Anda mungkin juga menyukai
- Environment Protection Agency Office of Environmental Enforcement (OEE)Dokumen97 halamanEnvironment Protection Agency Office of Environmental Enforcement (OEE)Eszter DevecserBelum ada peringkat
- CKT 001 Led Lantern BomDokumen1 halamanCKT 001 Led Lantern BomSANDEEP KUMAR RAHEJABelum ada peringkat
- Single Cell PDT Brochure 0717 PDFDokumen32 halamanSingle Cell PDT Brochure 0717 PDFSANDEEP KUMAR RAHEJABelum ada peringkat
- CKT-008 LED AC Capacitative Schematic PDFDokumen1 halamanCKT-008 LED AC Capacitative Schematic PDFSANDEEP KUMAR RAHEJABelum ada peringkat
- Vin+ Vout+: MJE2955 Q1 R10 Con2 L1Dokumen1 halamanVin+ Vout+: MJE2955 Q1 R10 Con2 L1SANDEEP KUMAR RAHEJABelum ada peringkat
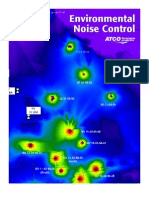
- Noise Control HandbookDokumen67 halamanNoise Control HandbookAnthony Le100% (2)
- Vin+ Vout+: MJE2955 Q1 R10 Con2 L1Dokumen1 halamanVin+ Vout+: MJE2955 Q1 R10 Con2 L1SANDEEP KUMAR RAHEJABelum ada peringkat
- Vin+ Vout+: MJE2955 Q1 R10 Con2 L1Dokumen1 halamanVin+ Vout+: MJE2955 Q1 R10 Con2 L1SANDEEP KUMAR RAHEJABelum ada peringkat
- CKT-004-Mobile Charger SchematicDokumen1 halamanCKT-004-Mobile Charger SchematicSANDEEP KUMAR RAHEJABelum ada peringkat
- Specification For MV VFD SystemDokumen15 halamanSpecification For MV VFD SystemSANDEEP KUMAR RAHEJABelum ada peringkat
- CKT 003 Regulator Dimmer SchematicDokumen1 halamanCKT 003 Regulator Dimmer SchematicSANDEEP KUMAR RAHEJABelum ada peringkat
- PV Quick StartDokumen61 halamanPV Quick StartSANDEEP KUMAR RAHEJABelum ada peringkat
- Waaree PV ModuleDokumen5 halamanWaaree PV ModuleSANDEEP KUMAR RAHEJABelum ada peringkat
- Specification For Cathodic ProtectionDokumen9 halamanSpecification For Cathodic ProtectionSANDEEP KUMAR RAHEJABelum ada peringkat
- Construction Standard For Pressure InstrumentDokumen7 halamanConstruction Standard For Pressure InstrumentSANDEEP KUMAR RAHEJABelum ada peringkat
- Vital Series 75Dokumen1 halamanVital Series 75SANDEEP KUMAR RAHEJABelum ada peringkat
- Specification For Fire Water PumpsDokumen7 halamanSpecification For Fire Water PumpsSANDEEP KUMAR RAHEJA100% (1)
- Tib 12 Pump BasesDokumen3 halamanTib 12 Pump BasesMohamed MasryBelum ada peringkat
- Field Inspection of Instrumentation SystemDokumen30 halamanField Inspection of Instrumentation SystemSANDEEP KUMAR RAHEJA100% (1)
- ISO and ANSI Pumps For The Petroleum IndustryDokumen8 halamanISO and ANSI Pumps For The Petroleum IndustryAnuraj VelayudhanBelum ada peringkat
- Aplicacion Uc3842Dokumen15 halamanAplicacion Uc3842Gian Mejia100% (1)
- Mikroc TutorialDokumen221 halamanMikroc TutorialMuhammad Imran AminBelum ada peringkat
- FAN4931 Ultra-Low Cost, Rail-to-Rail I/O, CMOS Amplifier: Features DescriptionDokumen11 halamanFAN4931 Ultra-Low Cost, Rail-to-Rail I/O, CMOS Amplifier: Features DescriptionSANDEEP KUMAR RAHEJABelum ada peringkat
- CD4047 InverterDokumen30 halamanCD4047 InverterSANDEEP KUMAR RAHEJA100% (1)
- Ir 2104Dokumen14 halamanIr 2104Néstor BernalBelum ada peringkat
- Spice Models For Power ElectronicsDokumen13 halamanSpice Models For Power ElectronicslaksologinBelum ada peringkat
- Power Supplies and Battery ChargersDokumen9 halamanPower Supplies and Battery ChargersSANDEEP KUMAR RAHEJABelum ada peringkat
- TL494-D PWM Duty Cycle GenerationDokumen14 halamanTL494-D PWM Duty Cycle GenerationMashood NasirBelum ada peringkat
- Waaree PV Panels 3to37wDokumen1 halamanWaaree PV Panels 3to37wSANDEEP KUMAR RAHEJABelum ada peringkat
- Application of The MC34063 Switching RegulatorDokumen14 halamanApplication of The MC34063 Switching RegulatorSANDEEP KUMAR RAHEJABelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (72)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- GEDokumen36 halamanGEGiulio AlessandroniBelum ada peringkat
