Anda mungkin juga menyukai
- Finite Physical Dimensions Optimal Thermodynamics 1: FundamentalsDari EverandFinite Physical Dimensions Optimal Thermodynamics 1: FundamentalsBelum ada peringkat
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersDari EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersPenilaian: 4 dari 5 bintang4/5 (13)
- Separations and Reaction Engineering Design Project Production of MTBEDokumen10 halamanSeparations and Reaction Engineering Design Project Production of MTBEParaZzzitBelum ada peringkat
- Ethanol DDokumen13 halamanEthanol DAndrea LeonBelum ada peringkat
- Separations and Reaction Engineering Design Project Production of AmmoniaDokumen10 halamanSeparations and Reaction Engineering Design Project Production of AmmoniaRyan WahyudiBelum ada peringkat
- Ammonia D PDFDokumen10 halamanAmmonia D PDFrkm_rkmBelum ada peringkat
- Acetone 3Dokumen5 halamanAcetone 3Juan Medina CollanaBelum ada peringkat
- Project 6 AmmoniaDokumen10 halamanProject 6 AmmoniaAhmed AliBelum ada peringkat
- Ammonia B PDFDokumen9 halamanAmmonia B PDFmehrdad_k_rBelum ada peringkat
- Obtencion de AcetonaDokumen7 halamanObtencion de AcetonaLiz Laureano RodriguezBelum ada peringkat
- Drying Oil Production Facility DesignDokumen7 halamanDrying Oil Production Facility DesigntonbaldinBelum ada peringkat
- Produce Formalin from MethanolDokumen6 halamanProduce Formalin from MethanolJosselyn VilcaBelum ada peringkat
- University of Cape Town Department of CHDokumen6 halamanUniversity of Cape Town Department of CHmehul10941Belum ada peringkat
- Design of A New, 100,000 Metric Ton Per Year, Cumene Production FacilityDokumen4 halamanDesign of A New, 100,000 Metric Ton Per Year, Cumene Production FacilityKrisma Yessi Rolibeta SianturiBelum ada peringkat
- H84ACM Coursework GuidelinesDokumen6 halamanH84ACM Coursework GuidelinesYeeXuan TenBelum ada peringkat
- Double-Pipe Heat Exchanger Simulation in COMSOLDokumen12 halamanDouble-Pipe Heat Exchanger Simulation in COMSOLMustafa DemircioğluBelum ada peringkat
- HYSYS Tutorial PDFDokumen607 halamanHYSYS Tutorial PDFsalman hussainBelum ada peringkat
- Optimal Chilled Water Delta-TDokumen8 halamanOptimal Chilled Water Delta-Tanup_nairBelum ada peringkat
- Equipment Optimization: Introduction/ObjectivesDokumen3 halamanEquipment Optimization: Introduction/ObjectivesSehry SyedBelum ada peringkat
- Energy Balances and Numerical Methods Design Project Ethanol ProductionDokumen9 halamanEnergy Balances and Numerical Methods Design Project Ethanol ProductionFatima Manzano OrtizBelum ada peringkat
- ME 325 Final Project Combined Cycle Efficiency OptimizationDokumen3 halamanME 325 Final Project Combined Cycle Efficiency Optimizationazeem sheikhBelum ada peringkat
- ChemCAD Assignment SPR05Dokumen3 halamanChemCAD Assignment SPR05laiping_lum0% (1)
- Acetone ProductionDokumen8 halamanAcetone ProductionZahraa GhanemBelum ada peringkat
- Designing Compact Heat ExchangersDokumen6 halamanDesigning Compact Heat ExchangersAndrés Ramón Linares100% (1)
- CHAPTER 8 Sizing and CostingDokumen20 halamanCHAPTER 8 Sizing and CostingNurul Amelia Mustaffa0% (1)
- Ethanol 3Dokumen6 halamanEthanol 3Fedi ChennaouiBelum ada peringkat
- Simgas PRMS SimulationDokumen9 halamanSimgas PRMS Simulationmatteo2009Belum ada peringkat
- Allyl3 LECHO FLUIDokumen9 halamanAllyl3 LECHO FLUIJoha BetancurBelum ada peringkat
- Process Optimization-Tiew (IGL Services SDN BHD.)Dokumen9 halamanProcess Optimization-Tiew (IGL Services SDN BHD.)cristianBelum ada peringkat
- Major No. 2 - Design Problems For The Acetone Production FacilityDokumen15 halamanMajor No. 2 - Design Problems For The Acetone Production FacilityJimmy Velarde RodriguezBelum ada peringkat
