Anda mungkin juga menyukai
- EPA2008-Indoor Air Vapor Intrusion Mitigation ApproachesDokumen49 halamanEPA2008-Indoor Air Vapor Intrusion Mitigation Approacheskulov1592100% (1)
- Types of Refrigeration SystemsDokumen16 halamanTypes of Refrigeration SystemsmeriiBelum ada peringkat
- A Systematic Approach To Develop PLC Program For Automation of A Backwash Water Treatment PlantDokumen6 halamanA Systematic Approach To Develop PLC Program For Automation of A Backwash Water Treatment PlantOscar GaloBelum ada peringkat
- Simrit Juntas Toricas Dlfe 437Dokumen70 halamanSimrit Juntas Toricas Dlfe 437Sérgio GomesBelum ada peringkat
- Eurocodes Worked ExamplesDokumen185 halamanEurocodes Worked ExamplesPaskal Drazhich100% (9)
- PID Control Without Math: The Darker Side by Robert LacosteDokumen7 halamanPID Control Without Math: The Darker Side by Robert LacosteNae GoguBelum ada peringkat
- Tank With Floating Roof EN14015Dokumen29 halamanTank With Floating Roof EN14015Bojan PetronijevicBelum ada peringkat
- Process Control Instrumentation GlossaryDokumen9 halamanProcess Control Instrumentation GlossaryInférus AdvenæBelum ada peringkat
- Cooling Tower Performance and Sensors For Thermal-Fluid SystemsDokumen11 halamanCooling Tower Performance and Sensors For Thermal-Fluid Systemshozipek5599Belum ada peringkat
- Control Loop PresentationDokumen169 halamanControl Loop Presentationrbdubey2020100% (1)
- Process Control NarrativesDokumen7 halamanProcess Control NarrativesHenok DireBelum ada peringkat
- ATEX Poster-ISDokumen1 halamanATEX Poster-ISVivek NaikBelum ada peringkat
- Modbus Communication For RTU SlavesDokumen15 halamanModbus Communication For RTU SlavesZishan TyagiBelum ada peringkat
- External Pressure CalculationsDokumen40 halamanExternal Pressure Calculationsmisterdavi50% (2)
- Breaking From Tradition - Model Based Control vs. PIDDokumen7 halamanBreaking From Tradition - Model Based Control vs. PIDshivnairBelum ada peringkat
- Process Control and Common TermsDokumen210 halamanProcess Control and Common TermsGeorge Markas100% (1)
- Air DraftDokumen51 halamanAir DraftRamphani Nunna100% (1)
- Modbus Using CompactLogix 1769 SM2Dokumen14 halamanModbus Using CompactLogix 1769 SM2Jan Richardo GultomBelum ada peringkat
- HS Mixer ManualDokumen59 halamanHS Mixer Manualkishor suthar100% (1)
- Smart Valve Flow ConditionersDokumen4 halamanSmart Valve Flow ConditionersMuzammil HussainBelum ada peringkat
- Boiler Level Guidebook 01Dokumen26 halamanBoiler Level Guidebook 01karthikeashwar100% (1)
- EN 14015 2004 Tanks - OldDokumen34 halamanEN 14015 2004 Tanks - OldkitofanecoBelum ada peringkat
- Tubos de CalorDokumen7 halamanTubos de CalorChristo AcostaBelum ada peringkat
- PID Theory ExplainedDokumen9 halamanPID Theory ExplainedMansen NsubugaBelum ada peringkat
- iSTAR UltraSE QSG 8200 1761 01 B0 enDokumen32 halamaniSTAR UltraSE QSG 8200 1761 01 B0 enJan Andre RøeBelum ada peringkat
- ISA Boiler Control System FundamentalsDokumen26 halamanISA Boiler Control System FundamentalsIbrahim Mubark IbrahimBelum ada peringkat
- Heating Water by Direct Steam InjectionDokumen8 halamanHeating Water by Direct Steam InjectionsdvitkoBelum ada peringkat
- Whitepaper - Steam Conditioning ValvesDokumen12 halamanWhitepaper - Steam Conditioning Valvesshan07011984Belum ada peringkat
- Chapter 4 - PID ControllerDokumen62 halamanChapter 4 - PID ControllerHuy Nguyen LuongBelum ada peringkat
- Malhotra, P., Wenk, T., Wieland, A. "Simple Procedure For Seismic Analysis of Liquid-Storage Tanks"Dokumen5 halamanMalhotra, P., Wenk, T., Wieland, A. "Simple Procedure For Seismic Analysis of Liquid-Storage Tanks"Alejandro JoseBelum ada peringkat
- Malhotra, P., Wenk, T., Wieland, A. "Simple Procedure For Seismic Analysis of Liquid-Storage Tanks"Dokumen5 halamanMalhotra, P., Wenk, T., Wieland, A. "Simple Procedure For Seismic Analysis of Liquid-Storage Tanks"Alejandro JoseBelum ada peringkat
