Anda mungkin juga menyukai
- Asset Integrity Management A Complete Guide - 2020 EditionDari EverandAsset Integrity Management A Complete Guide - 2020 EditionBelum ada peringkat
- RIMAP Project Transforms Risk ManagementDokumen23 halamanRIMAP Project Transforms Risk Managementzbigniew3brytanBelum ada peringkat
- Offshore Hydrocarbon Releases Statistics 2002Dokumen74 halamanOffshore Hydrocarbon Releases Statistics 2002vwagh50% (2)
- ItpmDokumen14 halamanItpmsbasualdomontesBelum ada peringkat
- Mechanical Integrity Program Development For New Construction - FINALDokumen22 halamanMechanical Integrity Program Development For New Construction - FINALMatthew CasertaBelum ada peringkat
- The Management of Mechanical Integrity Inspections at Small-SizedDokumen6 halamanThe Management of Mechanical Integrity Inspections at Small-SizedTadeu SantanaBelum ada peringkat
- Asset Data Management for Energy Sector Hose SafetyDokumen2 halamanAsset Data Management for Energy Sector Hose Safetyjson_gabionBelum ada peringkat
- 4.5 May2019-Repairable SystemDokumen10 halaman4.5 May2019-Repairable SystemAlexander GejetanusBelum ada peringkat
- Downfile PDFDokumen60 halamanDownfile PDFMiroslav GojicBelum ada peringkat
- Chapter 1 (Introduction To Quality)Dokumen24 halamanChapter 1 (Introduction To Quality)AsjadBelum ada peringkat
- Expert system tutorialDokumen9 halamanExpert system tutoriallinanofitaBelum ada peringkat
- Managing A Condition Monitoring Program: Get The Monitoring Right!Dokumen9 halamanManaging A Condition Monitoring Program: Get The Monitoring Right!Michaelben Michaelben100% (1)
- Asme RimapDokumen10 halamanAsme RimapDia Putranto HarmayBelum ada peringkat
- Konet PresentationDokumen28 halamanKonet PresentationKrishna MoorthyBelum ada peringkat
- Rcm3 May 2017 Course Brochure v01Dokumen3 halamanRcm3 May 2017 Course Brochure v01Syed Nadeem AhmedBelum ada peringkat
- Integrity Engineering - Wikipedia PDFDokumen24 halamanIntegrity Engineering - Wikipedia PDFEndhy Wisnu NovindraBelum ada peringkat
- UK HSE KP4 Ageing and Life Extension ProgramDokumen47 halamanUK HSE KP4 Ageing and Life Extension Programamra_41100% (1)
- Geothermal Assets ManagementDokumen88 halamanGeothermal Assets Management01CaUKM Zhaffran AsyrafBelum ada peringkat
- DellDokumen3 halamanDellAneesh VargheseBelum ada peringkat
- XIV Paper 38Dokumen11 halamanXIV Paper 38Zenon KociubaBelum ada peringkat
- Asset Integrity Management Training in DubaiDokumen4 halamanAsset Integrity Management Training in DubaiCostas AggelidisBelum ada peringkat
- Updated Thinning POF Model in API RP 581 3rd EditionDokumen23 halamanUpdated Thinning POF Model in API RP 581 3rd EditionALberto AriasBelum ada peringkat
- Asset Integrity Management System (AIMS) For The Reduction of Industrial RisksDokumen6 halamanAsset Integrity Management System (AIMS) For The Reduction of Industrial RisksDave CBelum ada peringkat
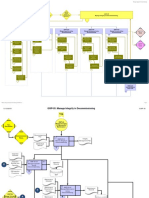
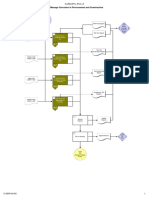
- Manage integrity for decommissioning plansDokumen32 halamanManage integrity for decommissioning plansWekesa CalebBelum ada peringkat
- RBI - A Transparent Process ?Dokumen11 halamanRBI - A Transparent Process ?Vinícius EstevesBelum ada peringkat
- AIMS Training (July 31, 2024)Dokumen4 halamanAIMS Training (July 31, 2024)Arianta RianBelum ada peringkat
- An Integrated Approach For Performance Evaluation in Sustainable Supply Chain Networks - With A Case StudyDokumen55 halamanAn Integrated Approach For Performance Evaluation in Sustainable Supply Chain Networks - With A Case StudyramiraliBelum ada peringkat
- PEC corrosion monitoringDokumen4 halamanPEC corrosion monitoringmahesh070Belum ada peringkat