- StaticDokumen7 halamanStatickirankumar9898Belum ada peringkat
- DB 460Dokumen252 halamanDB 460mehdi100% (2)
- MIB303 Alarm & Fault Finding PDFDokumen10 halamanMIB303 Alarm & Fault Finding PDFCarls EstefanBelum ada peringkat
- Series 3800 PDFDokumen36 halamanSeries 3800 PDFrudi 01Belum ada peringkat
- Meat Saw Hobart-6614 Spare PartDokumen20 halamanMeat Saw Hobart-6614 Spare PartAmeen Mohamed Ali SanadBelum ada peringkat
- NON Uniform LabDokumen7 halamanNON Uniform Lablickme247Belum ada peringkat
- 4.heater TreaterDokumen53 halaman4.heater TreaterMohamed Elabbasy100% (1)
- 19 400E 3D RL FinalDokumen4 halaman19 400E 3D RL FinalJose Omar ZaragozaBelum ada peringkat
- Buckling of Beams With YuraDokumen20 halamanBuckling of Beams With YuraMario JacomeBelum ada peringkat
- Power HydraulicsDokumen75 halamanPower HydraulicsKavinda Gehan100% (1)
- Measuring Solar Collector EfficiencyDokumen4 halamanMeasuring Solar Collector Efficiencyeven leeBelum ada peringkat
- Check Valve Bs 1868, Api 6D, Api 602: Globe ValvesDokumen9 halamanCheck Valve Bs 1868, Api 6D, Api 602: Globe Valvesswapnil PATILBelum ada peringkat
- Engine Room Simulator ERS 5000: Vessel Model "Tanker LCC" (VERSION 7.2.1100) Trainee ManualDokumen292 halamanEngine Room Simulator ERS 5000: Vessel Model "Tanker LCC" (VERSION 7.2.1100) Trainee Manualalex_alexutzuu100% (1)
- Presentasi Ec Clean (Kemenkes 03112020)Dokumen28 halamanPresentasi Ec Clean (Kemenkes 03112020)WarnoBelum ada peringkat
- GT8C Compressor Blow-Off System DesignDokumen12 halamanGT8C Compressor Blow-Off System DesignParmeshwar Nath TripathiBelum ada peringkat
- RENR9004-07 545 Testing and Adjusting Section: M Series Transmission Chassis Ecm - J1 ConnectionsDokumen4 halamanRENR9004-07 545 Testing and Adjusting Section: M Series Transmission Chassis Ecm - J1 Connectionswilly1234512Belum ada peringkat
- Standard Parts and Engineering Design Guide Solution Engineering For Noise Vibration Shock and CushioningDokumen20 halamanStandard Parts and Engineering Design Guide Solution Engineering For Noise Vibration Shock and Cushioningprodn123Belum ada peringkat
- Starting With Cast3MDokumen138 halamanStarting With Cast3MCam VắtBelum ada peringkat
- DURIT Thermal-CoatingsDokumen8 halamanDURIT Thermal-CoatingsMatheusBelum ada peringkat
- How a refinery separates crude oilDokumen1 halamanHow a refinery separates crude oilasif rahim100% (1)
- Refrigeration and Liquefaction: Instructor: Engr. Caressa Marie Frial-De JesusDokumen22 halamanRefrigeration and Liquefaction: Instructor: Engr. Caressa Marie Frial-De JesusEmmanuel PlazaBelum ada peringkat
- 3512B - 1600kvaDokumen6 halaman3512B - 1600kvavicblanBelum ada peringkat
- Buckling Analysis K Value CalculatorDokumen3 halamanBuckling Analysis K Value Calculatorrodriguez.gaytanBelum ada peringkat
- Hexagon Socket Head Cap Screws Hexagon Socket Head Cap ScrewsDokumen1 halamanHexagon Socket Head Cap Screws Hexagon Socket Head Cap ScrewsCalvin LianBelum ada peringkat
- Brochure Zlin V3Dokumen8 halamanBrochure Zlin V3Darren-Edward O'NeillBelum ada peringkat
- 14) Structure Guideline August 2017Dokumen40 halaman14) Structure Guideline August 2017lwin_oo2435Belum ada peringkat
- Design Strengths For Over Consolidated Clays and Clay Shales Technical PaperDokumen11 halamanDesign Strengths For Over Consolidated Clays and Clay Shales Technical Papermikegibbons27100% (1)
- Cantilever Development LengthDokumen12 halamanCantilever Development LengthSheik Mohamed LiakathBelum ada peringkat
- Commercial ball valve solutionsDokumen2 halamanCommercial ball valve solutionstrija_mrBelum ada peringkat