- E Series Catalogue & White Paper N00-803-03Dokumen44 halamanE Series Catalogue & White Paper N00-803-03Fabio Moncada Montoya100% (1)
- Design of Piping Systems For Food ProcessingDokumen29 halamanDesign of Piping Systems For Food ProcessingcordobaluisfBelum ada peringkat
- PIDControlDokumen2 halamanPIDControlchatty8567% (3)
- Chapter 2: Optimum Controller Chapter 2: Optimum Controller Settings Settings GGDokumen5 halamanChapter 2: Optimum Controller Chapter 2: Optimum Controller Settings Settings GGLakshmiBelum ada peringkat
- Steam Traps - Engineering Data ManualDokumen50 halamanSteam Traps - Engineering Data ManualThitikorn Wassanarpheernphong100% (1)
- Tuning A PID Controller: Guillermo J. CostaDokumen6 halamanTuning A PID Controller: Guillermo J. CostaDeepak RainaBelum ada peringkat
- Steam Tracing Excel 2007Dokumen74 halamanSteam Tracing Excel 2007mani170487Belum ada peringkat
- Lecture Notes On DryingdsgaaaaaaaaaaDokumen15 halamanLecture Notes On DryingdsgaaaaaaaaaaSaumith DahagamBelum ada peringkat
- Catalogue AMF Toggle ClampsDokumen108 halamanCatalogue AMF Toggle ClampskitofanecoBelum ada peringkat
- Condensate Line SizingDokumen2 halamanCondensate Line Sizingemmanuilmoulos6339100% (1)
- Design and Analysis of Central Air-Conditioning System With Air Cooled Chiller of Multi-Storey Office BuildingDokumen16 halamanDesign and Analysis of Central Air-Conditioning System With Air Cooled Chiller of Multi-Storey Office BuildingSajjad HasanBelum ada peringkat
- Technical Note - Number FF-25-02-08: Notes On Cleaning of Continuous Vacuum PansDokumen11 halamanTechnical Note - Number FF-25-02-08: Notes On Cleaning of Continuous Vacuum PansJavier Manuel IbanezBelum ada peringkat
- Design and Tuning of Fuzzy Logic PID ControllerDokumen19 halamanDesign and Tuning of Fuzzy Logic PID ControllerPriya BhardwajBelum ada peringkat
- Pneumatic and Flash DryingDokumen15 halamanPneumatic and Flash DryingPedro BullaBelum ada peringkat
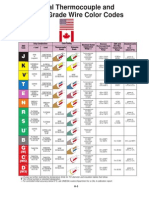
- International Thermocouple and Extension Grade Wire Color CodesDokumen6 halamanInternational Thermocouple and Extension Grade Wire Color CodesEdguitar TheLonelyBelum ada peringkat
- Interlock and LogicDokumen39 halamanInterlock and LogicHarish Kumar100% (1)
- Automation With PLCDokumen26 halamanAutomation With PLCKannan S100% (2)
- Granulation & Capsule FillingDokumen16 halamanGranulation & Capsule FillingOdunlamiBelum ada peringkat
- Line ProtectionDokumen79 halamanLine ProtectionOmarBelum ada peringkat
- ACSRDokumen8 halamanACSRRajesh VauBelum ada peringkat
- Recomendación UIT-T G.657 - 2017Dokumen24 halamanRecomendación UIT-T G.657 - 2017Román Gómez MBelum ada peringkat
- Emergency Stop SIL2 and SIL3Dokumen3 halamanEmergency Stop SIL2 and SIL3SARFRAZ ALIBelum ada peringkat
- Drying of Low-Rank Coal (LRC) - A Review of Recent Patents and InnovationsDokumen49 halamanDrying of Low-Rank Coal (LRC) - A Review of Recent Patents and InnovationsTri Andi SunokoBelum ada peringkat
- Complete Selfprotection Technolgy To Minimize The Failures of Distribution Transformer.Dokumen24 halamanComplete Selfprotection Technolgy To Minimize The Failures of Distribution Transformer.Sambit SunyaniBelum ada peringkat
- VG Brds PP GeneralDokumen8 halamanVG Brds PP GeneralZigor Larrabe UribeBelum ada peringkat
- Sira Atex PosterDokumen1 halamanSira Atex PosterRiadh2012Belum ada peringkat
- Boiler Drum Level Control in Thermal Power Plant 2016Dokumen5 halamanBoiler Drum Level Control in Thermal Power Plant 2016Ali AlmisbahBelum ada peringkat
- Fisher Specification Manager SoftwareDokumen4 halamanFisher Specification Manager SoftwarehrtoroBelum ada peringkat
- Level Measurement: Spring 2019Dokumen23 halamanLevel Measurement: Spring 2019ULAGANATHAN MBelum ada peringkat
- 3BDD010420 H en S900 I O Datasheet Catalog 2Dokumen44 halaman3BDD010420 H en S900 I O Datasheet Catalog 2sina20795Belum ada peringkat