- Sabp A 033B PDFDokumen11 halamanSabp A 033B PDFINSTECH ConsultingBelum ada peringkat
- 5-Mechanical Integrity Program-021317 508Dokumen12 halaman5-Mechanical Integrity Program-021317 508sarifinBelum ada peringkat
- Module 01a - RBI IntroductionDokumen35 halamanModule 01a - RBI IntroductioniTuan Khai TruongBelum ada peringkat
- OFF510+-+Operations+and+maintenance Presentation+1+slide+per+page PDFDokumen435 halamanOFF510+-+Operations+and+maintenance Presentation+1+slide+per+page PDFM Ahmad Tauqeer0% (1)
- Risk-Based Inspection and Maintenance ProceduresDokumen25 halamanRisk-Based Inspection and Maintenance ProceduresDia Putranto HarmayBelum ada peringkat
- API 580 RBI-Training-Course-SlidesDokumen291 halamanAPI 580 RBI-Training-Course-Slidespotebrayan20Belum ada peringkat
- Evaluation of Asset Integrity Management System (AIMS) : GuideDokumen28 halamanEvaluation of Asset Integrity Management System (AIMS) : GuideEdwin TorresBelum ada peringkat
- Session 1Dokumen5 halamanSession 1batarversBelum ada peringkat
- Importance of Using SAP DMSDokumen2 halamanImportance of Using SAP DMSAmol NamjoshiBelum ada peringkat
- Asset Performance Management - Realizing ValueDokumen6 halamanAsset Performance Management - Realizing ValueIgorBelum ada peringkat
- Development of A Material Databook For Api STD 530Dokumen10 halamanDevelopment of A Material Databook For Api STD 530Zenon Kociuba100% (1)
- Intergrity Management Guide (Final)Dokumen70 halamanIntergrity Management Guide (Final)mthr25467502Belum ada peringkat
- Offshore Structural Integrity ManagementDokumen4 halamanOffshore Structural Integrity ManagementAndreasBelum ada peringkat
- Evaluation of Smartphone Feature Preference by A Modified AHP ApproachDokumen5 halamanEvaluation of Smartphone Feature Preference by A Modified AHP ApproachSeu Ze NinguemBelum ada peringkat
- Extend Life Aging PipelinesDokumen20 halamanExtend Life Aging Pipelinesmajdi jerbiBelum ada peringkat
- Boiler Asset Integrity ManagementDokumen34 halamanBoiler Asset Integrity ManagementWalid Ahsan100% (1)
- Corrosion Loop Development - AndikaandDokumen20 halamanCorrosion Loop Development - AndikaandThanh Dat DoanBelum ada peringkat
- OM Manuals TemplateDokumen9 halamanOM Manuals TemplatejanempatricioBelum ada peringkat
- How To Perform A Damage Mechanism ReviewDokumen4 halamanHow To Perform A Damage Mechanism ReviewianharBelum ada peringkat
- Asset Integrity Management Training CourseDokumen4 halamanAsset Integrity Management Training Courseshahzar2Belum ada peringkat
- Generic Approcahes To RBI Steel Structures PDFDokumen248 halamanGeneric Approcahes To RBI Steel Structures PDFixoteeBelum ada peringkat
- 00 AOC's Meridium MI Work Process Training Example SlidesDokumen67 halaman00 AOC's Meridium MI Work Process Training Example SlidesTommy100% (1)
- SHELL - Aging, Overworked, Debottlenecked Refineries An Increased Risk To The Insurance IndustryDokumen33 halamanSHELL - Aging, Overworked, Debottlenecked Refineries An Increased Risk To The Insurance IndustryRobinBelum ada peringkat
- RCMDokumen20 halamanRCMElvis Diaz100% (1)
- Norwegian Oil and Gas Life Extension GuidelinesDokumen20 halamanNorwegian Oil and Gas Life Extension GuidelinesPar MadBelum ada peringkat
- Data Structure: 2020 General Electric CompanyDokumen21 halamanData Structure: 2020 General Electric CompanyeragornBelum ada peringkat
- Samples 033 CDokumen43 halamanSamples 033 CWekesa CalebBelum ada peringkat
- Integrity Operating Windows ShellDokumen28 halamanIntegrity Operating Windows ShellZenon KociubaBelum ada peringkat
- Risknis Rbireport RgeDokumen53 halamanRisknis Rbireport RgeDavid RodriguesBelum ada peringkat
- Post Graduate Course Software Systems Iiit HyderabadDokumen20 halamanPost Graduate Course Software Systems Iiit HyderabadLipun SwainBelum ada peringkat
