Anda mungkin juga menyukai
- Right First Time Dyeing: RFT PrinciplesDokumen8 halamanRight First Time Dyeing: RFT PrinciplesAnu MehtaBelum ada peringkat
- Pad BatchDokumen7 halamanPad BatchPadmakar29Belum ada peringkat
- Cationization OF Cotton Fabrics - Salt Free Dyeing & Pigment Dyeing by Exhaust.Dokumen19 halamanCationization OF Cotton Fabrics - Salt Free Dyeing & Pigment Dyeing by Exhaust.L.N.CHEMICAL INDUSTRYBelum ada peringkat
- Definition of Pad-Batch DyeingDokumen4 halamanDefinition of Pad-Batch DyeingJuan CubasBelum ada peringkat
- Blind DyeingDokumen6 halamanBlind Dyeingprabhulean14Belum ada peringkat
- Batch to Batch Reproducibility and how to avoid creases, spots and stainsDokumen32 halamanBatch to Batch Reproducibility and how to avoid creases, spots and stainsJohn VasilonikolosBelum ada peringkat
- Warp Dyeing With Indigo DyesDokumen12 halamanWarp Dyeing With Indigo DyesMohammed Atiqul Hoque ChowdhuryBelum ada peringkat
- One-bath Dyeing Guide for Blended FabricsDokumen4 halamanOne-bath Dyeing Guide for Blended FabricsNguyễn Huy CườngBelum ada peringkat
- Test For The Suitability of Thickener in The Print Paste Formulation and Other ConcepttestDokumen21 halamanTest For The Suitability of Thickener in The Print Paste Formulation and Other ConcepttestGaurav DhawanBelum ada peringkat
- Dyeing-Pad Batch AssignmentDokumen22 halamanDyeing-Pad Batch AssignmentTooba Anum100% (1)
- Disperse DyesDokumen6 halamanDisperse Dyescoolsiash44Belum ada peringkat
- Disperse PrintingDokumen20 halamanDisperse PrintingCamila Suarez100% (1)
- Exhaust Dyeing Polyester with Disperse DyesDokumen16 halamanExhaust Dyeing Polyester with Disperse DyesBurak EmekliogluBelum ada peringkat
- Heat B SettingDokumen18 halamanHeat B SettingharisBelum ada peringkat
- BEN-BLEACH Desizing, Scouring and Bleaching MachineDokumen16 halamanBEN-BLEACH Desizing, Scouring and Bleaching MachinearjmandquestBelum ada peringkat
- Terasil Standard Dyeing MethodDokumen1 halamanTerasil Standard Dyeing MethodKhandaker Sakib FarhadBelum ada peringkat
- Contineous Dyeing of Reactive DyesDokumen9 halamanContineous Dyeing of Reactive DyesMohammed Atiqul Hoque ChowdhuryBelum ada peringkat
- Sustainable Waterless Dyeing with SCFDokumen30 halamanSustainable Waterless Dyeing with SCFChaitanya M MundheBelum ada peringkat
- Textile Yarn Dyed Tips & TechniqueDokumen23 halamanTextile Yarn Dyed Tips & TechniqueMohammed Atiqul Hoque ChowdhuryBelum ada peringkat
- Salt Alkali Free ReactiveDokumen6 halamanSalt Alkali Free ReactiveSaif Rahman100% (1)
- Poly-Lycra Dyeing ProcessDokumen1 halamanPoly-Lycra Dyeing ProcessnausheneBelum ada peringkat
- Pretreatment of Fabrics That Contain SpandexDokumen8 halamanPretreatment of Fabrics That Contain SpandexaymanBelum ada peringkat
- One-Bath Dyeing Process For Polyester Cotton Blend Using Physical Mixtures of Reactive and DisperseDokumen11 halamanOne-Bath Dyeing Process For Polyester Cotton Blend Using Physical Mixtures of Reactive and DisperseariefBelum ada peringkat
- A LECTURE NOTE ON PREPARATORY PROCESSES FOR WOOL AND SILKDokumen26 halamanA LECTURE NOTE ON PREPARATORY PROCESSES FOR WOOL AND SILKKassahun TadeleBelum ada peringkat
- Reactive DyesDokumen24 halamanReactive DyesrehanabbaciBelum ada peringkat
- Problems Solving in Dyeing of Cotton Textile Material With Reactive DyesDokumen7 halamanProblems Solving in Dyeing of Cotton Textile Material With Reactive DyesMohammed Atiqul Hoque ChowdhuryBelum ada peringkat
- Intro, Classification & Functions of Auxiliaries .PPTX Lecture 123Dokumen16 halamanIntro, Classification & Functions of Auxiliaries .PPTX Lecture 123nida0% (1)
