Anda mungkin juga menyukai
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Nissan Certified Pre-Owned Inspection ChecklistDokumen2 halamanNissan Certified Pre-Owned Inspection Checklistnuryakhin seBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5795)
- Installation Instructions: Porsche 911/991 Turbo / Turbo SDokumen13 halamanInstallation Instructions: Porsche 911/991 Turbo / Turbo Stalyerautoshop5432Belum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- RSU NissanDokumen20 halamanRSU NissanRifki AwaludinBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Design of BrakesDokumen18 halamanDesign of BrakesShahazad ShaikBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Starter Motor, Starting System: How It Works, Problems, TestingDokumen10 halamanStarter Motor, Starting System: How It Works, Problems, TestingJosephBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Compressor NumericalDokumen18 halamanCompressor NumericalSweekar Khadka100% (1)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- 2 Drawing ADokumen11 halaman2 Drawing ARene Ramos MenesesBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- History of CamaroDokumen42 halamanHistory of CamaroJovan Christian OlanBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- BMW N47D20 EngineDokumen4 halamanBMW N47D20 EngineCallum Smith100% (3)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- A3 Pricelist 2023Dokumen2 halamanA3 Pricelist 2023LePainBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Blank Pdi SheetDokumen2 halamanBlank Pdi SheetEngr Abdullah MughalBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- SE 095 InstructionsDokumen21 halamanSE 095 InstructionsMauricioBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Fuel ConsumptionDokumen13 halamanFuel ConsumptionDaniel Pires Quinteliano FranciscoBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Close Crankcase Ventilation CCVDokumen24 halamanClose Crankcase Ventilation CCVPetrus Kanisius Wiratno100% (2)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- General Engine Spec'sDokumen3 halamanGeneral Engine Spec'sfuzzylollipopBelum ada peringkat
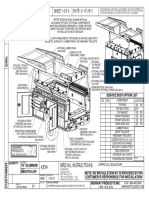
- Service Body 6212-001-AE: Sheet 1 of 6 DATE: 2/15/2011 P/NDokumen6 halamanService Body 6212-001-AE: Sheet 1 of 6 DATE: 2/15/2011 P/NmanutencaoseibBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Kalmar Eco RST ENG Brochure WebDokumen13 halamanKalmar Eco RST ENG Brochure WebJoseph HernándezBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- WP10series Manual PDFDokumen127 halamanWP10series Manual PDFnguyenmanhquanBelum ada peringkat
- Air-Bag: (1) Connector InformationDokumen34 halamanAir-Bag: (1) Connector InformationbakriramziBelum ada peringkat
- Type of Enterprise: Disclaimer: This Is Computer Generated Statement, No Signature Required. Printed FormDokumen2 halamanType of Enterprise: Disclaimer: This Is Computer Generated Statement, No Signature Required. Printed FormAshok BhatBelum ada peringkat
- Chassis StiffnessDokumen9 halamanChassis StiffnessArun KumaarBelum ada peringkat
- Toyota Trouble CodesDokumen3 halamanToyota Trouble CodesgilchristkidBelum ada peringkat
- 2DS F8197 E0 PDFDokumen446 halaman2DS F8197 E0 PDFAnonymous SDKaaa100% (3)
- BMW - Electrical Systems - WIRING DIAGRAM - BmwCabrioE30.itDokumen28 halamanBMW - Electrical Systems - WIRING DIAGRAM - BmwCabrioE30.itjihad salloum100% (2)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Circuit Description: Refer To DTC P0412 On PageDokumen9 halamanCircuit Description: Refer To DTC P0412 On PageAndres AriasBelum ada peringkat
- DJA6063 7.1 ESP OperationDokumen4 halamanDJA6063 7.1 ESP OperationMuhammad FaizBelum ada peringkat
- Caterpillar 3408Dokumen5 halamanCaterpillar 3408Fernando Padilla100% (3)
- Trucktec CompressorsDokumen64 halamanTrucktec CompressorsRicardo Jorge Horta PequenoBelum ada peringkat
- SHARJAH Driving InstituteDokumen144 halamanSHARJAH Driving Instituteasif dxbBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Spesifikasi Boom Truck SS3506Dokumen2 halamanSpesifikasi Boom Truck SS3506Regi HermawanBelum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)