28 MANJU M.LBelum ada peringkat
- McKinsey On Chemicals 3 FINAL PDFDokumen57 halamanMcKinsey On Chemicals 3 FINAL PDFFaiq Ahmad KhanBelum ada peringkat
- Pakistan Auto SectorDokumen4 halamanPakistan Auto SectorFaiq Ahmad KhanBelum ada peringkat
- Dsu Sample TestDokumen24 halamanDsu Sample TestFaiq Ahmad KhanBelum ada peringkat
- Chemcad 6.3 User GuideDokumen212 halamanChemcad 6.3 User Guidetanajitespl100% (1)
- Some Basic Concepts of ChemistryDokumen13 halamanSome Basic Concepts of Chemistrynabhijain9Belum ada peringkat
- Thermo Quiz 1 (OAC)Dokumen4 halamanThermo Quiz 1 (OAC)SHUSWABHIT SHADANGIBelum ada peringkat
- Bioencap Innov 2013 03Dokumen28 halamanBioencap Innov 2013 03yuziyuzi hanBelum ada peringkat
- Module 1: Atomic and Molecular Structure (10 Lectures) : CHEMISTRY-I (From 2020-21) Module1 (12 of 12-Question) - MKMDokumen3 halamanModule 1: Atomic and Molecular Structure (10 Lectures) : CHEMISTRY-I (From 2020-21) Module1 (12 of 12-Question) - MKMraj shekhar singhBelum ada peringkat
- Jishnu Bhattacharya 1 Semester - 2016-17Dokumen10 halamanJishnu Bhattacharya 1 Semester - 2016-17Adarsh BarnwalBelum ada peringkat
- Properties of LNGDokumen2 halamanProperties of LNGdillooseBelum ada peringkat
- Test of A Tubular CondenserDokumen9 halamanTest of A Tubular CondenserDevin Bea0% (1)
- Fix Kimia IodoformDokumen15 halamanFix Kimia IodoformmuthiasaritilawahBelum ada peringkat
- Eamcet Track Sheet (2024)Dokumen2 halamanEamcet Track Sheet (2024)MAHESWARA RAO ThotaBelum ada peringkat
- SCH4U Practice Exam 07 08Dokumen18 halamanSCH4U Practice Exam 07 08Mahir AhmedBelum ada peringkat
- Preparation of An Alum From Scrap Aluminium (2) New One 4Dokumen12 halamanPreparation of An Alum From Scrap Aluminium (2) New One 4Savita SinghBelum ada peringkat
- CASCADE MINI-RINGS® Random PackingDokumen2 halamanCASCADE MINI-RINGS® Random PackingSyukri Abd RahmanBelum ada peringkat
- Chemistry 14 Outline GuideDokumen52 halamanChemistry 14 Outline GuideMarquee Mae EnriquezBelum ada peringkat
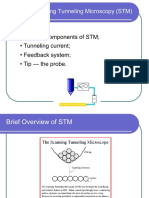
- Lecture 6 STMDokumen29 halamanLecture 6 STMROHITM RA1811002040067Belum ada peringkat
- C r407c GuideDokumen32 halamanC r407c Guidezam_ramliBelum ada peringkat
- Chapter 5.T-102 (5.4) PDFDokumen51 halamanChapter 5.T-102 (5.4) PDFSyukri ZainuddinBelum ada peringkat
- Chemical Engineering Thermodynamics Problem Set 1: Bicol UniversityDokumen5 halamanChemical Engineering Thermodynamics Problem Set 1: Bicol UniversityJohn Patrick Sanay NunezBelum ada peringkat
- Krane Modern PhysicsDokumen7 halamanKrane Modern PhysicsRohithroBelum ada peringkat
- Chemistry 9701 Paper 1 - ElectrochemistryDokumen19 halamanChemistry 9701 Paper 1 - Electrochemistryhasnaindurrani45Belum ada peringkat
- 6 - Beer's Law PDFDokumen16 halaman6 - Beer's Law PDFMusa KizitoBelum ada peringkat
- 48 Sweet Corrosion Rate in Oil and Gas PipelinesDokumen4 halaman48 Sweet Corrosion Rate in Oil and Gas PipelinesuktaindraBelum ada peringkat
- Chem. SOC.: Single-Crystal Raman and Far-Infrared Spectra Tetrakis (Thiourea) - Nickel (Ii) DichlorideDokumen3 halamanChem. SOC.: Single-Crystal Raman and Far-Infrared Spectra Tetrakis (Thiourea) - Nickel (Ii) DichlorideFernandaIbarraVázquezBelum ada peringkat
- FR - Expt 1 BuffersDokumen4 halamanFR - Expt 1 BuffersLea BoligorBelum ada peringkat
- Nature and Properties of LightDokumen16 halamanNature and Properties of LightCarl Daniel FandiñoBelum ada peringkat
- FTFS Chap21 P001Dokumen33 halamanFTFS Chap21 P001AbdulAbdulBelum ada peringkat