- Selected Garments WashingDokumen35 halamanSelected Garments WashingTanmoy AntuBelum ada peringkat
- Dyeing LabDokumen19 halamanDyeing LabFathi MustafaBelum ada peringkat
- Chemical Finishing of Textiles PDFDokumen286 halamanChemical Finishing of Textiles PDFdineshv7450% (2)
- Key Factors To Be Considered For Reactive Dyeing Right First TimeDokumen12 halamanKey Factors To Be Considered For Reactive Dyeing Right First TimeLasitha Nawarathna50% (2)
- Fixation of PrintsDokumen8 halamanFixation of PrintsyuvarajBelum ada peringkat
- Polyester Whitening AgentDokumen4 halamanPolyester Whitening Agentsusheel deoraBelum ada peringkat
- Problem Solving - KnitsDokumen17 halamanProblem Solving - KnitsBhaskar Mitra100% (1)
- Corelation Between Lab and BulkDokumen38 halamanCorelation Between Lab and BulkSuraj Raghv0% (1)
- Lyoprint Atp 30Dokumen5 halamanLyoprint Atp 30Lambo SunBelum ada peringkat
- RUCOFIN SIQ NEW Textile SoftenerDokumen2 halamanRUCOFIN SIQ NEW Textile SoftenerShripad100% (2)
- Water Repellent FinishesDokumen5 halamanWater Repellent FinishesKevin MeonkBelum ada peringkat
- Study On Different Types of Dyeing Faults PDFDokumen10 halamanStudy On Different Types of Dyeing Faults PDF呂仲書Belum ada peringkat
- Pad BatchDokumen6 halamanPad BatchBabaBelum ada peringkat
- Textile Dyeing and Printing-IIDokumen99 halamanTextile Dyeing and Printing-IIKeshav Dhawan100% (1)
- Recommended Exhaust Dyeing Process For EcoFRESH Yarn V3 00-2015 12 (En)Dokumen5 halamanRecommended Exhaust Dyeing Process For EcoFRESH Yarn V3 00-2015 12 (En)Saidur Rahman SajibBelum ada peringkat
- Colour Fastness To LightDokumen7 halamanColour Fastness To LightrajasajjadBelum ada peringkat
- FactSheet Dyeing Finishing DyStar IngeoColorationPack PDFDokumen53 halamanFactSheet Dyeing Finishing DyStar IngeoColorationPack PDFJose Iniesta PerezBelum ada peringkat
- Vat DyeDokumen13 halamanVat DyeTanmoy AntuBelum ada peringkat
- Dyefix-CF - Dye Fixing Agent With Excellent Fastness To Chlorine.Dokumen10 halamanDyefix-CF - Dye Fixing Agent With Excellent Fastness To Chlorine.L.N.CHEMICAL INDUSTRYBelum ada peringkat
- 02.4 Dyeing Machinery Presentation PDFDokumen34 halaman02.4 Dyeing Machinery Presentation PDFMD JAHID HASAN RAJBelum ada peringkat
- 418002e - CTI - LANASET Coverage of Barriness PDFDokumen5 halaman418002e - CTI - LANASET Coverage of Barriness PDFMarti VincenzoBelum ada peringkat
- Phenolic YellowingDokumen7 halamanPhenolic YellowingImtiaz Ahmed100% (1)
- Cat IonizerDokumen6 halamanCat IonizerAnonymous 5HRD46hBelum ada peringkat
- Internship Document BVMDokumen48 halamanInternship Document BVMShivangi BhargavaBelum ada peringkat
- Textile DyesDokumen2 halamanTextile DyesAdnan PervaizBelum ada peringkat
- CPB DyeingDokumen2 halamanCPB DyeingSubba RaoBelum ada peringkat
- Textile ProcessingDokumen13 halamanTextile ProcessingSivaraj PadmanabanBelum ada peringkat
- Methods of DyeingDokumen13 halamanMethods of DyeingShahan AkhtarBelum ada peringkat
- The Identification of Vat Dyes on Cellulosic MaterialsDari EverandThe Identification of Vat Dyes on Cellulosic MaterialsBelum ada peringkat
- Eco-Friendly Dyeing of Viscose Fabric With Reactive DyesDokumen13 halamanEco-Friendly Dyeing of Viscose Fabric With Reactive DyesIAEME PublicationBelum ada peringkat
- Salt-Free Dyeing On Cotton - An Approach To Effluent PDFDokumen9 halamanSalt-Free Dyeing On Cotton - An Approach To Effluent PDFPaurav LakhaniBelum ada peringkat
- Better Business in A Better IrelandDokumen4 halamanBetter Business in A Better Irelandapi-286562658Belum ada peringkat