- 1.1 Introduction To Process ControlDokumen21 halaman1.1 Introduction To Process ControlStrawBerryBelum ada peringkat
- Dl8000 Preset ControllerDokumen74 halamanDl8000 Preset ControllerFIRMANSYAHBelum ada peringkat
- Iom 1202 082013Dokumen137 halamanIom 1202 082013Bianca L. Foliaco100% (1)
- Recent Advances Turbine BypassDokumen4 halamanRecent Advances Turbine BypassretrogradesBelum ada peringkat
- The Importance of Proper Cooling of Power TransformersDokumen4 halamanThe Importance of Proper Cooling of Power Transformersلندا أسحق حنوBelum ada peringkat
- Troubleshooting HVACR Systems Using Superheat and SubcoolingDokumen7 halamanTroubleshooting HVACR Systems Using Superheat and SubcoolingTemporiusBelum ada peringkat
- Parameters For Selection of BoilerDokumen7 halamanParameters For Selection of BoilervanmurthyBelum ada peringkat
- 2009-08 EMOs For Cooling SystemsDokumen4 halaman2009-08 EMOs For Cooling Systemsnikola ilicBelum ada peringkat
- TM025 Rheem 310 Series Heat Pump REV B PDFDokumen68 halamanTM025 Rheem 310 Series Heat Pump REV B PDFNeilJenkinsBelum ada peringkat
- Refrigeration: Cooling Production EquipmentDokumen8 halamanRefrigeration: Cooling Production EquipmentrachelleBelum ada peringkat
- Catalogue AMF Standard Clamping ElementsDokumen168 halamanCatalogue AMF Standard Clamping ElementsLang AwBelum ada peringkat
- Target Energy Heat Loss From A Heated Tank CalculatorDokumen6 halamanTarget Energy Heat Loss From A Heated Tank CalculatorDino DinoBelum ada peringkat
- Install Instruct Rheem Solahart Stainless Steel Storage Tank Commercial 120149 Rev D Nov 2019Dokumen36 halamanInstall Instruct Rheem Solahart Stainless Steel Storage Tank Commercial 120149 Rev D Nov 2019kitofanecoBelum ada peringkat
- Catalogue AMF Magnetic Clamping TechnologyDokumen24 halamanCatalogue AMF Magnetic Clamping TechnologykitofanecoBelum ada peringkat
- Smartplant License Manager: Installation & Configuration ChecklistDokumen9 halamanSmartplant License Manager: Installation & Configuration ChecklistKriztopher UrrutiaBelum ada peringkat
- Smartplant License Manager: Installation and User'S GuideDokumen137 halamanSmartplant License Manager: Installation and User'S GuideRicardo A. Pol PérezBelum ada peringkat
- How To - Complete Stays and Staybolt Questions - Power Engineering 101Dokumen17 halamanHow To - Complete Stays and Staybolt Questions - Power Engineering 101kitofanecoBelum ada peringkat
- How To - Determine Stayed Surface Calculations - Power Engineering 101Dokumen12 halamanHow To - Determine Stayed Surface Calculations - Power Engineering 101kitofanecoBelum ada peringkat
- (Report) Storage Tanks (Japan)Dokumen179 halaman(Report) Storage Tanks (Japan)RAJENDRA PRASADBelum ada peringkat
- 00ugc 2015.01.19 R3 DeminDokumen3 halaman00ugc 2015.01.19 R3 Deminoppila100Belum ada peringkat
- How To - Complete Stays and Staybolt Questions - Power Engineering 101Dokumen17 halamanHow To - Complete Stays and Staybolt Questions - Power Engineering 101kitofanecoBelum ada peringkat
- Steel Grades Properties Global Standards PDFDokumen12 halamanSteel Grades Properties Global Standards PDFkitofanecoBelum ada peringkat
- 3a IndexDokumen4 halaman3a IndexkitofanecoBelum ada peringkat
- S60 Female Buttress Thread X Male Camlock - IBC Buttress Threaded Camlocks - Camlock Cam & Groove Couplings - Hose Couplings & Clamps - PAR GroupDokumen1 halamanS60 Female Buttress Thread X Male Camlock - IBC Buttress Threaded Camlocks - Camlock Cam & Groove Couplings - Hose Couplings & Clamps - PAR GroupkitofanecoBelum ada peringkat
- Isolamento Kaimann Thermal Calculation ResultsDokumen5 halamanIsolamento Kaimann Thermal Calculation ResultskitofanecoBelum ada peringkat
- CP95 VDMA CylinderDokumen34 halamanCP95 VDMA CylinderkitofanecoBelum ada peringkat
- WEG Weg Metric Motors General Purpose and Atex Usametricmo Brochure EnglishDokumen16 halamanWEG Weg Metric Motors General Purpose and Atex Usametricmo Brochure EnglishkitofanecoBelum ada peringkat