- Heat Transfer Systems Calculation: December 2016Dokumen18 halamanHeat Transfer Systems Calculation: December 2016joshua surbaktiBelum ada peringkat
- CHEM+ENG+3030 7054+Design+Project+Brief+2023+Final 075629Dokumen7 halamanCHEM+ENG+3030 7054+Design+Project+Brief+2023+Final 075629noorfatima.okitBelum ada peringkat
- Select NGL Recovery and Optimization Technologies Using Simulation and AlgorithmDokumen8 halamanSelect NGL Recovery and Optimization Technologies Using Simulation and AlgorithmNoirchevalBelum ada peringkat
- 4470 Project Description 2008Dokumen6 halaman4470 Project Description 2008Edu PavaniBelum ada peringkat
- IIT Bombay Chemical Engineering Mini Project Analysis of Piping Network and Natural Gas ReformerDokumen3 halamanIIT Bombay Chemical Engineering Mini Project Analysis of Piping Network and Natural Gas ReformerFake Account 1Belum ada peringkat
- VaporizerDokumen13 halamanVaporizerSurya Budi Widagdo100% (1)
- Distillation Column Design 2014Dokumen4 halamanDistillation Column Design 2014John PortlandBelum ada peringkat
- Acrylic Acid ProductionDokumen8 halamanAcrylic Acid ProductionAhmad MuzammilBelum ada peringkat
- Optimized Design Method for Segmentally Baffled Shell-and-Tube Heat ExchangersDokumen6 halamanOptimized Design Method for Segmentally Baffled Shell-and-Tube Heat ExchangersacckypenrynBelum ada peringkat
- Cumene ProductionDokumen9 halamanCumene ProductionDrVedprakash MishraBelum ada peringkat
- Heat Exchanger MethodolgyDokumen12 halamanHeat Exchanger MethodolgyAmr TarekBelum ada peringkat
- Rigrous Heat Exchanger SimulationDokumen6 halamanRigrous Heat Exchanger SimulationJayakumar PararasuramanBelum ada peringkat
- New Microsoft Word Document 4.1Dokumen19 halamanNew Microsoft Word Document 4.1prashantmaukaBelum ada peringkat
- Don't Let The PinchDokumen10 halamanDon't Let The PinchNguyễn Tiến DũngBelum ada peringkat
- Summary of Unit: TH THDokumen3 halamanSummary of Unit: TH THரகுபதி குBelum ada peringkat
- Study of A Sieved Tray Column For Methanol Water DistillationDokumen19 halamanStudy of A Sieved Tray Column For Methanol Water DistillationTom Cullinan100% (1)
- Kern Method Heat ExchangerDokumen30 halamanKern Method Heat ExchangerCS100% (3)
- Thermo-hydrodynamic Lubrication in Hydrodynamic BearingsDari EverandThermo-hydrodynamic Lubrication in Hydrodynamic BearingsBelum ada peringkat
- Process Plant Design: Heinemann Chemical Engineering SeriesDari EverandProcess Plant Design: Heinemann Chemical Engineering SeriesPenilaian: 3.5 dari 5 bintang3.5/5 (11)
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&ADari EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&ABelum ada peringkat
- Introduction to the simulation of power plants for EBSILON®Professional Version 15Dari EverandIntroduction to the simulation of power plants for EBSILON®Professional Version 15Belum ada peringkat
- Applied Process Design for Chemical and Petrochemical Plants: Volume 1Dari EverandApplied Process Design for Chemical and Petrochemical Plants: Volume 1Penilaian: 3.5 dari 5 bintang3.5/5 (3)
- Process Heat Transfer: Principles, Applications and Rules of ThumbDari EverandProcess Heat Transfer: Principles, Applications and Rules of ThumbPenilaian: 4.5 dari 5 bintang4.5/5 (11)
- Water (R718) Turbo Compressor and Ejector Refrigeration / Heat Pump TechnologyDari EverandWater (R718) Turbo Compressor and Ejector Refrigeration / Heat Pump TechnologyBelum ada peringkat
- Advanced Temperature Measurement and Control, Second EditionDari EverandAdvanced Temperature Measurement and Control, Second EditionBelum ada peringkat
- Cs 180 Notes UCLADokumen3 halamanCs 180 Notes UCLAnattaq12345Belum ada peringkat
- Unit 6Dokumen13 halamanUnit 6VeronicaBelum ada peringkat
- VGS 8.1.2 Rev.20 - UTDokumen29 halamanVGS 8.1.2 Rev.20 - UTPaul-Petrus MogosBelum ada peringkat