- 3 - 01 - 11 Salt FreeDokumen4 halaman3 - 01 - 11 Salt FreeAaria Jayaraj AnishBelum ada peringkat
- HECTOR BrochureDokumen41 halamanHECTOR BrochureRamit AnandBelum ada peringkat
- Tex PrintingDokumen2 halamanTex PrintingHrishikesh DhawadshikarBelum ada peringkat
- G5779Dokumen296 halamanG5779supriyadhageBelum ada peringkat
- Surfactant ClassificationDokumen50 halamanSurfactant Classificationrohitpatil3390% (10)
- Pureprint Discharge Paste IND - TDSDokumen2 halamanPureprint Discharge Paste IND - TDSHrishikesh DhawadshikarBelum ada peringkat
- Importance of Sequestering Agent in Textile ProcDokumen6 halamanImportance of Sequestering Agent in Textile ProcHrishikesh DhawadshikarBelum ada peringkat
- Gots Approved Chemicals List 2015Dokumen1.035 halamanGots Approved Chemicals List 2015Hrishikesh Dhawadshikar56% (9)
- Overview of Synthetic DetergentsDokumen44 halamanOverview of Synthetic DetergentsHerwin Prasetya100% (1)
- Resilient PretreatmentDokumen44 halamanResilient PretreatmentHrishikesh DhawadshikarBelum ada peringkat
- R, ThicknerDokumen11 halamanR, ThicknerHrishikesh Dhawadshikar0% (1)
- Reactive Dye Printing On Cotton With Natural and Synthetic Thickeners - 23 PDFDokumen3 halamanReactive Dye Printing On Cotton With Natural and Synthetic Thickeners - 23 PDFHrishikesh DhawadshikarBelum ada peringkat
- Gujarat Pharma08Dokumen29 halamanGujarat Pharma08Anirudh Jain ChampawatBelum ada peringkat
- Yarn CharacteristicsDokumen28 halamanYarn Characteristicsnour0492% (12)
- Pureprint Thickener RER - TDSDokumen2 halamanPureprint Thickener RER - TDSHrishikesh DhawadshikarBelum ada peringkat
- Nandini Chemical Journal April 2016 IssueDokumen110 halamanNandini Chemical Journal April 2016 IssueHrishikesh Dhawadshikar100% (1)
- WeavingDokumen9 halamanWeavingGizachew ZelekeBelum ada peringkat
- Soc ST Binder 279 Binder SFT Thickner Rer Thickner CtsDokumen2 halamanSoc ST Binder 279 Binder SFT Thickner Rer Thickner CtsHrishikesh DhawadshikarBelum ada peringkat
- Clariant Blue MagicDokumen9 halamanClariant Blue MagicHrishikesh DhawadshikarBelum ada peringkat
- Fluor CarbonDokumen3 halamanFluor CarbonHrishikesh DhawadshikarBelum ada peringkat
- Continious Pretreatment of CottonDokumen12 halamanContinious Pretreatment of CottonHrishikesh DhawadshikarBelum ada peringkat
- Calcul. of Cont ApplicationsDokumen33 halamanCalcul. of Cont ApplicationsHrishikesh Dhawadshikar100% (3)
- Clariant Moist CareDokumen20 halamanClariant Moist CareHrishikesh Dhawadshikar100% (1)
- Polysiloxane Softener CoatingsDokumen8 halamanPolysiloxane Softener CoatingsHrishikesh DhawadshikarBelum ada peringkat
- WeavingDokumen9 halamanWeavingGizachew ZelekeBelum ada peringkat
- Silicone Chemistry For Fabric CareDokumen8 halamanSilicone Chemistry For Fabric CareHrishikesh Dhawadshikar100% (2)
- Polysiloxane Softener CoatingsDokumen8 halamanPolysiloxane Softener CoatingsHrishikesh DhawadshikarBelum ada peringkat
- Chemical Finishing and Washing of Knit WearDokumen7 halamanChemical Finishing and Washing of Knit WearHrishikesh DhawadshikarBelum ada peringkat
- 362559Dokumen11 halaman362559Hrishikesh DhawadshikarBelum ada peringkat
- Polysiloxane Softener CoatingsDokumen8 halamanPolysiloxane Softener CoatingsHrishikesh DhawadshikarBelum ada peringkat
- Influence of Physical Parameters On Fabric HandDokumen12 halamanInfluence of Physical Parameters On Fabric HandHrishikesh DhawadshikarBelum ada peringkat
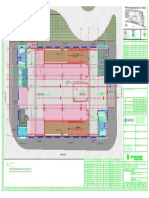