- Test 1Dokumen7 halamanTest 1Lvian MarcelinoBelum ada peringkat
- Final Survey SRM 4th Year ProjectDokumen3 halamanFinal Survey SRM 4th Year ProjectJayita KarBelum ada peringkat
- Audio Encryption Optimization: Harsh Bijlani Dikshant Gupta Mayank LovanshiDokumen5 halamanAudio Encryption Optimization: Harsh Bijlani Dikshant Gupta Mayank LovanshiAman Kumar TrivediBelum ada peringkat
- Pervasive Healthcare Computing: EMR/EHR, Wireless and Health MonitoringDokumen3 halamanPervasive Healthcare Computing: EMR/EHR, Wireless and Health MonitoringPajak RedikonBelum ada peringkat
- GSM WorkflowDokumen1 halamanGSM WorkflowFaisal CoolBelum ada peringkat
- Easychair Preprint: Adnene Noughreche, Sabri Boulouma and Mohammed BenbaghdadDokumen8 halamanEasychair Preprint: Adnene Noughreche, Sabri Boulouma and Mohammed BenbaghdadTran Quang Thai B1708908Belum ada peringkat
- Analysis of Cylinder in AnsysDokumen14 halamanAnalysis of Cylinder in AnsysSrinivas NadellaBelum ada peringkat
- Manual Xartu1Dokumen61 halamanManual Xartu1Oscar Ivan De La OssaBelum ada peringkat
- Malappuram Sahodaya Aptitude Test EXAMINATION 2016-17: General InstructionsDokumen7 halamanMalappuram Sahodaya Aptitude Test EXAMINATION 2016-17: General InstructionsRamziya JabirBelum ada peringkat
- LogDokumen57 halamanLogEva AriantiBelum ada peringkat
- The 17 Day Diet PDF EBookDokumen56 halamanThe 17 Day Diet PDF EBooktinadjames25% (4)
- Cell Barring (RAN15.0 02)Dokumen51 halamanCell Barring (RAN15.0 02)hekriBelum ada peringkat
- Java Network ProjectDokumen20 halamanJava Network ProjectabbasmulaniBelum ada peringkat
- The Integration of Social Media Technologies For Teaching and Learning in Kenyan SchoolsDokumen7 halamanThe Integration of Social Media Technologies For Teaching and Learning in Kenyan SchoolsIJRIT JournalBelum ada peringkat
- Unit 1 - IMEDDokumen37 halamanUnit 1 - IMEDAlishka RawatBelum ada peringkat
- CEA201 CH11-DigitalLogicDokumen24 halamanCEA201 CH11-DigitalLogicTTBelum ada peringkat
- Characterization of SPT Grain Size Effects in GravDokumen9 halamanCharacterization of SPT Grain Size Effects in Gravstefanus fendisaBelum ada peringkat
- Vinculum's Supply Chain PracticeDokumen26 halamanVinculum's Supply Chain PracticeVinculumGroup100% (1)
- Unit 5 Instructor Graded AssignmentDokumen3 halamanUnit 5 Instructor Graded Assignmentrosalindcsr_64842985Belum ada peringkat
- Max Heap C ImplementationDokumen11 halamanMax Heap C ImplementationKonstantinos KonstantopoulosBelum ada peringkat
- Fourier Series: Yi Cheng Cal Poly PomonaDokumen46 halamanFourier Series: Yi Cheng Cal Poly PomonaJesusSQABelum ada peringkat
- AWUS036EW User Guide PDFDokumen29 halamanAWUS036EW User Guide PDFFelipe GabrielBelum ada peringkat
- Manual COT NovoDokumen340 halamanManual COT NovoAdriano lopes da silvaBelum ada peringkat
- ETC012 - Device Driver Development To Accessing SDMMC Card Using SPI On LPC2148Dokumen3 halamanETC012 - Device Driver Development To Accessing SDMMC Card Using SPI On LPC2148Vinay FelixBelum ada peringkat
- Technical Note: Linear Translation Stage Technology GuideDokumen12 halamanTechnical Note: Linear Translation Stage Technology Guidephucborso1Belum ada peringkat
- Vineetgupta Net PDFDokumen15 halamanVineetgupta Net PDFpolisetti7uma7sombabBelum ada peringkat
- Android Voting System Synopsis Under 40 CharactersDokumen3 halamanAndroid Voting System Synopsis Under 40 CharactersShivshankar GuptaBelum ada peringkat
- DeterminantsDokumen1 halamanDeterminantsJanakChandPBelum ada peringkat
- Chapter 6-Sensors-Different Types of SensorsDokumen23 halamanChapter 6-Sensors-Different Types of SensorsbettyBelum ada peringkat