- 06 HVAC Plumbing PDFDokumen727 halaman06 HVAC Plumbing PDFTamBelum ada peringkat
- Lesson 7: Cylinders: Basic Hydraulic SystemsDokumen12 halamanLesson 7: Cylinders: Basic Hydraulic Systemsoscar el carevergaBelum ada peringkat
- Sru Flow DiagramDokumen1 halamanSru Flow Diagrampppppp5Belum ada peringkat
- Composite Repair PDFDokumen13 halamanComposite Repair PDFNarendra PalandeBelum ada peringkat
- NIKI V4 Infusion Pump Service ManualDokumen54 halamanNIKI V4 Infusion Pump Service ManualIgor Simonelli BermudesBelum ada peringkat
- January2016page1to36 Layout 1Dokumen36 halamanJanuary2016page1to36 Layout 1c737Belum ada peringkat
- Linear Slot DiffuserDokumen15 halamanLinear Slot DiffuserhyderabadBelum ada peringkat
- 2014-6-2 PCED South Hill Coalition Proposed Elements MatrixDokumen2 halaman2014-6-2 PCED South Hill Coalition Proposed Elements MatrixSpokane City CouncilBelum ada peringkat
- Usn LM2500 Asme Paper GT2010-22811 61410 JalDokumen7 halamanUsn LM2500 Asme Paper GT2010-22811 61410 Jalferrerick0% (1)
- Strength of Pressure Vessels With Ellipsoidal HeadsDokumen8 halamanStrength of Pressure Vessels With Ellipsoidal Headsنصرالدين ادريسBelum ada peringkat
- Manage Safety Changes (MOCDokumen5 halamanManage Safety Changes (MOCWirawan Adi Setya RBelum ada peringkat
- As 4123.4-2008 Mobile Waste Containers Containers With Four Wheels With A Capacity From 750 L To 1700 L WithDokumen7 halamanAs 4123.4-2008 Mobile Waste Containers Containers With Four Wheels With A Capacity From 750 L To 1700 L WithSAI Global - APACBelum ada peringkat
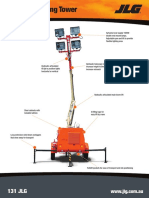
- JLG Lighting Tower 6308AN Series II 20150907Dokumen2 halamanJLG Lighting Tower 6308AN Series II 20150907DwiSulistyo09Belum ada peringkat
- Pressure Vessel Rivets Welded Joints MDSP PrimeDokumen16 halamanPressure Vessel Rivets Welded Joints MDSP PrimeIvanBelum ada peringkat
- List of Projects Related To Transportation Highway and BridgesDokumen5 halamanList of Projects Related To Transportation Highway and BridgesOyedotun TundeBelum ada peringkat
- Murray Loop Test To Locate Ground Fault PDFDokumen2 halamanMurray Loop Test To Locate Ground Fault PDFmohdBelum ada peringkat
- Guess Questions of Aramco Written Examination For Hse Supervisor / Engineer / OfficerDokumen31 halamanGuess Questions of Aramco Written Examination For Hse Supervisor / Engineer / OfficerAlam Shamsher0% (1)
- W 7570 enDokumen276 halamanW 7570 enthedoors89Belum ada peringkat
- 2 CAD Connecting Rod ForgingDokumen56 halaman2 CAD Connecting Rod ForgingIsrar EqubalBelum ada peringkat
- Epc of Well Pad D For Sorik Marapi Geothermal Project Recovery ScheduleDokumen1 halamanEpc of Well Pad D For Sorik Marapi Geothermal Project Recovery ScheduleGema SuryaBelum ada peringkat
- Supercharging: Superchargers & TurbochargersDokumen11 halamanSupercharging: Superchargers & TurbochargersAkhil Here100% (1)
- STN Cat Novelties Vol.i 2023Dokumen89 halamanSTN Cat Novelties Vol.i 2023ruba herbawiBelum ada peringkat
- Deventer04 MACDokumen201 halamanDeventer04 MACFrancisco Solano Reyes EspinozaBelum ada peringkat
- Switching Theory and Logic Design PDFDokumen159 halamanSwitching Theory and Logic Design PDFSai TejaswiniBelum ada peringkat
- Feed Water and Boiler Water of Steam GeneratorsDokumen2 halamanFeed Water and Boiler Water of Steam GeneratorsIvicaT0% (2)
- Establishing OPC UA Connectivity With Rockwell Automation® Integrated ArchitectureDokumen3 halamanEstablishing OPC UA Connectivity With Rockwell Automation® Integrated ArchitecturehuiyitBelum ada peringkat
- Stokes' theorem simplifies integration of differential formsDokumen6 halamanStokes' theorem simplifies integration of differential formssiriusgrBelum ada peringkat