- Key plan and area statement comparison for multi-level car park (MLCPDokumen1 halamanKey plan and area statement comparison for multi-level car park (MLCP121715502003 BOLLEMPALLI BINDU SREE SATYABelum ada peringkat
- RA ELECTRONICSENGR DAVAO Apr2019 PDFDokumen6 halamanRA ELECTRONICSENGR DAVAO Apr2019 PDFPhilBoardResultsBelum ada peringkat
- BLDG TECH Juson Assignment Lecture 1Dokumen23 halamanBLDG TECH Juson Assignment Lecture 1Ma. Janelle GoBelum ada peringkat
- Urinary: Rachel Neto, DVM, MS, DACVP May 28 2020Dokumen15 halamanUrinary: Rachel Neto, DVM, MS, DACVP May 28 2020Rachel AutranBelum ada peringkat
- Technology Unit 1 UTUDokumen19 halamanTechnology Unit 1 UTUDaBelum ada peringkat
- Gas Turbine MaintenanceDokumen146 halamanGas Turbine MaintenanceMamoun1969100% (8)
- C15 DiagranmaDokumen2 halamanC15 Diagranmajose manuel100% (1)
- Speeduino Manual-7Dokumen16 halamanSpeeduino Manual-7Makson VieiraBelum ada peringkat
- Hevc StandardDokumen11 halamanHevc Standardganesh gangatharanBelum ada peringkat
- 1 Osteology (MCQ)Dokumen12 halaman1 Osteology (MCQ)Utkarsh MishraBelum ada peringkat
- Regenerative Braking System: An Efficient Way to Conserve EnergyDokumen31 halamanRegenerative Braking System: An Efficient Way to Conserve EnergyPRAVIN KUMAR NBelum ada peringkat
- Cisco Dcloud Lab Access Tutorial For HyperFlex Virtual EnablementDokumen7 halamanCisco Dcloud Lab Access Tutorial For HyperFlex Virtual Enablementfd77Belum ada peringkat
- Watson Studio - IBM CloudDokumen2 halamanWatson Studio - IBM CloudPurvaBelum ada peringkat
- ENGLISH COACHING CORNER MATHEMATICS PRE-BOARD EXAMINATIONDokumen2 halamanENGLISH COACHING CORNER MATHEMATICS PRE-BOARD EXAMINATIONVaseem QureshiBelum ada peringkat
- Mr. Frank Remedios Certified Career Counselor Authorised Franchise-Brain CheckerDokumen24 halamanMr. Frank Remedios Certified Career Counselor Authorised Franchise-Brain Checkerrwf0606Belum ada peringkat
- Markard Et Al. (2012) PDFDokumen13 halamanMarkard Et Al. (2012) PDFgotrektomBelum ada peringkat
- What Is InterpolDokumen5 halamanWhat Is InterpolJimmy Jr Comahig LapeBelum ada peringkat
- Nord Lock Washers Material Type GuideDokumen1 halamanNord Lock Washers Material Type GuideArthur ZinkeBelum ada peringkat
- C-Core-A3-Fold-Double-Side AMCC COREDokumen2 halamanC-Core-A3-Fold-Double-Side AMCC CORESandeep SBelum ada peringkat
- 3.1. Optical Sources - LED - FOC - PNP - February 2022 - NewDokumen49 halaman3.1. Optical Sources - LED - FOC - PNP - February 2022 - NewyashBelum ada peringkat
- Dimensions of Comparative EducationDokumen5 halamanDimensions of Comparative Educationeminentsurvivor9Belum ada peringkat
- tmp1AE2 TMPDokumen8 halamantmp1AE2 TMPFrontiersBelum ada peringkat
- ELEC-E8714 Homework 3 - Life Cycle Assessment of LED Lamps - Manufacturing and UseDokumen2 halamanELEC-E8714 Homework 3 - Life Cycle Assessment of LED Lamps - Manufacturing and UseŞamil NifteliyevBelum ada peringkat
- VNL-Essar Field Trial: Nairobi-KenyaDokumen13 halamanVNL-Essar Field Trial: Nairobi-Kenyapoppy tooBelum ada peringkat
- Ceramic Tiles Industry Research ProjectDokumen147 halamanCeramic Tiles Industry Research Projectsrp188Belum ada peringkat
- Saturn Engine Compression Test GuideDokumen7 halamanSaturn Engine Compression Test GuideManuel IzquierdoBelum ada peringkat
- Bildiri Sunum - 02Dokumen12 halamanBildiri Sunum - 02Orhan Veli KazancıBelum ada peringkat
- Conflict Analysis Tools PDFDokumen12 halamanConflict Analysis Tools PDFApeuDerrop0% (1)
- Daraz PKDokumen4 halamanDaraz PKshavais100% (1)
- CSR 620 Commissioning Manual A4-5285CDokumen40 halamanCSR 620 Commissioning Manual A4-5285CNguyễn Xuân Lộc86% (7)