Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- CPB 30503 Test Methods For Petroleum ProductsDokumen10 halamanCPB 30503 Test Methods For Petroleum ProductsMuhammad HarizBelum ada peringkat
- Productos - Texoil Enviado para - Importacion-2021-08!14!10!50!48Dokumen28 halamanProductos - Texoil Enviado para - Importacion-2021-08!14!10!50!48Maria Escalante SolanoBelum ada peringkat
- Indian Oil Corporation Limited: Bhubaneswar Divisional OfficeDokumen3 halamanIndian Oil Corporation Limited: Bhubaneswar Divisional Officekailashchandrasahoo0% (1)
- History Oil of Oil and GasDokumen3 halamanHistory Oil of Oil and Gasugoreg100% (1)
- Basics of OIl RefineryDokumen28 halamanBasics of OIl RefineryDebasis Kumar Saha50% (2)
- Hydrocarbon NomenclatureDokumen20 halamanHydrocarbon NomenclatureAngeline CuriosoBelum ada peringkat
- List LPG Wholesaler September 2020 1Dokumen1 halamanList LPG Wholesaler September 2020 1Yasharsha RdBelum ada peringkat
- SCH 4U0 Alkanes, Alkenes, Alkynes and Cyclic Hydrocarbons WorksheetDokumen3 halamanSCH 4U0 Alkanes, Alkenes, Alkynes and Cyclic Hydrocarbons WorksheetMo NassifBelum ada peringkat
- Volumen 9 Llanos Basin ANHDokumen186 halamanVolumen 9 Llanos Basin ANHJose Maria Leyva100% (1)
- Down Memory Lane 2Dokumen27 halamanDown Memory Lane 2abguy0% (1)
- Delhi CNG CentresDokumen2 halamanDelhi CNG CentresHarish RanaBelum ada peringkat
- Platt's 15dec14Dokumen43 halamanPlatt's 15dec14Milkiss SweetBelum ada peringkat
- Saponification ChartDokumen1 halamanSaponification ChartAhmad RafayBelum ada peringkat
- Petroleum - Unit 01Dokumen3 halamanPetroleum - Unit 01David Leuca0% (1)
- Properties of Gaseous FuelDokumen7 halamanProperties of Gaseous FuelTin Aung KyiBelum ada peringkat
- Status of Miscible Displacement SPE 9992 PADokumen12 halamanStatus of Miscible Displacement SPE 9992 PAswaala4realBelum ada peringkat
- Composition of PetroleumDokumen17 halamanComposition of PetroleumAleem Ahmed100% (1)
- Estatutos Empresas PetrolerasDokumen29 halamanEstatutos Empresas PetrolerasLuis Carlos KinnBelum ada peringkat
- Spectrasyn Plus™ 3.6: Advanced Polyalphaolefin (Pao) FluidDokumen2 halamanSpectrasyn Plus™ 3.6: Advanced Polyalphaolefin (Pao) FluidMaram YasserBelum ada peringkat
- Learning Activities Q1 Week 4Dokumen6 halamanLearning Activities Q1 Week 4Jeje MonBelum ada peringkat
- Ecuación de AntoineDokumen35 halamanEcuación de AntoineRuben PachecoBelum ada peringkat
- Guyana University final exam petroleum geologyDokumen12 halamanGuyana University final exam petroleum geologyswf svBelum ada peringkat
- Oman Concession Boundaries in the Arabian GulfDokumen1 halamanOman Concession Boundaries in the Arabian GulfSathishBelum ada peringkat
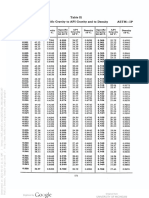
- API Astm IP: Specific Gravity Gravity Density API APIDokumen1 halamanAPI Astm IP: Specific Gravity Gravity Density API APIمحمد مBelum ada peringkat
- Index: 1 Input File 2 Solution History 3 MainDokumen43 halamanIndex: 1 Input File 2 Solution History 3 MainMón Quà Vô GiáBelum ada peringkat
- BTX World DemandDokumen6 halamanBTX World DemandAdrian Adalberto GarayBelum ada peringkat
- A Performance Study For Representative Natural Gas Liquid (NGL) Recovery Processes Under Various Feed ConditionsDokumen2 halamanA Performance Study For Representative Natural Gas Liquid (NGL) Recovery Processes Under Various Feed Conditionsfery662002Belum ada peringkat
- Ldpe Process TechnologyDokumen7 halamanLdpe Process Technologysswoo8245Belum ada peringkat
- Ashish Shrivastava-Training Consultant ProfileDokumen6 halamanAshish Shrivastava-Training Consultant Profileashish shrivastavBelum ada peringkat
- Amna Crude OilDokumen22 halamanAmna Crude OilMephistopheles1100% (1)